Зачем эта деталь в строительстве?
Обычно такими приспособлениями пользуются там, где работы ведутся с большими нагрузками, поэтому для изготовления зажимов всегда используются только высокопрочные и качественные металлы. Производители выпускают данные приспособления строго в соответствии со стандартами. Конструкция зажимов очень проста. Они состоят из двух шестигранных гаек и стальной дуги. Профессионалы рекомендуют на одном тросе устанавливать не меньше трех зажимов, этого достаточно для безопасности и надежности крепления. Если же нагрузка выше, чем могут выдержать выбранные вами зажимы, то следует взять другой тип этого фиксатора, а не увеличивать количество.
Для изготовления всегда используется только высококачественная и высокопрочная сталь. Это необходимо для обеспечения надежного соединения на обоих концах элементов. Для большей надежности и прочности часто дополнительно зажимы покрывают еще одним защитным слоем. Для этих целей используют гальваническую оцинковку. Достоинство в том, что с ее помощью обеспечивается у приспособления максимальная стойкость к внешнему воздействию окружающей среды. Также это и прекрасная защита от коррозии.
Хотя конструктивное решение данного приспособления несложное, все равно перед использованием нужно ознакомиться с инструкцией. Любой инструмент или приспособление имеет свои нюансы, которые в работе нужно учитывать. Если зажим для стального троса установить неправильно, то элемент может просто оборваться. Конец троса вводится в дугу и при помощи специального замка, а данном случае это шестигранные гайки, закрепляется внутри. Гайки закручиваются в разном направлении, а трос будет находиться между ними. При полном закручивании концы должны быть плотно зажаты между собой.
Прессы для опрессовки стропов
Стропы канатные кольцевые долговечны и просты в эксплуатации. Ветвь канатная ВК с вплетенными в нее коушами представляет собой определенной длины стандартный или оцинкованный отрезок каната, в петлевые концевые элементы которого вплетены каплевидные, круглые или треугольные металлические оправки с наружным желобом. В конструкцию ветвевых строп также входят:. Главная Все новости Заплётка и опрессовка канатных строп — Закулисье. Заплётка и опрессовка канатных строп — Закулисье Получить индивидуальное предложение.
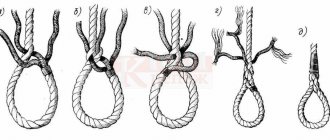
По ГОСТу и РД , способов изготовления стропов из стального каната, которые конструктивно между собой отличаются — два: Заплётка канатных строп — ручная заплетка концов каната; Опрессовка стропов втулкой — заделка концов методом опрессовки каната алюминиевой втулкой — трубкой.
В быту называют этот метод завтуливание.
Строп канатный петлевой: преимущества
Заплётка стальных канатов Ручная заплётка троса — пряди распущенного конца стального каната вплетаем между прядями нераспущенного каната.
Опрессовка строп — Канатные стропы метод опрессовки Опрессовка стропов втулкой — опрессовка концов стальных тросов алюминиевой втулкой с прядями соединяемых канатов, которые сцеплены между собой металлом втулки, образуя однородное тело в сечении.
Ровная цилиндрическая втулка и однородное сечение в месте обжатия стального стропа это: надёжность заделки концов каната гарантия безопасности стропы при проведении погрузочно-разгрузочных работ отсутствие заусенец на поверхности втулки — не ранит руки стропальщика.
Зажим для стального троса – классификация
Зажимы бывают разного вида. Они подразделяются по назначению, используемому материалу и конструкции. Также можно формально обозначить и различную длину, популярнее всех зажим для троса 3 мм, 5 мм диаметром, но в особых случаях применяют размеры вплоть до 40 мм. Каждый вид имеет также разные подвиды. Зажимы, которые подразделяют по назначению, бывают обычными и усиленными, а по используемому материалу – стальными и медными, также популярен зажим для троса алюминиевый, оцинкованный вариант стального используется в особенно суровых условиях эксплуатации. Зажимы, которые подразделяются по конструкции, бывают плоскими, дугообразными, одинарными и двойными.
Обычные зажимы являются самыми распространенными. Обычно для их изготовления используется оцинкованная сталь класса 2. По внешнему виду такие зажимы напоминают закрытые петли у основания, которые имеют два прочных болта. Такой вид изделия является бытовым, и он не предназначен для больших нагрузок. Усиленный вариант говорит сам за себя, конструкция у него проработана основательнее, механизмы затвора имеют усиления, поэтому и сфера их применения может быть более ответственной.
