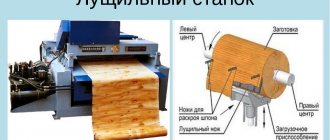
Ручной станок для гибки профнастила
Ручной станок — это устройство, которое не требует внешних источников энергии, а только небольшого помещения или навеса на стройплощадке и двух рабочих. Это хороший вариант для небольшой строительной компании, если для сооружения объекта нужно не очень много изделий из профлиста. Иногда их слишком дорого доставлять на объект, и тогда можно организовать изготовление профнастила прямо на месте — например, делать доборные элементы для кровли.
Состав
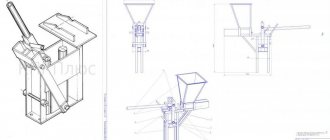
- Стоящий на станине гибочный механизм, в состав которого входят шарниры и шестерни, приводящиеся в движение ручными рычагами, а также гибочная матрица и прижимная балка.
- Подающий стол, на который укладывается заготовка. Её продвигают к гибочному механизму, в котором она и обрабатывается. Также в комплект входит роликовый нож, разрезающий сталь.
- Принимающий стол и пластина, при помощи которой задаётся нужный угол изгиба и фиксируется остальной лист.
За одну рабочую смену производится около 120 листов профнастила (1×2,5м). Станок окупается довольно быстро, особенно если он стоит на строительном объекте и не приходится тратится на доставку профнастила — только на доставку заготовки. В качестве последней служит углеродистая или нержавеющая сталь или же медь/алюминий, потому что материал с полимерным покрытием может потерять эстетичный вид в процессе гибки — для такого нужны специальные, более дорогие станки.
Вот так выглядит работа с ручным станком:
Получаемые листы обычно не больше 2-2,5 метров в длину, потому что иначе может быть неравномерный изгиб профиля. Причина в различной силе сжатия на разных участках прижимной губы.
Процесс производства можно описать как череду таких шагов:
- Лист фиксируют на столе зажимом.
- Стальная балка формирует трапецию либо волну профиля.
- Датчики контроля останавливают процесс изгибания в нужный момент.
- Угол изгиба контролируется при помощи шкалы, как и ход траверсы. Максимально он составляет 150°.
- После изгибания рулон разматывается.
- Процесс повторяется, пока не достигается требуемая длина, после чего лист разрезается.
Купить станок для производства профнастила: зачем?
Станком для производства профнастила из Китая выпускает материал, который широко используется в современном строительстве. Полученный профиль применяется для монтажа:
- Стен;
- Перегородок;
- Навесных потолков;
- Кровли;
- Защиты и отделки фасадов;
- Построек различного назначения;
- Опалубки для фундамента;
- Навесов.
Станки для профнастила китайского производства легки в управлении, так как система автоматического управления русифицирована, имеет также меню на китайском и английском языках.
Автоматическая линия для производства профнастила
Это автоматизированное оборудование с высокой производительностью обрабатывает холоднокатаную сталь и сталь с полимерным покрытием. Если доставка готового профлиста обходится очень дорого, то иногда можно установить на стройплощадке мобильную автоматическую линию. Но для серьёзных масштабов необходима полноценная линия с разными станами. Схема работы линии следующая:
1) подаётся заготовка;
2) происходит подгибка и полоса проката формируется в соответствии с нужными конфигурациями;
3) гильотинные ножницы нарезают лист;
4) продукт готовится к упаковке.
Вот так происходит изготовление профнастила на нашем предприятии:
Состав линии:
1) программный блок, с помощью которого линия включается и выключается, а также задаются рабочие программы, определяющие высоту гофры;
2) разматыватель — это вал, на который лист надевается и удерживается для фиксации к месту профилирования;
3) прокатный станок — главный элемент, на котором и происходит изгиб металла в профлист согласно программе;
4) гильотинные ножницы или проще говоря обрезной пресс, режущий профиль по заданным параметрам;
5) стол приемный — ровная поверхность, размеры которой соответствуют размерам продукции; это место, на котором готовые листы штабелируются и продукция упаковывается для отправки на склад.
Типы прокатки
Существует два типа прокатки:
1) клином или последовательная — вначале прокатывается середина листа, а затем уже катаются крайние гофры;
2) одновременная схема, при которой все гофры профилируемого листа прокатываются в одночасье.
