Сфера применения цанговых патронов и основные преимущества
Фиксирующая оснастка со сменными цангами широко применяется для установки резцов и осевых заготовок на различных типах металлорежущих станков. Применяется она и на станках с ЧПУ благодаря высокой надежности зажима и быстрой смене инструмента. Цанговое крепление оптимально для фиксации прутков и других деталей цилиндрической формы. Его применение удобно и для повторного крепления обработанной детали.
Основные достоинства цангового метода фиксации:
- Минимальное радиальное биение заготовки.
- Высокоточная центровка детали.
- Простая установка без применения ключей.
Основным недостатком цанговых патронов является ограниченный диаметр хвостовиков устанавливаемых инструментов и заготовок. Для расширения типоразмеров инструмента возможно использование переходных втулок.
Назначение цанговых патронов
Цанговые зажимы могут фиксировать не только фрезу, но и заготовку цилиндрической формы.
По своему назначению патроны делятся на:
- Подающие. Выполняются в виде втулки из прочного сплава, подвергнутого закалке. На ее поверхности сделано три или четыре продольных сквозных разреза. Они образуют упругие лепестки, зажимающие хвостовик. С помощью такой оснастки осуществляют подачу инструмента или заготовки.
- Зажимные патроны. Фиксируют с большой точностью. Осевое перемещение недоступно.
Зажимные патроны предназначены для использования в продольно-точильных автоматических станках. Цангой можно быстро закрепить заготовку и освободить ее после окончания фрезеровки. Такие станки часто комплектуют двумя различными по конструкции цангами. В одну зажимается деталь, другая используется для рабочего инструмента. Крепление заготовки оснащается механическим приводом, он быстро навинчивает и ослабляет гайку. Время на постановку и снятие сводится к минимуму, обеспечивается высокая производительность и точность фрезерования.
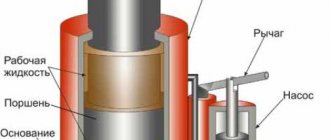
Принцип работы цангового патрона
Цанговые системы применяются для крепления фрез и осесимметричных заготовок на различных станках, прежде всего фрезерных и обрабатывающих центрах. Они используются также там, где необходима фиксация с высокой точностью и минимальным осевым биением.
Применяется много различных размеров и подвидов цанг, все они функционируют по сходному принципу. Зажимной элемент — гайка — при завинчивании давит на торцевую часть цанги, которая втягивается в проем конуса, ее внутренний диаметр при этом уменьшается, одновременно центрируя и зажимая хвостовик. Когда необходимо снять фрезу, гайку отвинчивают, давление лепестков на инструмент снижается и его можно извлечь из крепления.
Важное преимущество цанговых зажимов перед кулачковыми — высокая точность крепления и отсутствие осевых биений. Не требуется и специальный ключ, так как гайка затягивается и ослабляется обычным накидным.
Недостатком является необходимость иметь отдельную цангу на каждый диаметр.
Особенно удобны цанговые зажимные элементы для крепления конусных хвостовиков — метрических и системы Морзе.
Конструкция цангового патрона
Конструкция цангового зажима несложная, но все ее детали требуют высокой точности изготовления. Оснастка состоит из гайки и набора цанг. Втулка подающей цанги выполняется из инструментальной стали и обязательно закаливается. В ней продольные пропилы таким образом, чтобы получилось три или четыре упругих лепестка. Крепление накручивают на шток, который и осуществляет подачу с помощью гидравлической или кулачковой системы.
Особенности конструкции
Цанговые патроны различаются по виду и размеру, но все они работают по единому принципу. Оснастка состоит из набора цанг и самозажимной гайки, которая создаёт давление на торец цанги. Из-за усилия давления цанга смещается в конусный проем, одновременно уменьшаясь в диаметре и обеспечивая усилие сжатия детали или хвостовика инструмента. Для съёма детали гайка свинчивается, увеличивая диаметр цанги.
Существуют патроны с втягиваемой, неподвижной и выдвижной цангами. По назначению данный элемент может быть подающим или зажимным. Подающая представляет собой втулку с тремя пружинящими лепестками и концами, направленными в сторону центра. Цанга накручивается на вращающийся шток, подающий заготовку посредством кулачкового механизма или гидропривода. Упругость лепестков обеспечивает плотное сжатие инструмента или детали.
Конструкция цельной зажимной цанги представляет собой пружинящую втулку с лепестками. Количество лепестков зависит от диметра фиксируемой детали:
- трехлепестковые – детали или инструмент диаметром до 3 мм;
- 4-лепестковые – от 3 до 80 мм;
- 6-лепестковые – детали диаметром более 80 мм.
Для крепления деталей и инструмента наименьшего диаметра применяются патроны с зажимными разъёмными цангами. Движение и фиксацию кулачков в данной конструкции обеспечивают специальные пружины.
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделя
Тип F
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Чертеж № 2 цанги противошпинделя
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа R
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т
Тип T
Типа Т – зажимные.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
Цанги на вал 2 мм (0,1-3 мм) для микродерели
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии.
Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками.