Плоские виды зажимов чаще изготавливаются из высокопрочной углеродистой стали. Поверхность данных приспособлений имеют оцинковку. Их диаметр может составлять от 2 и до 40 мм. По форме такие зажимы напоминают пару пластин, которые соединяются между собой болтом с гайкой. Обычно их применяют для сращивания стальных тросов или для других стоячих такелажей. Вполне подойдут они и для того, чтобы создавать петли на конце расчалки. Профессионалы рекомендуют на одном соединении устанавливать не меньше двух зажимов.
Плоские зажимы также могут подразделяться на одинарные или на двойные. Главное отличие – в количестве имеющихся болтов. На одинарных зажимах крепление происходит одним болтом, а на двойных – двумя болтами. По применению такие зажимы особо не отличаются.
Дугообразные зажимы выполнены из цилиндра, который загнут дугой, а крепление происходит при помощи двух болтов, которые находятся на концах. Приспособления такого вида чаще используют для соединения металлических тросов, но вполне возможно применять их и для изготовления петель. Такой вид зажимов больше относится к промышленным, они рассчитаны на большие нагрузки. Обычный стандартный дугообразный зажим способен выдерживать нагрузку около 97 килограммов.
Быстро! Качественно! Не дорого! Установим наконечники на нержавеющий трос
С сентября 2010 года
Интернет-магазин Deel.ru выполняет работы по установке нержавеющих наконечников
для троса на собственном профессиональном обкаточном станке A-3200 (PHU-1). Станок имеет сертификат Регистра LLOYD.
Выполняется установка на нержавеющий трос следующих наконечников: — Всех обжимных наконечников до троса 10 мм включительно из раздела Такелаж. — Талрепов с наконечниками под трос 8275 8276 4066.
Для обкатки рекомендуется жесткий нержавеющий трос 1X19 DIN 3053 поскольку он, как правило, применяется для стоячего такелажа. Поверхность наконечника после обкатки получается идеально ровной и гладкой, без бугров, ям и морщин. Нагрузочная способность обкатанного наконечника в месте обжима составляет 95-99% от самого троса. Фактически наконечник будет составлять единое целое с тросом. Помимо хороших нагрузочных характеристик, общая конструкция имеет превосходный внешний вид. При выполнении работ погрешность установки наконечников «в размер» по длине составляет около 1 сантиметра на 10 метрах
.
Видео с процессом установки наконечников. Снято в нашем офисе и было добавлено на наш сайт 14 апреля 2011 года. Тупо вырезанные кусочки этого оригинального видео иногда встречаются и на других сайтах — самим снять, видимо, фантазия не позволяет. Разрешение на его использование никому выдано не было.
| Расценки на обкатку (обжим) наконечников на трос приобретенных у нас: Наконечник для троса 3 мм — 100 руб. Наконечник для троса 4 мм — 150 руб. Наконечник для троса 5 мм — 200 руб. Наконечник для троса 6 мм — 250 руб. Наконечник для троса 7 мм — 300 руб. Наконечник для троса 8 мм — 600 руб. Наконечник для троса 10 мм — 800 руб. 1. Указаны расценки для выполнения единичных обжимов. При выполнении комплексного заказа, требующего вмешательство нашего специалиста для расчета чертежа или для большого количества обжимов в партии, стоимость может быть увеличена или уменьшена по согласованию с менеджером. 2. До начала выполнения работ с клиентом подписывается спецификация: «Cогласен, наконечники, размеры и количество верные». Без нее работа в обжимку не отдается. |
Для установки наконечников на нержавеющий трос необходимо просто указать это в комментариях
при составлении заказа через корзину. Предполагается, что Вы заказываете и наконечники и трос у нас, тогда менеджер магазина пришлет Вам итоговый счет с учетом работы по установке.
Как прислать заявку на обжим наконечнков?
1. Пример заказа установки наконечников на нержавеющий трос
2. Еще один пример чертежа для заказа установки наконечников.