Предпочтительно использовать именно последнюю схему, поскольку в таком случае утяжка будет одинаковая. При последовательной прокатке из-за того, что края и середина прокатываются отдельно, по краям могут появиться ёлочки и перекаты, а при одновременной это исключено.
Преимущества автоматизированных линий
Производство профнастила с автоматизированной линией обеспечивает не только удобство, но и другие преимущества:
- производительность достигает 1000 м² за одну смену, что в разы больше, чем у ручного станка;
- лёгкую эксплуатацию, для которой достаточно одного человека;
- широкий арсенал программ, благодаря которым по спецзаказам можно выпускать любые листы;
- абсолютную геометрию листов;
- гофры, соответствующие требованиям ГОСТ.
Конечно, к помещению, где располагается такая техника, предъявляются довольно строгие требования. Линия стоит дорого, а для каждой марки профнастила нужен отдельный стан, что по силам только серьёзным производителям. Кроме того, можно комплектовать её дополнительным оборудованием, которое упрощает процесс производства.
Валики прокатного стана
С разматывателя металлические листы попадает на валики, где они формуются согласно поставленной программе. Форма валиков определяет особенности профиля листа. Они могут быть цельными или же наборными — состоять из нескольких шайб, колец и втулок. Последний вариант даёт возможность быстро менять размеры и форму рельефа или же подбирать необходимый орнамент.
Промышленные производственные линии для изготовления профнастила
Если для профилирования поверхности одного листа металла на ручном станке необходимо выполнить 10-12 операций, промышленные станки представляют собой поточные линии, которые могут производить до 32 погонных метров профилированного листа в минуту. При этом их производительность практически не зависит от высоты профиля и размеров листа готовой продукции. Более того, чем больше длинна профилированного листа, тем меньше время работы гильотинных ножниц и тем больше производительность линии.
Как уже говорилось выше, высокий спрос на профилированный металлический лист и простота технологии его изготовления стали причиной того, что многие машиностроительные предприятия наладили выпуск оборудования для выпуска профнастила. Поэтому купить оборудование для производства профнастила на сегодня не составляет никакого труда. Нужно только решить, какая марка профнастила будет производиться.
Стоит помнить
Чем больше высота трапеции и сложнее форма профиля, тем дороже обойдется комплект необходимого оборудования.
Существенно зависит цена и от компании-производителя. Это может быть оборудование известного европейского бренда, российской компании или станок, изготовленный в Китайской Народной Республике. Большим спросом в России и странах СНГ пользуется именно китайское оборудование для производства профлиста, цена которого значительно ниже, чем у европейских или российских аналогов.
Пример оборудования для изготовления профнастила методом последовательного профилирования
Необходимое для оснащения производственных линий, на которых происходит изготовление профнастила, оборудование имеет следующие основные характеристики:
- исходные сырье — тонколистовая рулонная оцинкованная сталь или сталь с защитно-декоративным полимерным покрытием;
- максимальная ширина рулона — 1250 мм;
- толщина листовой стали — 0,45-1,2 мм;
- режим работы оборудования — автоматический;
- режим подачи ленты с рулона — полуавтоматический;
- установленная мощность электрооборудования — 13-17 кВт;
- установочные размеры линии — порядка 18000×2600×1700 мм;
- производительность — от 20 до 32 п.м. профлиста в мин.
Состоит промышленная линия для изготовления профлиста из следующих основных агрегатов.
Наверх ↑
Двухопорный или консольный разматыватель
Этот агрегат предназначен для установки рулона тонколистовой стали, используемой в качестве исходного материала для изготовления профилированного листа. С разматывателя сталь подается в прокатный стан.
Разматыватели для оборудования по изготовлению профнастила
На современных автоматизированных линиях скорость подачи листа управляется системой автоматики, что позволяет работу разматывателя синхронизировать с остальными технологическими операциями. На многих прокатных станах на разматыватель устанавливается специальный роликовый нож, автоматически обрезающий стальную ленту при необходимости замены рулона.
Характеристики двухопорного разматывателя следующие:
- максимальный вес рулона стали — 10 тн;
- мощность электропривода — 3 кВт;
- внутренний диаметр рулона стали (посадочный размер) — 480-650 мм;
- габаритные размеры — 2600×1600×1700 мм;
- вес устройства — 1100 кг.