Видео обзор токарного цангового патрона
Основные правила выбора цангового патрона
Подбирая патрон для оснащения станка необходимо руководствоваться несколькими основными правилами:
- Крепление патрона к шпинделю. Определитесь со способом крепления и допустимым диаметром или номером конуса Морзе. Цанговый патрон может устанавливаться на шпиндель через быстросъёмный конусный зажим напрямую или через переходную втулку, а также иметь резьбовое крепление.
- Определите размер фланца для крепления (при наличии пояска).
- Подберите количество кулаков в зависимости от диаметра детали или инструмента.
Как самостоятельно сделать цанговый патрон
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу.
Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Условные обозначения
В соответствии с действующим стандартом на цанговый патрон с наружным конусом, предназначенным для крепления инструмента с цилиндрическим хвостовиком, должен иметь следующее условное обозначение.
При исполнении 1 (универсальные станки) с конусом номер 50, диаметром под хвостовик (d) 12 мм и длиной 90 мм: Патрон 1-50-12-90 ГОСТ 26539-85
Кулачковый патрон для микродрелей как альтернатива цанговым зажимам
Чтобы не задумываться над тем, как сделать цанговый патрон или зажим своими руками, можно приобрести для оснащения своей микродрели кулачковый патрон. Такой зажим является аналогом кулачковых патронов, используемых для комплектации обычных электродрелей, и работает по схожему принципу. При вращении подвижной обоймы на корпусе такого устройства кулачки, которыми оно оснащено, сдвигаются и тем самым обеспечивают надежную фиксацию инструмента.
Миниатюрный кулачковый патрон обеспечит жесткую фиксацию рабочих насадок
Для оснащения микродрели сегодня предлагается большое разнообразие недорогих кулачковых зажимов. Преимущественное большинство их моделей фиксируется на валу приводного электродвигателя при помощи резьбового отверстия на боковой стороне посадочной части, в которое вкручивается винт. Вращение обоймы кулачкового зажима в зависимости от конкретной модели может осуществляться как вручную, так и при помощи специального ключа, который обязательно присутствует в заводском комплекте данного устройства.
Приобретение кулачкового патрона – это хорошая возможность за небольшие деньги оснастить свой электроинструмент универсальным зажимным устройством, удобным в использовании и обеспечивающим надежную фиксацию рабочих насадок
Главное, на что следует обращать внимание при выборе, – это материал, из которого изготовлены основные рабочие элементы зажима. Если выбрать патрон, кулачки которого сделаны из прочной высокоуглеродистой стали, то он прослужит значительно дольше и будет обеспечивать точную фиксацию используемого инструмента
Для производства сверлильных работ на миниатюрных заготовках, обычно используют гравировальные машинки, так называемые «дремели». Название происходит от имени наиболее популярного производителя. Это удобный ручной инструмент, но его стоимость обычно высока (особенно это касается качественных брендовых изделий).
Самая распространенная область применения – любительское моделирование и производство печатных плат. Как правило, промышленный образец для таких работ избыточен: некоторые его возможности не востребованы. Поэтому домашние мастера часто создают инструмент своими руками.
Цанговые наборы
Патроны с набором сменных цанг предназначаются для зажима осевых заготовок и резцов на фрезерном, токарном, сверлильном оборудовании и станках с ЧПУ. Все цанги работают по одному принципу, различие состоит лишь в размерах и видах цанг.
На рынке предлагаются разнообразные наборы цанг от отечественных и зарубежных производителей, однако все они изготавливаются в соответствии с ГОСТом или DIN. Особенно популярны цанговые наборы, имеющие маркировку ER, OZ и ER – они могут использоваться для обычных станков и оборудования с ЧПУ.
По функциональности комплекты цанговых патронов ничем не отличаются, а вот наполнение может быть различным. К примеру, в один комплект могут входить 18 цанг, другой же набор содержит 23 приспособления. Производственные предприятия приобретают комплекты, необходимые под конкретный станок, частному мастеру достаточно будет минимального набора.
Виды и особенности
В зависимости от области применения, конструктивных особенностей механизма, цанговые патроны разделяются на несколько видов:
- ER цанги. С двумя точками зажима и сквозным отверстием, наиболее часто используемый вид;
- для метчиков. С пазом квадратной формы, компенсирующих ось;
- сквозные и глухие. Первые обрабатывают детали неограниченной длины, вторые подходят для заготовок ограниченного размера, например, заготовок, у которых один конец запаян;
- с одной и двумя участками зажима. Второй вид, по сравнению с первым, более надежно фиксирует деталь за счет удержания в двух точках оси.
Фиксаторы цанговых патронов бывают двух типов:
- зажимные. Втулка изготовлена в виде нескольких пружинящих, соответствующих размеру крепежа, лепестков. Трехлепестковая втулка предназначена для обработки заготовок диаметром до 0,3 см, четырехлепестковые — от 0,3 до 8 см, шестилепестковые — для деталей более 8 см в диаметре;
- подающие. Цанга из стали оснащена тремя продольными канавками, образующими лепестки со сближающимися окончаниями. Хорошо пружинящая особенность конструкции предполагает легкую установку, надежное удерживание заготовки необходимого диаметра в патроне. В процессе работы подающий механизм с накрученной цангой начинает двигаться, что способствует еще более плотному сближению лепестков.
Подающий тип патрона является более надежным, но требует наличия специального ключа для фиксации. Зажимные типы применяют в тех случаях, когда необходима частая замены фрез во время работы.