Технология производства саморезов
Данная группа товаров производится способом холодной штамповки. В качестве сырья принято использовать:
- латунь;
- сталь (стандартная, нержавеющая или высокоуглеродная).
Материал используют в виде проволоки, которая уже скручена в мотки. Технологию производства саморезов можно разделить на следующие этапы:
- подготовка заготовки – разрез проволоки на заданный размер;
- формирование наконечника и головки;
- формирование резьбы;
- закаливание изделия методом быстрого нагревания и охлаждения в закалочном кругу;
- обработка изделия антикоррозийным материалом.
Линия для производства состоит из холодновысадочного и резьбонакатного станка, а также центрифуги для сушки изделия, линии гальваники и закалочной печи. Составляя бизнес-план по производству саморезов, готовьтесь, что больше половины вложений пойдут на покупку оборудования. Скорость работы мини-станка зависит от степени его производительности и может составлять от 50 до 250 штук в минуту. Цена самых простых станков (любого автомата из всей линии) начинается от 80 тыс. руб., более сложное оборудование для производства саморезов варьируется в пределах 500-900 тыс. руб. В любом случае для покупки полной линии необходим стартовый капитал от 600 тыс. руб.
Открыв мини-завод с дорогим оборудованием можно быстрее окупить стартовые вложения, так как производительность таких технологий гораздо выше. Также рентабельность повысится за счет изготовления более качественной продукции и возможности расширить ассортимент.
Работники, занятые на производстве
Автоматизированные «гаражные» линии по изготовлению метизов требуют работы одного человека. Для запуска полноценного предприятия количество персонала потребуется увеличить, не говоря уже об обязательной комплектации штата в случае введения в технологический процесс дополнительных этапов.
Сколько и какой персонал нужен
На начальном этапе для запуска линии потребуется два человека, обслуживающих станки и координирующих все процессы внутри цеха. Для этого необходимы представители рабочих специальностей, желательно со средним техническим образованием. Пуско-наладку и обучение персонала зачастую берет на себя фирма-поставщик оборудования, в этом случае затраты включаются в стоимость станков.
Расчет заработной платы рабочим
График работы цеха на начальном этапе нормированный, 40 часов в неделю с перерывом на обед. Впоследствии, в зависимости от объемов продаж и требований покупателей, график меняется на сменный, без выходных, но в этом случае потребуется две дополнительные штатные единицы.
Заработная плата представителям рабочих специальностях в зависимости от региона устанавливается на уровне 15-30 тыс. руб. в месяц.
Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Как делают саморезы: закалка
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.
Во сколько обойдется производство саморезов – этапы открытия бизнеса
Хотя производство саморезов и не является оригинальной бизнес-идеей, благодаря стабильно высокому спросу на продукцию рентабельность изготовления данных строительных расходных материалов – одна из самых высоких в рамках нашего государства.
Если у предпринимателя не предусмотрены большие траты на транспортировку, открывать производство такого продукта стоит в городках с населением от 20 000 человек.
Усредненный расходный финансовый план на открытие бизнеса – от 1 200 000 рублей. У стартового капитала большая зависимость от производителей станков. Имеются как тайваньские дешевки, так и отечественные агрегаты, цена на которые в 2 раза больше.
Какие этапы придется пройти ИП на пути к цели:
- Поиск помещения под производство.
В отличие от других направлений бизнеса, при изготовлении саморезов отпадает необходимость в офисе, как таковом. Весь процесс работы будет автоматизирован на 85%, поэтому основной задачей предпринимателя будет вывоз продукции на точки сбыта.
Для организации подобной работы вполне сойдет помещение от 30 квадратов на окраине города с подъездом для грузовиков.
При «кустарном» производстве саморезов не исключено использование и больших гаражей, но берите в расчет размер станков, которые должны будут там работать по 6-9 часов кряду.
- Поиск оборудования для производства.
Половина ИП стремятся закупить дорогие станки и только премиальные линии производства саморезов, но это не есть правильно.
Не имея постоянных каналов сбыта, лучше максимально сэкономить и приобрести бывшие в употреблении станки – это даст возможность «прощупать» рынок и настроить объемы производства более четко.
- Налаживание поставок сырья.
Найти проволоку для производства саморезов сейчас хоть и не тяжело, но, чтобы выбрать наиболее приемлемую цену сырья, займитесь вопросом его поиска заранее.