Многоклетевой прокатный стан
Именно на нем непосредственно происходит изготовление профнастила — оборудование прокатного стана состоит при этом из нескольких основных элементов. Это металлическая рама с установленными на вращающихся валах роликами, электродвигателем и пневмо- или маслостанции.
Форма роликов соответствует профилю производимого металлического листа. С помощью гидравлического или пневматического привода, ролики «обжимают» стальную ленту, постепенно в процессе перемещения формируя заданный профиль. Во вращение валы с закрепленными на них роликами приводятся электроприводом из двигателя и цепной передачи.
Прокатный стан оборудования для изготовления профилированного листа
Формирование профиля может происходить по одновременной и последовательной схеме. При одновременной технологии прокатки, все гофры профилированного листа начинают формироваться с первой клети прокатного стана. Это дает гарантию равномерного профилирования и позволяет уменьшить габариты прокатного стана.
Основные характеристики прокатных станов следующие:
- количество рабочих клетей — от 10 до 15;
- мощность электроприводов — 6-9 кВт;
- габаритные размеры (длина, высота, ширина) — 7000-12000×1600×1400 мм.
Электромеханические или пневматические гильотинные ножницы
Ножницы устанавливаются на последней клети прокатного стана и предназначены для отрезки готового листа профнастила заданной длины. Гильотинные ножницы оснащаются специальными ножами, имеющими форму профиля поверхности листа. Это позволяет избежать сминания краев профлиста при обрезке. Особенно это существенно для несущего профнастила с большой высотой трапеции профиля.
Пневматические ножницы для резки изготовленных листов профнастила
Характеристики отрезного устройства следующие:
- мощность электропривода — 3 кВт;
- габаритные размеры — 1500×400×1100 мм;
- вес — 550 кг.
Приемное устройство
Этим агрегатом завершается технологическая цепочка изготовления профилированного листа. Назначение приемного устройства — приемка и временное складирование готового профнастила. Отсюда готовая продукция отправляется на участок упаковки. Приемные устройства многих современных прокатных линий имеют откатные тележки и автоматизированные штабелеры.
Приемное устройство для готовой продукции
Характеристики приемного устройства следующие:
- габаритные размеры (длина, ширина, высота) — 9000-1400×1350×1200 мм;
- вес — 350 кг.
Система автоматизированного управления линией
Последняя по порядку, но далеко не по значению — это система автоматизации линии по производству профлиста. Современные комплексы автоматизированного управления таких линий создаются на базе совершенных многофункциональных промышленных контроллеров. Они обеспечивают управление всеми технологическими операциями с синхронизацией работы всей системы.
Системы автоматизированного управления могут управлять скоростью прокатки с заданной функцией оптимизации по критерию качество-производительность или количество-длина. Они могут также управлять циклом отгрузки и ведут учет готовой продукции, регулируя при этом необходимую продолжительность технологических пауз.
Пульт автоматического управления для оборудования по изготовлению профнастила
Все это возможно благодаря установке большого количества самых различных датчиков, обеспечивающих передачу системе всей необходимой информации.
На пульт системы автоматического управления выведены сигнальные индикаторы работы всех агрегатов производственной линии, он также оснащен системой оповещения о возникновении аварийной ситуации.
Выше коротко рассказано о стандартной комплектации линий по производству профнастила, оборудование, цена которого отличается от базовой стоимости, чаще всего включает дополнительные опции.
Это может быть роликовый нож для обрезки листовой стали, подаваемой с разматывателя, автоматизированный укладчик или штабелер, устанавливаемый на приемном устройстве. Иногда линии для производства профнастила комплектуются авто- или электропогрузчиками. Их используют для установки рулонов тонколистовой стали на разматыватель и перевозки готовой продукции от приемного устройства на склад.
Стоимость производственных линий в зависимости от комплектности поставки
| Марка производимого профлиста | Цена оборудования в руб. с НДС | ||
| Базовая комплектация | Бизнес комплектация | Премиум комплектация | |
| C8 | 950,000 | 1310,000 | 1550,000 |
| С10 | 1000,000 | 1360,000 | 1,650,000 |
| С18 (МП20) | 1250,000 | 1,610,000 | 1,900,000 |
| С21 | 1200,000 | 1,560,000 | 1850,000 |
Купить оборудование для профнастила можно заплатив предоплату поставщику. Обычно она находится в пределах 10% от стоимости производственной линии. Остаток суммы оплачивается при готовности оборудования к отправке потребителю. Приемка может осуществляться как на заводе изготовителе, так и непосредственно у заказчика.