3. Пример заказа 2014-01-20 из корзины интернет-магазина
———- Адрес для доставки ———- 152925 г.Рыбинск ул. Ворошилова ******* ———- Комментарий к заказу ———- на трос (# 8378-4-05) установить ухо (# 8281-4-05) ———- Products ———- DIN 3053 Трос жесткий 1X19 A4 5MM Артикул: #8378-4-05 Цена: 108 руб. Количество: 7 Сумма: 756 руб. ———————————————— 8281 Ухо для обжима на трос A4 5MM Артикул: #8281-4-05 Цена: 127 руб. Количество: 1 Сумма: 127 руб. ———————————————— 8406 Цанговый зажим с резьбой A4 5MM Артикул: #8406-4-05 Цена: 1236 руб. Количество: 1 Сумма: 1236 руб. ————————————————
4. Пример заказа в файле PDF
5. Пример заказ текстом
Здравствуйте!Нужно следующее:Тросы1. Штаг-11метров 75сантиметров (трос 7мм жесткий 1х19)2. Ванты верхние-10метров 77сантиметров (трос 6мм жесткий 1х19) 2-шт.3. Ванты нижние передние-5метров 42сантиметра (трос 6мм жесткий 1х19) 2-шт4. Ванты нижние задние 5метров 54 сантиметра (трос 6мм жесткий 1х19) 2-шт.5. Ахтерштаг-10метров (трос 6мм жесткий1х19)Все тросы заделать наконечниками типа обушок с диаметром отверстия 12.5мм.Длина троса от центров наконечника.
6. Релинг-40метров (трос 5мм средней жесткости 7х7)без заделки концов.
7. Штуртрос-8метров (трос 7мм мягкий 7х19) без заделки концов.8. Трос для лебедки подъема киля 7метров (трос 7мм мягкий 7х19) без заделки концов.Можете ли написать, сколько мне это будет стоить?(желательно по позициям)Заранее благодарю!!!
Зажимы специализированные и клиновые – какие у них особенности?
Многие строительные работы не сделать без прочного зажима. Строительство всегда отличалось наличием большого количества операций. Обязательно нужно что-то поднимать наверх, тянуть груз, а в данном случае это строительные материалы, часто приходится фиксировать различные предметы. Для таких работ нужны прочные подпружиненные зажимы. Они не только позволяют соединить тросы, а также к ним можно прикрепить и груз. Такие приспособления не очень отличаются от стандартных зажимов.
Помимо обычной металлической дуги у них имеются пара рычажков, которые оснащены подвижными скобками. Такое конструктивное решение помогает обеспечить высокопрочное и стойкое соединение. С его помощью можно надежно закрепить любой предмет на тросе разной толщины. В последнее время наибольшей популярностью у специалистов пользуются клиновые зажимы. Это прекрасный соединительный элемент для медных и алюминиевых проводов, сечение которых может составлять от 35 и до 100 квадратных миллиметров. Только такой вид зажимов хорош для соединений сталеалюминиевых устройств. Состоят такие приспособления из корпуса и клина, который отличается износостойкостью. Для изготовления корпуса используется кованая чугунная сталь, а сам клин может быть изготовлен из бронзы или из разных алюминиевых сплавов.
Как сделать зажимы для троса своими руками?
Тросовые зажимы используются во многих отраслях. Нет такой отрасли, где бы они не нашли себе применения. Но часто без такого небольшого приспособления не сделать и обычные бытовые работы. Особенно в них нуждаются автовладельцы. Потребуется металлическая трубка небольшого диаметра, пара металлических пластинок и несколько болтов с гайками. Металлическую трубку необходимо загнуть дугой. Диаметр трубы должен быть таким, чтобы в него мог войти трос, который планируется использовать. В отверстие трубы необходимо ввести трос до тех пор, пока конец не появится снаружи.
Потом конец необходимо вытянуть из трубы на расстояние от 10-15 см, далее конец троса и сам трос нужно будет накрыть пластинками снизу и сверху, и пластинки плотно соединить между собой при помощи прочных болтов. Данное приспособление удачно подходит для изготовления петель. Если нужно соединить два троса между собой, то тогда надо подобрать трубку с большим диаметром. Надо учитывать, что в одно отверстие нужно просунуть два троса, но только в разном направлении. Пластинки также подбираются с учетом диаметра тросов. Такой зажим всегда пригодится в домашних делах, только надо учитывать, что он не приспособлен для больших нагрузок, но попытаться использовать его в качестве буксира вполне возможно.
Тема: Про тросы и оттяжки
Обратные ссылки
- URL обратной ссылки
- Подробнее про обратные ссылки
- Закладки & Поделиться
- Отправить тему форума в Digg!
