Порошковая покраска – это современная технология, которая позволяет добиться надежного и долговечного покрытия практически на любых поверхностях. Нанесение не представляет особого труда при наличии навыков, но требует задействования специального оборудования. Особенностью этого метода является то, что покраска происходит сухим способом, а защитный слой образуется при последующем нагревании.
Суть метода
Технология порошковой окраски позволяет получить на металле тончайший слой полимера, выглядящий единым целым с поверхностью. В промышленном производстве железо окрашивают именно этим способом. С помощью него обрабатывают детали механизмов, кованые изделия, мебель, входные двери, предметы бытовой техники.
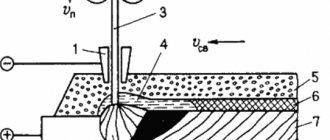
Вначале металл равномерно покрывают сухими частицами порошка с помощью распылителя, подключенного к источнику напряжения. Они подаются под давлением вместе с потоком воздуха и удерживаются на поверхности за счет электростатического притяжения. Далее в специальных печах под воздействием повышенных температур или химических активаторов краска полимеризуется. В результате образуется тончайшая, но очень прочная пленка.
Окраска порошковой краской металлических изделий позволяет получить покрытие, не боящееся даже значительных перепадов температур и воздействия ультрафиолетовых лучей. Поцарапать или повредить полимерную пленку каким-либо другим способом даже при транспортировке не так-то просто. Да и выглядит она необычайно декоративно.
Технология порошковой покраски своими руками
Камера для напыления должна иметь замкнутое пространство с вентиляцией, системой нагрева воздуха и качественной сетью электропитания.
Необходимо, чтобы камера для напыления была очень чистой и без пыли. Вымойте ее тщательно и приобретите пылесос. Чем мощнее он будет, тем лучше. Желательно, чтобы у него была насадка, похожая на «циклон».
Для осуществления качественной порошковой покраски нужно приобрести хороший пистолет, предназначенный для этой технологии, с давлением около пяти атмосфер.
Из обычного фена при желании можно сделать пистолет собственноручно.
Печь для полимеризации вы можете приобрести, выбор на рынке есть, но при необходимости сэкономить вы можете ее сделать сами.
Когда вы подготовите все,что нужно, можете начинать порошковую покраску изделия.
Данная технология требует соблюдения следующих мер безопасности:
- работающая вентиляция;
- перчатки из резины или хлопка, подошва обуви должна быть прорезинена;
- защитные очки на глаза;
- для безопасной работы краскопульта должно быть заземление;
- необходим респиратор.
Отметим, что непрофессиональное осуществление данной технологии покраски часто не дает ожидаемых результатов, так как образуются дефекты покрытия.
Виды порошковых красок
Их подразделяют по способам образования пленки на поверхности. Выделяют две основные группы подобных красок:
- термопластичные: покрытие образуется под воздействием высоких температур 150-200°С за счет плавления и дальнейшего затвердевания порошка.
- термореактивные: наносятся с помощью химических акриловых, эпоксидных или полиэфирных реагентов.
В промышленности больше распространен второй способ. Покрытия, нанесенные с помощью термореактивных реагентов, не боятся длительного нагрева и пребывания на солнце. Порошковое окрашивание металлических изделий в домашних условиях чаще производится термопластичным способом.
Какое оборудование необходимо для порошковой покраски
Технологию порошковой покраски проблематично осуществлять самостоятельно именно из-за необходимости иметь специальное дорогостоящее оборудование, а именно:
- Пескоструй
Очень рекомендуем его найти. Конечно, можно осуществить замену пескоструя каким-либо абразивом, но это отразится на качестве осуществляемой работы, тем более если поверхность изделия имеет сложную, угловатую форму.
Не покупайте профессиональный инструмент, если вы собираетесь работать с пескоструем самостоятельно. Остановите свой выбор на пистолете с малой подачей, который способен брать песок из емкости. Его будет вполне достаточно для осуществления данной технологии.
Внимание! Пескоструй работает только со специальным мелким, очищенным песком. Можете заменить его речным песком, предварительно тщательно просеяв через сито.
Сам пескоструй визуально напоминает краскопульт. Технология его работы следующая: под воздействием высокого давления песок поступает в сопло пистолета. Этот прибор позволяет осуществлять обработку труднодоступных участков поверхностей. Большое преимущество данного прибора – глубокое удаление грязи, он эффективно прочищает многочисленные микропоры металлических изделий.