- Персонал.
Особых навыков для производства саморезов на автоматизированных станках не нужно. Соответственно, заработная плата персонала будет на уровне 7 000-12 000 рублей. Из-за низкой доходности работы будьте готовы к «текучке» кадрового состава.
На одну автоматизированную линию производства из 2-4 станков потребуется всего один работник, но, как правило, в смену ставят по 2.
Таким образом, всего придется содержать штат из 4-х человек.
- Организация производства и сбыт.
Первыми кандидатами на поставки готовой продукции должны стать строительные магазины, что находятся в вашем городе. Далее, идет охват близлежащих населенных пунктов с оптовыми точками сбыта.
Закупать партиями саморезы могут и частники – у начинающих предпринимателей доля розничных продаж частенько превышает оптовый объем.
Средняя стоимость одного самореза – от 30 копеек за шутку. При учете ежемесячных расходов на аренду и закупку сырья для производства чистый доход предпринимателя за месяц – от 70 000 рублей.
При большей наценке на готовый продукт рентабельность бизнеса может достигать 150%, что для строительной ниши России является одним из лучших показателей вообще.
Станки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование
. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции. Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза. - Резьбонакатной станок
. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы. - Термозакалочная печь.
Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде. - Гальваническая линия.
Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий. - Центрифуга
. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Какими бывают саморезы?
Основное назначение строительного расходного материала ясно из самого названия – при помощи нарезной основы пробивать дерево/метал и соединять в единое целое элементы конструкции. Из-за широкого распространения саморезов разобраться в их разновидностях может быть непросто даже профильному специалисту.
Однако в производстве саморезов типу выпускаемой продукции уделяется большое внимание. Не каждый имеет массовый спрос, потому нет смысла покупать некоторые формы для станков
Классификация саморезов по назначению
Классический по металлу.
Наиболее распространенный вариант саморезов, который оптимально производить для массового потребителя. Ключевая особенность – витки резьбы расположены друг от друга очень близко + сам наконечник саморезов имеет заостренную форму. Длина и диаметр саморезов не имеют общих требований, поэтому данный параметр выбирается при производстве самостоятельно. Для изготовления саморезов по металлу необходимо использовать только высокопрочную сталь с оцинковкой или оксидкой сверху. Расцветка черная, но есть варианты под металлику или позолоту.
Саморез по металлу со сверловым концом.
Вариант саморезов, в котором отличительной чертой является сверло образный наконечник для более плавного проникновения в толщину металла. Хороши для листовых пластин средней толщины. Если при использовании классических саморезов, приходилось использовать на начальном этапе сверло, то здесь данный момент можно пропустить. Достаточно приложить некоторые усилия, и саморез самостоятельно проделает стартовую выемку для вхождения в объект.
Саморез по дереву.
Больших внешних отличий при производстве саморезов по дереву вы не заметите. Особенность заключается в большем расстоянии между витками. На станках и в заготовках данный нюанс очень просто учитывается и не требует дополнительных закупок сырья или сменных частей для станков.
Мебельный саморез.
Мебельный саморез или, как его еще называют, конфирмат используется с целью сборки конструкций из МДФ или ДСП
Использовать саморез можно и для дорогих сортов древесины, но при этом требуется большое внимание уделять форме шляпки и возможности ее маскировки.
При производстве конфирматов большое значение играет внешний вид шляпки, так как для каждого вида мебели, может потребоваться свой шаблон. Изготовлять такие саморезы проблематично, поэтому вариант стоит рассматривать лишь при наличии оптовых покупателей.
Саморез с пресс-шайбой.
Саморез является подкатегорией винтов по металлу, но из-за функциональной особенности его стоит рассматривать, как отдельный вариант производства
Спрос на подобные саморезы очень велик в сельской местности, поэтому, если планируете сбывать продукцию на подобный рынок, лучшего варианта будет не найти.
Шестигранный саморез.
Особенности в производстве – утолщенное винтовое тело и шестигранная шляпка для ключей. Саморез может использоваться лишь для работы с деревом и некоторыми видами бетона, поэтому данный вариант производства также стоит рассматривать лишь при наличии оптовых закупщиков.
Саморез для кровли.
Название говорит само за себя. Особенность в производстве – помимо самого самореза придется изготавливать еще и шайбу. Шляпка, диаметр, частота витков – параметры вариативные и зависят от области применения расходного строительного материала.