Ориентировочные цены производственных линий для выпуска различных марок профилированного листа
| Марка профилированного листа | Цена оборудования в зависимости от производительности линии в руб. с НДС | |
| Оборудование для профнастила, цена линии со скоростью проката 30 м/мин. | Оборудование для профлиста, цена линии со скоростью проката 40 м/мин | |
| С8-1150, С10-1100, С10-1150 | 1 890 000 | — |
| СН10-1100, СН10-900 | 2 070 000 | 2 660 000 |
| СН15-1000, СН15-800 | 2 560 000 | 3 090 000 |
| С18-1100 (волнистый профиль) | 2 440 000 | 2 980 000 |
| С18-1096, МП20-1100, С21-1000, С21-1080 | 1 970 000 | 2 190 000 |
| НС35-1000 | 3 190 000 | — |
| Н44-1000 | 3 170 000 | — |
| Н57-750 | 3 930 000 | — |
| Н60-845 | 4 380 000 | 4 780 000 |
| Н75-750 | 4 190 000 | — |
| Н114-600 | 12 300 000 | — |
| Н153-840 | 16 590 000 | — |
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Наверх ↑
Коллектив oprofnastile.ru
Читайте по теме:
Прокатный стан для профнастила
Устройство и основные характеристики стана для производства профнастила. От чего зависит его производительность? Сколько стоит оборудование для проката профнастила в зависимости от марки профлиста? Читайте в статье.
Технология и основные этапы изготовления профнастила
Технология производства профнастила — подробно об этапах изготовления профлиста. Узлы производственной линии, их описание и функции. Читайте статью.
Двухъярусные линии
Двухъярусные линии дают возможность попеременного производства профнастила двух видов (из тонколистовой рулонной стали с оцинкованным или с полимерным покрытием). Возможен вариант производства стенового и кровельного профнастила, а на втором ярусе — металлочерепицы из оцинкованной стали и металла с полимерным/лакокрасочным декоративно-защитным покрытием. Такие линии позволяют сэкономить:
- деньги, потому что нет надобности покупать дополнительный разматыватель и систему автоматики;
- производственную площадь, ведь линии располагаются друг над другом.
Полный комплект оборудования позволяет производить широкий ассортимент продукции с лучшими характеристиками. Если вы выбираете профнастил, сделанный на заводском оборудовании, то можете быть уверенны в его качестве.
Автоматизированная линия двухъярусной конструкции для производства профнастила в действии:
Оборудование для производства профнастила
Станки по производству профнастила из Китая, поставляемые нашей фирмой, обладают различными параметрами и стоимостью, что позволяет заказчикам выбрать оптимальный вариант. Мы предлагаем оборудование, производящее:
- Стандартный профильный настил (С8, С10, С13, С17, С18, С20, С44);
- Высокоточные и особо прочные материалы (Н35, Н57, Н44, н60, Н75, Н114);
- Модную рельефную металлочерепицу( типа Монтеррей, Андалузия и др.).
Мы имеем постоянную базу проверенных поставщиков и опыт в работе с иностранными и российскими заказчиками. Сделав заказ у нас, вы обеспечите свое предприятие современной и функциональной техникой.
Если вы ищете наиболее производительное оборудование, рекомендуем обратить внимание на двухъярусные линии, изготавливающие в два раза больше продукции в минуту времени.
Ограничения
Единственное ограничение – это невозможность выпускать профилированные листы длиною больше двух метров. Но, как показывает практика, именно листы длиною до двух метров являются самыми востребованными на сегодняшний день, они считаются универсальными. А значит, не стоит бояться, что продукция будет залеживаться на складе. И еще один момент. На таком станке нельзя изготавливать профнастил, покрытый краской или полимером. Здесь используется в качестве сырья только оцинкованный лист.
Но чтобы ваша продукция была востребована больше, чем у ваших конкурентов, рекомендуется рядом с цехом по изготовлению профнастила организовать цех по покраске данного материала. Это тоже несложный процесс, в который не нужно будет вкладывать большое количество средств. Соединив в единое производство два технологических процесса, можно выиграть на ассортименте в плане цветового оформления. К тому же двойная защита профлистов – это дополнительный бонус к качеству материала.
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Российский ручной станок для производства профнастила
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Наверх ↑