Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Сварка полипропиленовых труб: инструкция и видео
Время металлических водопроводных труб уже давно прошло. Такой материал, как полипропилен, а также технология пайки труб из полипропилена находятся сегодня во главе угла в обустройстве систем отопления и водопровода в квартире или частном доме.
На рубеже веков жители старых многоэтажных домов начали менять металлический трубопровод на пластиковый, который в то время еще был далеко идеальным и сегодня нуждается в очередной замене. Статистика показывает, что сейчас более 80% трубопроводов устанавливают из полипропилена.
По цене полипропиленовые изделия намного дешевле металлических, причем время эксплуатации этих труб гораздо дольше, а требуемые усилия и работа по их монтажу – намного меньше. Кроме этого, вес полипропилена меньше, чем у других полимеров, в том числе и полиэтилена.
Естественно, этот факт влияет на снижение затрат по доставке материала, при этом компактности полипропиленовых труб можно добиться, уложив трубы меньшего сечения в изделия с большим диаметром.
Планируя поменять стояк или проложить водопровод из полипропиленовых труб в своем доме, не нужно торопиться с вызовом специалиста – всю работу можно проделать своими руками, конечно же, при наличии свободного времени и желания.
Работа с полипропиленовыми трубами
Сегодня разработана технология укладки полипропиленовых труб, включающая в себя монтаж изделий разного диаметров, а также все дополнительные элементы соединений, включения, обводы, запорную и крепежную арматуру.
Система комплектации создана таким образом, что дает возможность сконструировать схему водопровода любой сложности и конфигурации. Единственный недостаток полипропиленовых трубопроводов, да и тот, по большому счету, относительный – невозможность распайки при сварном способе крепления.
Потому технология крепления полипропиленовых труб нуждается в предельной аккуратности, чтобы избежать ошибок во время их сварки.
Самостоятельно освоить сварочный способ пайки может любой домашний мастер, просмотрев видео и ознакомившись с инструкцией, но новичка в этом деле поджидает множество возможных оплошностей, которые связаны, как правило, со спешкой или невнимательностью. Перед пайкой элементов трубопровода нужно несколько раз убедиться в точности их размеров и расчетов.
Теперь что касается сварки – способа крепления труб из полипропилена с конструктивными элементами и фитингами. Инструмент, при помощи которого производят сварку, в народе имеет название паяльник. И хоть с технической точки зрения это название некорректно, этот понятный и простой термин прижился и начал использоваться даже в кругу специалистов.
Процесс пайки выглядит таким образом:
- сварочным устройством (паяльником) одновременно разогревают обе свариваемые части;
- соединяют их друг с другом;
- после относительно непродолжительного времени охлаждения извлекают из паяльника уже готовый крепеж.
Это сварочное соединение имеет такую прочность и герметичность, что может выдержать почти любое давление в системе.
Паяльник для полипропиленовых труб
В комплекте для пайки труб из полипропилена находится собственный сварочный аппарат, который по своей конструкции довольно прост.
Паяльник состоит из ручки, нагревательной плиты и терморегулятора. В нагревательной плите находятся два отверстия, которые позволяют соединять в ней сварные части.
Так как при пайке, как правило, используют непосредственно трубу и какой-то конструктивный элемент (фитинг), куда вставляется труба, то и пара элементов сварки (насадок) устройства также внешне различается.
Самыми популярными трубами, которые используются в домашних системах водопровода и отопления, являются изделия с наружным диаметром 32 и 20 миллиметра. Маркировка сечения находится на всех изделиях из полипропилена.
В стандартную комплектацию для пайки входит обычно 4 пары сварочных элементов, они дают возможность выполнять почти любые задачи – от 20 до 40 миллиметров в диаметре.
Элементы обработаны тефлоновым напылением, что делает изготовление этого устройства своими руками невозможным. И даже если получится сделать все элементы на токарном станке, что не составляет большого труда, во время нагревания без тефлонового напыления пластик начнет прилипать к металлу.
Особенности сварки
Одним из главных требований во время пайки полипропиленовых труб, которое очень часто не выполняется, является обезжиривание стенок свариваемых участков. Естественно, пайку можно делать и без этого, но качество сварки будет гораздо ниже.