- Добавить тему форума в del.icio.us
- Разместить в Technorati
- Разместить в ВКонтакте
- разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Опции темы
Ну в общем-то в моем случае можно считать что инструмент “штатный” Всё Вами перечисленное присутствует. Но я его показывать не буду, а то прошлый раз показал, так пятерых чуть инфаркт не хватил на форуме.
Последний раз редактировалось RV3MI; 23.09.2018 в 16:57 .
- Поделиться Поделиться этим сообщением через
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Digg
Попробую предположить результат разрыва ваших образов: – вариант с зажимами. Если трос не толще 6-7мм выживет орех( похоже типа ИО-20), трос не выскользнет из зажимов и порвется. – вариант с гильзами. По моему мнению неудачный вариант обжима, так как без взаимного сжатия тросов получается цепочка на разрыв трос(сталь
) – гильза
(алюминий
) – трос(
сталь
). Трение троса по ореху можно в расчет не принимать. Либо выдернется трос из гильзы либо ее разорвет пополам. Около 300-500 кг для разрыва, предполагаю, будет достаточно. Любопытно посмотреть ваш результат. Удачи в испытаниях!
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Приехал с завода, где сделал несколько фото. Канат DIN 3055 – тот самый, что продается во всех магазинах “Метизы”. Диаметр 4 мм. Изолятор ИАО-3
Наслаждайтесь фото
результат испытаний ОДИНАКОВ – при усилии в полторы тонны
, рвется канат.
p.s. кстати, на производстве, где я сегодня был, парни профессионально занимаются изготовлением всей этой грузоподъемной бяки. И канаты там разные, есть даже с руку толщиной и ТОЖЕ заделаны такой гильзой (правда в десятки раз побольше моей по размерам ) Они используют точно такие же гильзы как я показывал на фото пару сообщений назад. Правда давят их немного иначе – с торцов. И если давить “как надо”, то достаточно ОДНОЙ такой гильзы – это с их слов.
Миниатюры
- Поделиться Поделиться этим сообщением через
- Digg
- Del.icio.us
- Technorati
- Разместить в ВКонтакте
- Разместить в Facebook
- Разместить в MySpace
- Разместить в Twitter
- Разместить в ЖЖ
- Разместить в Google
- Разместить в Yahoo
- Разместить в Яндекс.Закладках
- Разместить в Ссылки@Mail.Ru
- Reddit!
Может кому пригодится,как мы на производстве сами нелегально делаем петли из троса для натяжки гусеничной ленты карьерных экскаваторов-усилие на ковше 80 тонн и канат правда диаметром 39мм.Начало троса разделяем пополам по три или сколько там прядей в канате делим пополам,раскручиваем до определённой длины и потом делаем как бы петлю и снова заплетаем трос по ходу,что бы пряди ложились ровно,в конце получается как бы два конца,один это продолжение троса,а второй это конец троса,но уже повёрнутый по продолжению каната.Этот хвостик мы никак не соединяем с основным тросом,ну если только алюминиевой проволкой,чтоб не мешал.Случаев вырывания этого хвостика ни разу не было,трос правда рвётся иногда.Но это уже происходит от умения машиниста экскаватора работать управлением машины.
Заплётка стальных канатов
- Ручная заплётка троса – пряди распущенного конца стального каната вплетаем между прядями нераспущенного каната.
Производитель строп – Компания “Строп-Арсенал” изготавливает стропы канатные стальные ГОСТ 25573-82 методом заплетки согласно требованиям ГОСТа и РД 10-33-93:
- для изготовления грузовых канатных стропов используем только новые стальные канаты с сертификатом предприятия-изготовителя об испытании;
- число проколов каната прядями при заплётке строп, также как и заплётка канатов на коуш, соответствует руководящим документам ГОСГОРТЕХНАДЗОРА РОССИИ РД 10-33-93 и РД 10-231-98 – (п. 2.4.3)
- участок заплетки каната обстукивается вручную кувалдой;
- правильная заплётка каната – без выступающих концов проволок
При изготовлении строп методом ручной заплетки место сплетения защищаем, чтобы стропальщик не поранил руки. Так же как и при заплетке троса на коуш, Компания “Строп-Арсенал” предлагает 2 способа изоляции места сплетения прядей при заплетке стального троса:
- обмотка заплетенного участка мягкой проволокой (бандаж) – мягкая стальная проволока (бандаж), сведенная на конус, образует плавный переход от заплетенного участка до рабочего диаметра каната.