Существуют и другие подвиды саморезов, однако их доля на потребительском рынке не превышает 10%. Поэтому ориентироваться на такой продукт стоит лишь тем предпринимателям, которые уже имеют стабильных партнеров по закупкам, и хотят еще больше расширить свой ассортимент в рамках маркетинговой составляющей бизнеса.
Преимущества бизнеса
Коммерческая сторона бизнеса напрямую зависит от грамотности предпринимателя и величины капиталовложения. Но даже при минимальных знаниях и потраченных средствах можно получить высокую прибыль. Производство саморезов имеет много преимуществ:
- Изделия обладают обширной сферой использования;
- Возможность создания широкого ассортимента;
- Доступная сырьевая база;
- Свободная ниша в производстве (Россия ежедневно импортирует саморезы в огромном количестве).
Начать бизнес можно в собственном гараже, сведя затраты к минимуму. Такой подход поможет быстро выйти на точку безубыточности и позволит задуматься о расширении.
Суть бизнес-плана и его этапы
Начать стоит с поисков потенциальных клиентов с конкретными запросами. Например, станциям технического обслуживания автомобилей потребуются саморезы с антикоррозионным покрытием, а мебельным фирмам – метизы с высокими прочностными характеристиками
Важно, чтобы покупатель был стабильным: это позволит в дальнейшем без особых проблем модернизировать производство, и не зависеть от рыночных капризов. Конечно, возможна и самостоятельная реализация товара, хотя здесь вступят в игру определённые организационные риски
Саморезы — очень ходовой товар повседневного спроса
Следующим важным этапом является выбор подходящего производственного помещения. Например, это может быть гараж или объёмная хозяйственная постройка. Помещение должно быть пригодным не только для проведения операций технологического процесса, но также и для складирования/хранения готовой продукции.
Уяснив основные требования к готовым саморезам, можно заняться вопросами технологии их получения. Эти требования включают в себя:
- Подбор материалов (марка металла, сортамент, вид предварительного покрытия).
- Выбор моделей производственного оборудования.
- Организацию подготовительно-заключительных операций (входной контроль качества, упаковка, доставка покупателям).
- Сбыт готовой продукции, если её предполагается реализовывать самостоятельно: реклама, проведение маркетинговых акций и т.д.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.
ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА САМОРЕЗОВ
Проволока проходит несколько этапов обработки, прежде чем превратится в саморез. Формирование заготовки с помощью холодновысадочного станка. На этом этапе изделие приобретает нужную длину, наконечник, головку. Далее на резьбонакатном станке нарезается стержневая резьба. Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается, фасуется по полиэтиленовым пакетам и коробках..
Технология холодной высадки саморезов
Производство заготовок саморезов производится на двухударных однопозиционных автоматах (высадочных станках). Оборудование имеет два пуансона (черновой и чистовой) и одну высадочную матрицу.
Подготовленная проволока устанавливается на разматывающее устройство и подается через систему роликов двухплоскостного рихтующего устройства в приемное отверстие отрезной матрицы. Далее необходимо выставить регулируемый упор на нужную длину заготовки. После этого автомат включается на рабочий ход.
Отрезной нож выполняет рез и прижимными лапками переносит заготовку на позицию высадки где заготовка подхватывается торцом чернового пуансона, заталкивается в высадочную матрицу до переднего конца выталкивателя, после чего происходит предварительная высадка головки.
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости высадочной матрицы, после чего цикл повторяется. Отштампованная заготовка поступает по лотку в приемную емкость.
Основные вопросы организации производственной и коммерческой деятельности.
В случае отсутствия собственных денежных средств, необходимо обратиться в банк за кредитом. К рассмотрению вашей заявки банк приступит только при наличии содержательного бизнес-плана, и сможет выдать достойный кредит на организацию бизнес-проекта. Без подробного пошагового описания предстоящей деятельности не обойтись и в случае, когда начальный капитал уже имеется, и надо просто зарегистрировать юридическое лицо, это может быть, например, ИП (индивидуальный предприниматель) или ООО.
Технология изготовления саморезов простая, но ее следует скрупулёзно проанализировать, тщательно рассчитать заранее, до открытия фирмы.
Она напоминает способ производства обычного гвоздя. Отличие металлического крепежа в том, что стержень имеет головку и внешнюю резьбу.