- Перед тем как начать пайку, торец трубы и поверхность внутри элемента фитинга необходимо протереть спиртом. Причем это еще поспособствует удалению частиц пыли и мелкого абразива с поверхности, которые отрицательно влияют на целостность тефлонового напыления насадок сварочного устройства.
Перед самим креплением, поверхности насадок тоже нуждаются в осмотре и очистки спиртом для предотвращения прилипания горячего пластика, при дальнейшем механическом удалении которого тефлон можно повредить.
- Разметка глубины вставки труб из полипропилена является также немаловажным моментом, который нужно учитывать при пайке.
Фитинги разного диаметра подразумевают различную глубину крепления сварки. Это обозначает, что перед пайкой нужно промерить глубину при помощи линейки или штангенциркуля.
Таким образом, не будет сделана ошибка с вводом трубы в отверстие сварочного элемента глубже необходимого. В противном случае может быть сужен диаметр проходного отверстия или же полностью запайка трубы.
Важно! Если вы решили научиться, как правильно нужно паять трубы из полипропилена – видео в Интернете, или инструкция, которая прилагается в комплекте к сварочному устройству, могут вам помочь.
- Обычно выполнение разметки является довольно трудоемким процессом. Глубину посадки всех частей специалисты определяют на глаз, но этот опыт возможен только в результате долгой практики и не для любого мастера.
Чтобы облегчить задачу зачастую изготавливают специальный прибор, который дает возможность не только сделать проще процесс замеров, но также и экономит время. Это приспособление для трубы 20 миллиметров в диаметре изготавливают из куска трубы 32 миллиметра в диаметре.
При глубине установки 20 мм трубы в 15 миллиметров, нужно обрезать от 32 мм трубы кольцо 15 миллиметров в ширину. Его можно использовать для четкой отметки линии, которая обозначает глубину посадки, что довольно удобно при необходимости пайки большого количества элементов друг с другом.
Кольцо разметки можно модернизировать приклейкой картонного или пластмассового дна, это сведет сложность работ по разметке до минимума. Эти кольца можно изготовить для полипропиленовых труб любых диаметров, исключение составляет только наибольший диаметр.
Как правило, самостоятельная сварка происходит одним человеком на полу или на столе. Но иногда при монтаже водопровода появляется необходимость пайки труб на месте, где они устанавливаются. В этом случае без еще пары рук ни как не обойтись. Причем помощник обязан быть ознакомлен с тем, как нужно сваривать пластиковые изделия.
Во время пайки ни в коем разе не нужно медлить. Надо четко соблюдать время прогрева соединяемых частей, которое описано в соответствующей таблице для всех диаметров, тем более, если сварка происходит на месте установки, и не будет возможности проверки качества.
Самой распространенной ошибкой является перегрев элементов, в результате этого происходит сужение диаметра трубопровода.
Важно! При пайке на месте установки, одному человеку нужно удерживать сварочный аппарат, а второму соединять фитинг и трубу сначала с горячими насадками сварочного устройства, а затем друг с другом. Самому не всегда получается снять одновременно со сварочного аппарата и фитинг, и трубу. Что-то одно иногда остается, и в этом случае помощнику нужно быстро помочь с извлечением.
Работы по сварке полипропиленовых труб
Включают паяльник. Индикатор клавиши включения должен загореться. Прогрев паяльника проходит в течение 15-35 минут, это зависит от температуры окружающей среды. Рабочая температура устройства 260 гр. Если сварочное устройство эксплуатируется в первый раз, после прогрева ему нужно дать постоять около 5 минут, и лишь затем начинают сварочные работы.
Типичные ошибки при работе
Теперь вы знаете все, что я мог вам рассказать о сваривании пластиковых труб. Хочу только немного остановиться на типичных ошибках, которые совершают начинающие мастера при сваривании труб. Именно они не позволили моему соседу выполнить работу хорошо с первого раза.
Загрязненные и влажные детали
Любой опытный мастер, к числу которых я осмелюсь отнести и себя, всегда перед началом пайки протирает конец трубы и внутреннюю часть фитинга. Это делается уже на уровне рефлекса. Дело в том, что во время ремонта все детали обычно свалены на полу, который вряд ли отличается чистотой. Иногда мне приходилось демонтировать неправильно собранные трубы, так вот, там обычно всегда имелась полоса грязи или пыли.