- заделка места заплетки термоусадочной (термоусаживаемой) трубкой – термоусадочная трубка ТУТ плотно облегает участок заплетки.
При обоих способах заделки места заплетки строп с легкостью извлекается из под груза и НЕ РАНИТ РУКИ СТРОПАЛЬЩИКА ТОРЧАЩИМИ ПРОВОЛОКАМИ.
Метод опрессовки алюминиевой втулкой из черного каната УСК1
Мягкий сердечник каната отрезают в первом случае непосредственно у зажима, во втором — возле коуша, в жесткий металлический сердечник вплетают в канат с первой прядью.
После этого производятся сращивание распределение распущенных прядей между прядями основного каната и собственно заплетка.
По ГОСТу и РД , способов изготовления стропов из стального каната, которые конструктивно между собой отличаются — два:. При изготовлении строп методом ручной заплетки место сплетения защищаем, чтобы стропальщик не поранил руки. Опрессовка стропов втулкой — опрессовка концов стальных тросов алюминиевой втулкой с прядями соединяемых канатов, которые сцеплены между собой металлом втулки, образуя однородное тело в сечении. При производстве канатных строп с применением опрессовки, в качестве метода заделки концов каната, используем гидравлический пресс Unisplice производства Великобритании. Максимальное усилие пресса тонн.
В основу всех механизированных устройств заложена предварительная раскрутка см. В механизированных устройствах устанавливают два зажима в один закрепляют петлю, в другой — основной канат и одному из зажимов сообщают вращение.
Расстояние между зажимами выбирается от 0,5 до 2,5 м в зависимости от диаметра каната и его жесткости. Распределение распущенных прядей между прядями основного каната А-Е вид со стороны основного каната; рис. При первом способе сращивания от желоба углубление между соседними прядями каната, проходящего через центральную ось коуша, со стороны распущенных прядей отсчитывают по направлению свивки три пряди, под которые пропускают шило.
Опрессовка канатных строп — новые возможности.
После этого из желоба А-Б последовательно за прядью 3 по направлению свивки в желоб В-Г пропускают прядь 4 и в желоб Б-В — прядь 5. При втором способе см. После сращивания все пропущенные пряди поочередно затягивают специальными захватами или плоскогубцами в направлении коуша. Регистрация Вспомнили?
Получаем главу, подождите. ГОСТ Стропы грузовые канатные для строительства.
Технические условия с Изменениями N 1, 2. Обозначение НТД, на который дана ссылка. Номер пункта, приложения.
С удовольствием сообщаем о том, что теперь мы имеем возможность, предложить Вам высококачественное оборудование для производства грузовых строп:. ПСД Предназначено для расширения функциональных возможностей стенда для испытания растяжением канатных, цепных и текстильных стропов. Контроль величины нагрузки тягового усилия осуществляется посредством измерительного прибора, манометра, в виброустойчивом исполнении типа ДМ93, класс точности 2,5, имеющим Сертификат Госстандарта России об утверждении типа средств измерений RU. Величина нагрузки, создаваемой гидроцилиндром, определяется по показаниям манометра см. Заделка концов каната заплеткой в соответствии с требованиями РД с изм.
Приложение 1. Приложение 2. Обозначение стропа. Грузоподъемность, т. Обозначение канатной ветви. Допускаемая нагрузка, кН тс.
Опрессовка строп – Канатные стропы метод опрессовки
Опрессовка стропов втулкой – опрессовка концов стальных тросов алюминиевой втулкой с прядями соединяемых канатов, которые сцеплены между собой металлом втулки, образуя однородное тело в сечении.
При производстве канатных строп с применением опрессовки, в качестве метода заделки концов каната, используем гидравлический пресс Unisplice 600 производства Великобритании. Максимальное усилие пресса 600 тонн.
Компания “Строп-Арсенал” изготавливает стропы из стального каната методом опрессовки канатов по ГОСТ 25573-82 и РД 10-33-93:
- для изготовления грузовых канатных стропов используем только новые металлические канаты с сертификатом предприятия-изготовителя канатов об их испытании
- Алюминиевые втулки удовлетворяют ГОСТ 25573-82 и РД 10-33-93 – по форме – по конструкции – по маркам алюминиевых сплавов;
Опрессовка канатных строп
Бирка запрессовывается в алюминиевую трубку
Процесс опрессовки стропы
Готовая опрессовка
Равномерный обжим стального троса в месте соприкосновения со своим концом по всему сечению втулки.