Пескоструй идеально подготавливает поверхность для дальнейшего ровного ее покрытия с помощью технологии порошковой покраски.
- Краскопульт
Технология порошковой покраски предусматривает наличие специального краскопульта. Его особенность следующая: к соплу пистолета подведен электропровод, который заряжает красящие частицы.
Масса – еще один провод, который в соответствии с технологией соприкасается с окрашиваемым изделием. Такой контакт приводит к возникновению микро-замыкания, благодаря которому частицы краски проникают в металл.
- Камера полимеризации
Камера полимеризации нужна для того, чтобы в ней осуществлять распыление красящего порошка на изделие. Она должна быть герметична и оснащена специальным оборудованием. В камере обязательно присутствуют:
- двери для обеспечения герметичности, предотвращающие проникновение в камеру пыли;
- яркое освещение. Лампы должны быть размещены по всей камере (на потолках, стенах, на полу);
- принудительные вытяжки, которые уберут частички пыли и краски, не попавшей на окрашиваемую поверхность;
- улавливающие фильтры, которые находятся в вытяжках и задерживают частички краски, не попавшей на изделие; ее можно будет снова использовать при осуществлении технологии порошковой покраски.
Внимание! Фильтры способны улавливать до 5% той краски, которая не попала на поверхность, поэтому если вы соберетесь изготовить камеру для полимеризации самостоятельно, приобретите их, и тем самым вы сэкономите деньги. Не забывайте, что порошковая краска стоит недешево.
Технология порошковой покраски в небольших частных организациях зачастую осуществляется в камерах, которые вряд ли соответствуют всем предъявляемым требованиям. Обычно в таких случаях они представляют собой очень чистую комнату с достаточным освещением и хорошей вытяжкой.
Дорогие читатели!
Если у Вас возникли вопросы по поводу разработки и производства:
➜ корпусов для РЭА;
➜ корпусов для мониторов и светодиодных табло;
➜ экранирующих конструктивов для электронных устройств.
Позвоните по телефону: +7(495) 642-51-25
или оставьте заявку. Мы ответим на все Ваши вопросы! Это абсолютно бесплатно!
Технология порошковой покраски предусматривает хорошее освещение. Недопустимо, чтобы в камере были темные участки с плохим светом, так как мастеру обязательно нужно видеть, ровно ли наносится краска, иначе даже малый подтек может сильно испортить общий вид изделия. При нанесении бесцветных лаков особенно остро чувствуется недостаток света, чего не должно быть.
Полимеры – это красящее вещество, которое предусмотрено технологией порошковой покраски. Если человек не сталкивался прежде с такой технологией, то он вряд ли сразу поймет, каким же образом на поверхности образуется прочное покрытие, тем более в процессе не используются растворители.
Технология порошковой покраски – это полимеризация, которая осуществляется в специальной нагретой до определенной температуры камере, поддерживающей нужный градус в течение необходимого времени.
Приведем таблицу, в которой наглядно показано, какая температура должна быть в камере,а также, сколько времени в ней необходимо выдержать изделие в зависимости от слоя краски.
| Окрасочный слой | Температура в камере (°С) | Время полимеризации (мин.) |
| 1 слой. Грунт | 130–140 | 20 |
| 2 слой. Краска | 160–180 | 40 |
| 3 слой. Лак | 200–220 | 90 |
| Итого | Средняя температура 160 | 150 минут или 2,5 часа |
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Преимущества и отличия полимерных порошковых покрытий от традиционных красок
Порошково-полимерное окрашивание отличается:
• высокой скоростью окрашивания; • отсутствием обязательного второго окрашивания и предварительного грунтования; • экономичностью покраски; • широким диапазоном толщины покрытия и высокой адгезией; • краска не оставляет потеков на вертикальных поверхностях; • выделяется устойчивостью к изгибам и ударам; • устойчиво к коррозии и истиранию; • проявляет высокую сопротивляемость атмосферным явлениям и химии; • устойчиво к перепадам температур; • открывает возможности для создания покрытий, которые обладают современными электроизоляционными, химическими, физико-механическими и защитно-декоративными свойствами; • декоративностью покраски; • экологичностью покрытия, потому как токсичные и огнеопасные растворители отсутствуют, что устраняет проблему техники безопасности и охраны окружающей среды.
Министерство Здравоохранения сертифицировало порошковые краски, потому порошково-полимерное покрытие становится особенно привлекательным и используется в производстве медицинской и пищевой техники, бытовых приборов.