Трубы перед сваркой нужно обязательно очищать от грязи.
Еще один злейший враг — влага. Даже капелька конденсированной воды при нагревании испаряется, что становится причиной деформации соединения. Кстати, я сталкивался со случаями, когда такое «мокрое» соединение выдерживало даже предварительные испытания, но в процессе эксплуатации все равно появлялись щели (в моем случае через 5 месяцев).
Да да, вполне такое может случиться
И лишний раз напомню про фольгу. Ни один кусочек металлизированного слоя не должен попасть в соединение, так как о надежности можно будет забыть напрочь.
И еще, нужно очищать от грязи не только трубы, но и рабочий элемент паяльника. Иногда на муфте или дорне остаются следы полипропилена. Их тоже нужно счищать ветошью до того, как будете паять следующий узел.
Неправильное размещение
Как только вы завершили разогрев трубы, соединять их нужно немедленно. Причем не просто воткнуть деталь в фитинг, а правильно расположить по отношению друг к другу. Именно тут у начинающих сварщиков и возникают проблемы.
После вставки трубы в фитинг ее нельзя крутить и шевелить.
Часто после стыка новички начинают вращать изделия или двигать их относительно друг друга, чего делать ни в коем случае не нужно.
Еще один момент. Не нужно удалять оплывы пластика возле фитинга до того, как соединение остынет. Иначе можно легко деформировать узел, что приведет к разгерметизации. Кстати, если вы прогревали трубу ровно столько, сколько указано в сопроводительной таблице, никаких оплывов у вас не появится.
Некачественный материал
Очень часто сварное соединение не получается, если вы сэкономили денег и купили полипропиленовые трубы низкого качества от никому не известного производителя. Я сталкивался с подобными ситуациями. Так вот, даже мой опыт не помог мне нормально сварить такие детали.
Даже если правильно спаяете – не факт что со временем не получите такую картину
Поэтому приобретать материалы нужно только в проверенном магазине.
Еще некоторые «умники» пытаются паять трубы от разных производителей. Об этом я уже упоминал. Неодинаковый химический состав не позволяет правильно прогреть пластик, что приводит к нарушениям технологии.
Нарушение правил сборки
Здесь я приведу те нарушения, которые я чаще всего встречал в своей практике:
- При сборке узла труба втыкается в фитинг не до упора, вследствие чего внутри образуется зазор. То есть стенка трубы будет тоньше, чем это предусмотрено техническими условиями и при приложении усилия (например, давление воды) на этом участке деталь может лопнуть.
Зазор в фитинге – ошибка при пайке труб.
- Во время сборки к трубе, которая вводится в фитинг, прилагается чрезмерное усилие. Как результат – оплыв пластика на срезе, который уменьшает внутреннее сечение трубы или полностью заплавляет отверстие. И то, и другое отрицательно сказывается на работе водопровода.
- Использование при сборке поврежденных фитингов. Например, вы собираете трубопровод и у вас остался только один угловой фитинг, а на нем обнаружилась трещина. Вместо того чтобы поехать в магазин и заменить его, нерадивые мастера устанавливают его в систему. Последствия описывать не буду.
Инструкция по выполнению сварки труб из полипропилена
В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
По конструкции полипропиленовые трубы могут быть обычными и армированными алюминиевой фольгой. Алюминий значительно повышает надежность работы системы и снижает коэффициент температурного расширения материала. В зависимости от условий, в которых производится сварка полипропиленовых труб инструкция по выполнению работ может отличаться некоторыми деталями, но основная ее суть остается неизменной.
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе
Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.
Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Таблица значений выдержки сваркиИсточник montagtrub.ru
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.
Этапы сваривания трубопроводаИсточник svarkaspec.ru
Выполнение сварочных работ
Сварка полипропиленовых труб не представляет особой сложности и не требует наличия у исполнителя работ специального образования. Для того чтобы обеспечить прочность и надежную герметизацию сварочного соединения достаточно соблюдать строгую последовательность действий по регламенту.