Втулка получается ровной цилиндрической, на которой отсутствуют заусенцы (облой) – защита рук стропальщика.
Ровная цилиндрическая втулка и однородное сечение в месте обжатия стального стропа это:
- надёжность заделки концов каната
- гарантия безопасности стропы при проведении погрузочно-разгрузочных работ
- отсутствие заусенец на поверхности втулки – не ранит руки стропальщика.
| БИРКА на стропах – метод заплётки Для маркировки канатных строп используем круглую металлическую бирку толщиной 2-3 мм, которую вплетаем в одну прядь каната. Она надежно там фиксируется. Такая бирка не цепляется за поднимаемый груз и не слетает, когда строп выдергивают из-под груза. | БИРКА на стропах – метод опрессовки Для маркировки канатных строп используем круглую металлическую бирку толщиной 2-3 мм Бирку при при помощи металлического жгутика одновременно запрессовываем вместе с концом стального каната в алюминиевую втулку. Благодаря этому бирка надежно фиксируется на изделии. Для удобства заказчиков при приемке изделий и выдачи в работу на каждой бирке указываем следующую информацию:
Выбрать, заказать и приобрести канатные стропы в Компании “Строп-Арсенал” Вы можете в резделе каталога грузоподъёмных строп: “СТРОПЫ КАНАТНЫЕ” Полезно знать:Есть вопросы? Задавайте. Ответим в течение 15 минут ООО “Строп-Арсенал” © 2015-2019. Все права защищены. Производство и поставка грузоподъёмных строп и съёмных грузозахватных приспособлений в Екатеринбурге, в Тюмень и по всей России. Рабочие часы: Пн-Пт: 09:00-18:00, Сб-Вс: Выходные 620085, г. Екатеринбург, ул. Титова, д.19, литер B, офис 418 |
Опрессовка троса алюминиевыми гильзами
Закрепление концов каната в обжимной втулке является наиболее технологичным и прогрессивным. Диаметр закрепляемых канатов при использовании алюминиевых втулок — до 90 мм. Основной деталью соединения является овальная втулка из алюминиевых сплавов АДО, АД1, АД31, АМЦ. Метод запрессовки алюминиевых втулок не рекомендуется только в случае эксплуатации изделия при экстремально высоких температурах, воздействующих на место заделки (максимально допустимая температура 100◦С).
Конец каната пропускают через овальную втулку, изгибают для образования петли и вновь вставляют во втулку с противоположной стороны, после чего соединение обжимают в штампе таким образом, чтобы втулка накрывала зазор, образованный прядями. Надежность такого способа заделки зависит от качества очистки каната в месте соединения, правильности установки заготовки в штампе и величины усилия опрессовки. Запрессовка алюминиевых втулок производится на прессах:
- 100 тн — для канатов диаметром 1,5-6 мм
- 300 тн — для канатов диаметром 7-16 мм
- 600 тн — для канатов диаметром 18-24 мм
- 1000 тн — для канатов диаметром 26-44 мм
- 2000 тн — для канатов диаметром 50-90 мм
При квазистатистическом тестировании на растяжение, стропы опресованные алюминиевой втулкой выдерживают от 85% до 100% разрушающей силы используемого стального каната. В испытании на усталость при растяжении они выдерживают – в среднем – около 60% от числа циклов растяжения канатных зажимов. Рабочие температуры для алюминиевых втулок на стальных канатах по ГОСТ с органическими сердечниками, колеблются между -60ºС и +100ºС. Допустимые рабочие температуры для алюминиевых втулок на стальных канатах со стальными сердечниками составляют от -60ºС до +150ºС.
При осмотре втулки и петли, следует удостовериться, что размеры соответствуют спецификации. Затем следует проверить концевые соединения на наличие разрывов проволоки, а также на наличие трещин и физических повреждений в зоне вокруг втулки. Во время каждого осмотра также нужно проверять, не изменилось ли положение линий каната в месте опрессовки. При использовании в агрессивной внешней среде (морской воде), втулки осматривают на наличие коррозионных повреждений.