Подготовка поверхности
Этот этап считается самым важным. Технология порошковой покраски металлических изделий подразумевает полную очистку поверхности от ржавчины и загрязнений. При наличии даже мельчайших следов коррозии покрытие просто осыплется.
Зачищать поверхность следует наждачкой или металлической щеткой до блеска, так, чтобы не осталось не одного, даже мельчайшего ржавого пятнышка. Для удаления значительного слоя коррозии используют травление соляной или серной кислотой. Старый слой краски или чернение также полностью удаляются. Для этого используются специальная смывка.
После полной зачистки металл необходимо обезжирить растворителем. Далее для увеличения адгезии (сцепления с краской) поверхность грунтуют. Последний этап – пассивирование, то есть обработка смесью натрия и нитрата хрома для защиты от коррозии.
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.
Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.
У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.
Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для – в больших печах невыгодно окрашивать малые несерийные изделия и наоборот;
- необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.
Нанесение краски
Процесс довольно прост. Помещаем требуемую деталь в отсек напыления и подключаем краскопульт к источнику питания.
- Сухой порошок наносится с помощью распылителя равномерно. Для этого необходимо держать инструмент на одинаковом расстоянии от поверхности в течение всего времени обработки.
- Сухие частички краски под воздействием электрического напряжения сами прилипнут к поверхности. Если его достаточно, при поднесении бутылки с металлической пробкой ближе 20-30 мм должны появиться мелкие искры.
- Учтите, что смешивать несколько видов порошка для получения нужного оттенка не рекомендуется. Цвет получится неравномерным.
- Сбор остатков порошка в производственных условиях производится с помощью специального оборудования – рекуператора. В домашних условиях можно воспользоваться пылесосом циклонного типа. На пол лучше заранее настелить газеты.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Основные этапы окрашивания
Опишем подробно технологию нанесения порошковой краски на металл:
- Печь следует установить в помещении, имеющем принудительную вытяжку. Все работы проводятся в защитном костюме, марлевой повязке или респираторе и очках.
- Для освещения понадобятся лампы дневного света. Использовать обычные лампочки не следует – мельчайшие частицы порошка будут к ним притягиваться.
- Покрытые сухой краской изделия помещаются на полчаса в печь. Крепить их следует на раме, имеющей заземление.
- Добиться равномерного прогрева разного вида деталей в домашних условиях непросто. Для получения монолитной и прочной полимерной пленки температуру каждый раз придется подбирать опытным путем.
- Для каждого вида краски существуют особые рекомендации, описанные в инструкции производителя, в том числе и точное время полимеризации. Его следует неукоснительно соблюдать.
- Основные сложности возникают при окрашивании деталей разных размеров. Для каждой из них может понадобиться отдельная печь.
- Никакой дополнительной обработки не требуется. После остывания и отверждения в течение суток окраска считается оконченной. Сушка производится обычным способом на открытом воздухе.
- Для окрашивания крупногабаритных изделий можно использовать пистолет с пропановой горелкой. Сухой порошок, проходя через нее, сразу же расплавляется и подается в полужидком состоянии. Сама окрашиваемая деталь при этом не нагревается.
Таким образом, нанесение порошковой краски на металл даже в домашних условиях вполне реально. Подобным методом можно обрабатывать не только железо, но и закаленное стекло, способное выдержать температуру 150-200°С.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Различие по составу
По своей структуре, порошковые смеси состоят из твердых частиц дисперсионного типа, который вместе с пигментов является основной для материала. Для улучшения свойств добавляют пленкообразующие смолы, акрилаты, отвердители и прочие наполнители. Основное отличие от эмалей заключается в полном отсутствии растворителей. Именно растворитель делает краску опасной с точки зрения токсичности и возможности возникновения огня. Порошковые материалы отвечают особым требованиям, в частности, порошок должен быть сыпучим и сохранять сухую форму.
Сухие смеси на протяжении долгого времени не должны прилипать к окружающим посторонним предметам или сбиваться в комки. По сути, материал уже готов к использованию, так как туда не нужно добавлять растворители. Что касается эмульсионных красок, то это система из двух несмешивающихся жидкостей. Краски по типу полимер в воде состоят из мелких глобул, синтетической смолы или каучука, эмульгатора, пигмента и прочих добавок. Из жидких материалов выделить можно стиробутадиеновые полимерные краски, где есть пигмент в латексе, загуститель, эмульгатор. В подобные краски, перед нанесением, всегда добавляют воду или растворитель, чтобы придать материалу нужную вязкость.