Подготовительные работы
К подготовительным работам, выполняемым до начала сварки деталей, относят следующие действия:
- разработка схемы трубопровода;
- определение мест крепления труб и фитинга к стенам;
- пробивка в стенах отверстий при необходимости;
- разметка и нарезка участков трубы согласно схеме и натурным замерам;
- перед окончательной сваркой трубопровода, все его элементы нужно разложить на столе или полу в порядке, повторяющем схему соединения во избежание сборки конструкции в неправильной последовательности и порчи материала;
- в случае наличия в конструкциях труб алюминиевой фольги необходимо при помощи торцевателя произвести ее зачистку на концах свариваемых деталей для предотвращения контакта армирующего элемента с водой;
- на концах свариваемых элементов труб при помощи маркера нужно отметить глубину вхождения в фитинг. Предварительные замеры глубины фитинговых деталей выполняются штангенциркулем. Разметка позволяет четко контролировать погружение участка трубы в гильзу насадки при разогреве деталей паяльником.
Кроме перечисленных выше мероприятий до начала сварки рекомендуется произвести обезжиривание соединяемых деталей. Обезжиривание производится ватным тампоном, смоченным спиртом. Обработка внутренних поверхностей фитинга и наружных концов трубы обеспечит более качественное сваривание элементов трубопровода.
Разогрев паяльника до рабочей температуры
В зависимости от вида и диаметра полипропиленовых труб рабочая температура насадки будет отличаться. Сварка полипропиленовых труб с алюминиевым армированием производится при температуре поверхности насадок 260-300 градусов.
Для того чтобы паяльник для сварки полипропиленовых труб набрал рабочую температуру необходимо установить терморегулятор в соответствующее положение и включить его в сеть.
На готовность аппарата к работе укажет переключение сигнальной подсветки. В зависимости от типа паяльника способы сигнального оповещения могут отличаться, поэтому до начала выполнения работ необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата.
Нагрев элементов трубопровода
Для выполнения соединения деталей трубопровода согласно запроектированной схеме необходимо выполнить их тщательный разогрев при помощи насадок соответствующего диаметра. Нагреву одновременно подвергаются и труба и фитинг. Элементы фитинга насаживаются на дорн насадки, а труба вставляется в гильзу.
Вхождение элементов трубопровода в гильзу аппарата для сварки происходит под воздействием небольшого физического усилия. Глубина вхождения трубы в гильзу должна соответствовать ранее выполненным замерам соответствующего фитинга. Время нагрева свариваемых деталей зависит от их диаметра и обычно составляет от 8 до 16 секунд.
Соединение элементов трубопровода
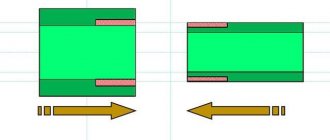
Соединение деталей полипропиленовых труб и фитинга должно производиться по возможности быстро во избежание температурных потерь разогретого материала. Стыковка элементов выполняется одним ровным поступательным движением. Вращение фитинга и труб во время их соединения не допускается.
Соединенная конструкция участка трубопровода должна быть надежно зафиксирована до набора полимерным материалом прочности. В зависимости от диаметра трубопровода время схватывания может составлять от 10 до 20 секунд. В некоторых случаях требуется выдержать сваренные детали в зафиксированном состоянии до момента их охлаждения.
После выполнения сварки и остывания материала узлы соединения можно зачистить от наплывов пластика. Обработка производится с целью придания сваренной конструкции аккуратного и эстетичного внешнего вида. Иногда чрезмерные наплывы полимерного материала могут препятствовать надежной посадке участков трубопровода в крепежные клипсы.
Доступно объясняет, как выполняется сварка полипропиленовых труб видео ниже:
Как пользоваться аппаратом для пайки пластиковых труб?
Планируете провести монтаж водопровода самостоятельно? Хотите узнать, как паять пластиковые трубы? Самое простое решение – это муфтовый или, как его еще называют, раструбный метод соединения с помощью фитингов. Это быстро, просто и недорого. Нужен лишь специальный аппарат для пайки и несколько часов свободного времени. Вы быстро освоите этот процесс – наша статья поможет.