Схема метода холодной штамповки:
- сначала сырьё в виде скрученной проволоки распиливается поперёк на небольшие болванки требуемой длины;
- далее формируется шляпка и нарезается резьба;
- обязательная процедура – закаливание получившихся саморезов в печи;
- изделия основательно моются;
- на чистую поверхность легко ложится особое антикоррозийное напыление.
Для организации производства необходимо приобрести оборудование. Операционная линия для производства шурупов полностью автоматизирована:
- Холодно-высадочный станок-автомат обеспечивает ритмичную протяжку проволоки. Нарезанные полуфабрикаты выталкиваются в большой короб;
- Резьбонакатной механизм оборудован специальными плашками, которые вытачивают резьбу определенного размера;
- Закалка готовых самонарезных шурупов происходит в печи, где температура 880-950 ˚С;
- Специальная линия гальваники – это несколько рядом стящих ванн. Саморезы перемещаются в крутящийся барабан, затем погружаются поочередно в ванну с составом для обезжиривания, во вторую емкость с фосфатом, в третью – с оксидами. На заключительном шаге детали промываются проточной водой. Теперь они подготовлены для покрытия слоем цинка;
- Сушатся готовые саморезы горячим воздушным потоком в обычной центрифуге.
Выбор высококачественного оборудования – гарантия бесперебойного выпуска и поставки потребителю готовых металлических изделий.
Специалисты рекомендуют приобрести станки, другое компактное оборудование известных тайваньских компаний FOB, LianTeng. У них конструкция линии функционально завершенная (модульная), допускает независимую отдельно стоящую компоновку и промежуточное диагностирование после каждого очередного действия. Можно купить станок, выпускающий 50 деталей в минуту, можно и более дорогой, работающий со скоростью свыше 250 шурупов за то же время. Последние поколения моделей оборудования по производству саморезов с программным управлением ориентированы на различную длину заготовки и разный шаг нарезки резьбы. Имеют широкие возможности нарезки чередующихся выступов и впадин не только на обычные винты и шурупы, даже на дюпеля.
Хорошо зарекомендовали себя холодновысадочные автоматы марок YH1564, YH2076 со средней производительностью 120, 160 шурупов в минуту. Станки легко обслуживать, они дают отличное качество продукции, имеют небольшой срок окупаемости.
Открыть производство саморезов выгодно также с китайскими полуавтоматами INNOR, Candid.
В российском городе Самара ООО «САМСТАЛ» выпускает доступные по цене станки для саморезов с одноименным названием хорошего качества. ЗАО «Монолит», г. Москва. ООО «Авто», Казань. ООО «Техносервис Красная заря», Санкт-Перербург. Список зарубежных и российских фирм-производителей станков для выработки саморезов можно продолжать долго. Многие формируют операционную линию из установок и механизмов от разных производителей.
Выбирая сырьевые материалы, необходимо учитывать многие параметры. Это и вид выпускаемой продукции, и особенности оборудования для саморезов. Например, шурупы для кровли лучше изготовить из высокоуглеродистой стали с высоким коэффициентом твердости. Деревянные элементы обычно скрепляются саморезами из нержавеющей стали. Для латунных крепежей не требуется дополнительное сверление. Ими пользуются в строительстве при выполнении отделочных работ.
Можно приобрести материал в виде проволоки установленного диаметра или в виде заготовки.
В России сейчас множество больших металлопрокатных заводов. Проблем с поставкой сырья как для малых цехов, так и для крупных предприятий не бывает. Основополагающими моментами здесь могут быть только стоимость материала и сроки его доставки.
Пути реализации
Рекомендуется задействовать все возможные пути реализации:
- заключить долгосрочные договоры со строительными компаниями;
- работать со специализированными организациями (например, по производству окон, дверей, мебели);
- сбывать продукцию в строительные магазины и сети;
- взаимодействовать с частными подрядчиками.
Продумайте ценовую политику. Разумно низкие цены на качественную продукцию – очевидный способ получить лояльных клиентов. Также рекомендуется продумывать различные акции, побуждающие клиентов покупать больше и чаще.
Разработайте ассортимент. Начните производить и сбывать саморезы нескольких разновидностей, определите востребованные и сосредоточьтесь на них. В качестве доптоваров можно изготавливать гвозди, анкеры.