Сегодня больше и больше практичных хозяев, привыкших все в доме делать своими руками, осваивают сантехнические работы. Действительно, зачем вызывать сантехника, ждать его весь день, контролировать его работу и платить за это немалые деньги. К примеру, монтаж пластиковых труб в ванной и на кухне в обычной квартире может обойтись в сумму более 3000 – 4000 рублей, и это без учета стоимости материалов. Можно хорошо сэкономить, если провести монтаж самому. Было бы желание и подходящий для работы инструмент – специальный паяльник и несколько вспомогательных приспособлений. Расскажем, каких именно.
Что понадобится для работы?
Сварка или пайка водопроводных труб в быту не требует дорогостоящего и сложного в использовании оборудования. Сегодня каждый хозяин может обзавестись специальным инструментом и навсегда забыть про услуги сантехника. Вот список того, что используется при пайке трубопровода:
- паяльник для пластиковых труб с набором насадок разного диаметра;
- нож для резки труб;
- рулетка для измерения длины элементов при их нарезке;
- разметочный карандаш для отметки длины нагреваемого участка трубы;
- перчатки из термостойкого материала для защиты рук во время работ.
Все это вы можете купить в наборе. Бытовые паяльники для муфтовой сварки пластиковых труб продаются со всем необходимым для работы. Как правило, инструмент и вспомогательные приспособления упакованы в кейс для удобства хранения и перевозки. Обратите внимание на диаметр насадок к паяльнику – он должен совпадать с диаметром труб, которые вы собираетесь паять. Покупка самого простого комплекта может обойтись всего в 1500 – 2000 рублей, что в два раза меньше оплаты услуг сантехника. Согласитесь, это выгодно. К тому же инструмент пригодится вам в будущем, например, при установке водопровода в деревне или на даче.
Подготовка труб – залог их герметичного соединения
Прежде чем говорить о том, как паять пластиковые трубы, расскажем, как их для этого подготовить.
Сначала их нарезают под размер исходя из длины трубопровода, изгибов и разветвлений. Не забудьте оставить небольшой запас для вхождения трубы в фитинг. Затем зачищают кромки: ровные, аккуратные края без зазубрин и неровностей соединять гораздо легче. Если вы используете армированные полипропиленовые трубы, то верхний слой пластика и армирования необходимо снять. Это предотвратит расслоение материала в месте шва во время эксплуатации и снизит риск протечек. Зачищенные поверхности рекомендуется обезжирить и вытереть насухо, чтобы приступить к их нагреву на паяльном аппарате.
Подготовительный этап не займет у вас много времени, зато вы облегчите дальнейшее выполнение работ и обеспечите надежность соединения элементов.
Процесс пайки. Пошаговое руководство
Когда у вас намечен план трубопровода и изделия нарезаны под размер, можно приступать к их соединению. Лучше осуществлять сборку элементов не на месте монтажа, а на столе – так будет легче, особенно если вы работаете один. Когда же требуется пайка труб на месте их установки, подключите помощника, который будет держать соединяемые элементы, а вы будете работать инструментом.
Теперь расскажем о том, как пользоваться паяльником для труб. Действия можно описать в три шага.
Шаг 1. Включите аппарат в сеть. Поставьте его на ровную поверхность и установите насадки нужного диаметра на нагревательный элемент. Включите кнопку нагрева. Выставьте нужную температуру – как правило, для полипропилена ее значение составляет 260 °C. Дождитесь, пока рабочая часть нагреется. Для каждой модели в зависимости от мощности это время устанавливается индивидуально, как правило, не превышает 15 – 20 минут. Кстати, если у вас паяльник с двумя ТЭНами, для более быстрого нагрева можно задействовать сразу оба. Однако при достижении рабочей температуры второй следует отключить, чтобы снизить нагрузку на аппарат. Приступать к пайке можно спустя 5 – 10 минут после достижения рабочей температуры: необходимо дать нагреться рабочим насадкам.
Шаг 2. Установите на насадки паяльника соединяемые элементы: на дорн крепится фитинг, на гильзу – труба. При этом нагревается внутренняя поверхность фитинга и внешняя часть трубы. Нагрев должен осуществляться одновременно. Пластик плавится в течение нескольких секунд – после этого элементы нужно быстро снять.