Реализация продукции
Чтобы получать прибыль, нужно найти оптовиков, поскольку розничная продажа не принесет большого дохода. Предпринимателю стоит исследовать рынок, изучить конкурентов и выявить тех, кто нуждается в данных товарах. Это фабрики по производству мебели, крепежные магазины, гипермаркеты стройматериалов. Бизнесмен ищет их контакты в интернете и отправляет коммерческие предложения. Еще один способ поставить изготовление саморезов на поток – дать объявления в печатные СМИ и разместить рекламу на виртуальных «барахолках», в соцсетях. Достаточно найти двух постоянных клиентов, чтобы вложенные деньги быстро окупились.
Какие дюбеля лучше
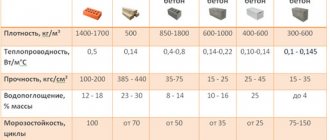
Какой дюбель выбрать – достаточно тривиальный вопрос, который на самом деле имеет однозначный ответ: дюбель нужно выбирать такой, который соответствует материалу установки и типу монтажа. Сколько раз проклянет мастер прокручивающийся саморез при установке карниза на пенобетонную перегородку дома серии 1-ЛГ-600 ? Сколько человек обмотают несчастный дюбель изолентой, наденут на него кембрик от кабеля, напялят термоусадочную трубку – и все безрезультатно !
Кто догадается поставить две или три штуки подряд и прокрутить насквозь, чтобы не проворачивались ? А сколько применят специальный распорный дюбель для газо- и пенобетонов, не говоря уже о том, что немногие подозревают, а еще более немногие – точно знают о том, что такой дюбель, оказывается, существует в природе ! А вот единой классификации дюбелей, отраженной в каких-либо нормативных документах, как раз в природе не существует.
Так что здесь, на самом деле, все и просто, и достаточно сложно одновременно. Давайте попробуем разобраться, какие бывают дюбели в принципе:
По принципу действия
:
1. Распорные, которые держатся в отверстии определенного диаметра за счет распирания при вкручивании саморезов – ребра распорного дюбеля упираются в стенки отверстия и расклиниваются в нем. Предназначены они для полнотелых материалов (бетон, железобетон, асфальт, даже дерево и древесно-плитные материалы).
2. Анкерные, которые, помимо расклинивания в материале, также способны деформироваться так, что задняя часть подобного дюбеля не может пройти в отверстие (принцип анкера). Такие дюбели предназначены для пустотелых и пористых материалов (кирпичная кладка из пустотелого кирпича, газобетон, пенобетон и т. п.), а также листовых материалов наподобие гипрока.
По способу монтажа
:
1. Закручивающиеся – это длинное и нелепое слово говорит само за себя и точно определяет способ монтажа данного класса дюбелей. Закручивание производится либо отверткой нужной конфигурации, либо аналогично снаряженным шуруповертом (подробности далее).
2. Забивные – аналогично, способом монтажа таких дюбелей является забивание, обычно с помощью молотка либо киянки, но иногда и с помощью и других инструментов: например, это могут быть пассатижи, деревянный брусок, фрагмент полнотелого кирпича или кусок бетона, стального уголка и др.
Также разделяют сквозной монтаж, при котором часть дюбеля пропускают через закрепляемую конструкцию (имеет удлиненную нераспорную часть) и предварительный
, при котором дюбель помещают в отверстие на всю длину (наиболее распространенный тип монтажа).
По материалу изготовления
:
1. Пластмассовые – из полиэтилена, полипропилена или полиамида (нейлона).
2. Металлические – из алюминиевых сплавов, латуни, нержавеющей стали.
По типу лицевой части
:
1. С бортиком (манжетой) – при закручивании бортик оборачивается вокруг шурупа (самореза).
2. Без бортика. Правда, можно получить аналогичный бортику эффект, если вставить дюбель не до конца, оставив снаружи примерно 3 мм.
По назначению, области применения и особенностям конструкции
:
1. Стандартные дюбели для полнотелых материалов – самый распространенный вид данного вида крепежа. Классический вариант изготавливается из нейлона (полиамида), и более всего он представлен на рынке финской фирмой SORMAT (серии NAT 5, NAT 6, NAT 8, NAT 10, NAT 12 и др.). На втором месте – швейцарский производитель MUNGO, дюбели которого окрашены в характерный красно-оранжевый цвет, и также изготавливаются из нейлона.
Это крепеж, подходящий в большинстве случаев для большинства материалов.
Исходные материалы и выбор завершающих операций
Для придания прочности и товарного вида изделия после холодной высадки подвергают очистке, термообработке и антикоррозионному/декоративному покрытию. Технология производства саморезов на завершающих этапах определяется материалом, из которых высаживаются изделия. В зависимости от отрасли потребления саморезов исходным сырьём для них служит проволока из:
- Низкоуглеродистой качественной стали по ГОСТ 1050. В связи с тем, что материал в процессе высадки упрочняется, принимать более дорогой прокат не следует.
- Пластичной латуни по ГОСТ 15527 марок от Л68 и выше.
- Алюминия марки АД1 по ГОСТ 4784.
- Пластичного дюраля Д1М по ГОСТ 14838.
Ввиду малости технологических зазоров, и необходимости в точном дозировании исходного материала в высадочную и отрезную матрицы, сортамент проволоки должен соответствовать требованиям ГОСТ 10702. В частности, материал должен поставляться в калиброванном состоянии, отличаться расширенной градацией диаметров, и иметь класс точности не ниже 4.
Учитывая это, для завершающих операций по выпуску саморезов обычно принимают:
- Закалку с последующим отпуском в вакуумных печах сопротивления.
- Воронение (оно может быть чёрным, под железо, либо красным – под медь). Воронению чаще подвергают кровельные саморезы;
- Цинкование в электролитических ваннах.
- Анодирование (только для саморезов из алюминия и его сплавов).
Пробную партию готовых изделий есть смысл отдать на анализ специалистам, которые, проведя необходимые изменения качества покрытия, твёрдости, макроструктуры саморезов и т.д. смогут дать квалифицированное заключение о качестве продукции (а, следовательно, и о необходимости внесения каких-либо изменений в техпроцесс). Если всё в порядке, то продажа саморезов оптом, мелким оптом, и в розницу может начаться удачно.
Регистрация бизнеса
Чтобы зарегистрировать производство саморезов как бизнес, достаточно открыть ИП. Соответствующий код ОКВЭД: 25.94. – «Производство крепежных изделий».
Специальных лицензий не требуется. Важное требование – сырьё должно соответствовать ГОСТу. Для готовой продукции разработаны следующие ГОСТ-ы: 11652-80 – «Винт самонарезающий», 10619-80, 10618-80, 10620-80, 10621-80, 11651-80. Для разных типов винтов свои требования и нормы.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Необходимое сырье для производства
Сырьем для производства саморезов является стальная проволока или прутки из различных типов стали. На различные виды сырья действуют определенные стандарты ГОСТ, в частности, сырье для холодновысадочного оборудования попадает под ГОСТ 5663-79. К нему относится проволока холодной высадки в мотках или бунтах.
Проволока в катушках – сырье для производства саморезов
Закупают проволоку оптом, тоннами, у компаний, занимающихся металлопрокатом. В средней полосе России самые низкие цены на сталь, но высокая стоимость транспортировки из-за большого веса поставок.
| Наименование сырья | Размер | Цена |
| Проволока из стали ГОСТ 5663-79 | 3-6 мм | 60 тыс. руб./т |
| Проволока из низкоуглеродистой стали ГОСТ 17305-91 | 3-6 мм | 52 тыс. руб./т |
Как уменьшить расходы на сырье
Задумываясь об оптимизации стоимости сырья в цене готовой продукции, ни в коем случае не стоит экономить на его качестве. Замена высокопрочной стали на применяемую для изготовления бытовых изделий приведет к тому, что головки саморезов будут перекручиваться при малейшем превышении крутящего момента.
Снижение затрат на сырье осуществляется за счет налаживания прямых контактов с поставщиками, договором о скидках от отгруженных объемов и тщательно продуманной схемы логистики и хранения.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий
При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда)
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
Сырьё для изготовления саморезов
Лучшее сырье для изготовления методом холодной штамповки – проволока из стали (нержавеющей, высокоуглеродистой) или латуни. Обычно расходный материал покупается в виде бобин с намоткой, реже – в виде уже нарезанных заготовок необходимой длины. Лучшие марки стальной проволоки — СТ 08 КП и СТ 10 КП.
Стоимость материала – в районе 600-700 $ за тонну. Из одной такой бобины изготавливается около 500 тысяч единиц товара. В месяц понадобится 3-4 тонны проволоки общей стоимостью до 3000 $.