Шаг 3. Стыковка заготовок осуществляется вручную. Часть нагретой трубы вставляется в нагретый раструб фитинга. Соединять элементы нужно с первого раза, ни в коем случае не разъединять и не проворачивать их, иначе шов будет негерметичен. После стыковки дайте элементам остыть в течение нескольких минут.
Важно соблюдать время термического воздействия на пластик и время застывания соединенных элементов. Это зависит от диаметра трубы и толщины ее стенок. Как узнать подходящий временной интервал? Поможет эта таблица.
| Диаметр трубы, мм | Глубина прогрева, мм | Время нагрева, с | Время охлаждения, мин |
| 20 | 14 | 5 | 3 |
| 25 | 16 | 7 | 3 |
| 32 | 20 | 8 | 4 |
| 40 | 21 | 12 | 4 |
| 50 | 22,5 | 18 | 5 |
| 63 | 24 | 24 | 6 |
Выдерживая рекомендуемое время, вы получите в результате качественное и герметичное соединение. Если переусердствовать и перегреть пластик, он поплывет и забьет отверстие в трубе – тогда вода не будет проходить, а после монтажа будет сложно найти проблемное место. При недостаточном нагреве есть вероятность неплотного соединения деталей – шов будет пропускать воду, что со временем станет причиной протечки. И еще. Приступая к пайке пластиковых труб в первый раз, попрактикуйтесь на ненужных обрезках труб, чтобы не испортить нарезанные под размер. Попробовав несколько раз, вы легко доведете действия до автоматизма и сможете повторить алгоритм с деталями для трубопровода.
Теперь вы знаете, как паять пластиковые трубы и какие инструменты вам понадобятся. За короткое время вы сможете собрать водопровод в квартире, на даче или на предприятии. Сделав все правильно, вы получите надежную систему. Ведь пластиковые трубы служат очень долго: выдерживают температуру от -20 до +90 °C, не подвержены ржавлению и отложению налета на внутренних стенках. Лично осуществляя все этапы работ, вы можете быть уверены в том, что все соединения будут добротными и выдержат рабочее давление воды. Срок службы такого трубопровода может достигать 100 лет! И только представьте, что это сделаете вы своими руками.
В нашем интернет-магазине вы можете купить все, что нужно для монтажа трубопровода: полипропиленовые трубы, фитинги, паяльный аппарат. Вам не придется покупать это в разных местах – вы получите товары с доставкой в кратчайшие сроки и сможете приступить к работе! Делайте выбор и оформляйте заказ через сайт. Если вам нужна консультация, позвоните менеджеру по телефону 8-800-333-83-28.
www.vseinstrumenti.ru
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.
Фото: Андрей Дачник
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.
При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.
Влияние ошибок на качество сварки
Специалисты отмечают, что самые распространенные ошибки заключаются в пренебрежении требованиями по подготовке труб и по временным нормативам. Часто пропускают обезжиривание, невнимательно относятся к состоянию кромок, чистоте и сухости. Подобные ошибки приводят к нарушению монолитности соединения.
Перегрев стенок полипропиленовых труб приводит к зауживанию внутреннего диаметра узлового соединения. Тоже возникает при чрезмерном сжатии. Произвести зачистку протока, как правило, невозможно. А подобная неисправность наряду с перекосами является причиной разрыва или засорения канала.
В редких случаях ранний выход из строя собранной магистрали обоснован разнородными материалами относительно производителя. Это происходит даже после профессионального монтажа. Причина заключается в том, что каждый изготовитель работает по своей технологии, пользуется своей рецептурой. В результате у труб могут оказаться разные нормы нагревания, фиксации и остывания. Поэтому стоит применять заготовки с фитингами от одного производителя.
Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Требуемые инструменты
Для работы нам понадобятся:
• сами полипропиленовые трубы;
• специальный аппарат для сварки таких труб;
Сварочный аппарат
• ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
• обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
• фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;
Фаскосниматель для пластиковых труб
• шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).
Шейвер
Основные этапы работы
Чтобы набить руку, для начала можно попробовать потренироваться и соединить пару труб. Для этого:
1. Берем трубу нужного размера.
2. Очищаем ее края от заусенец, образованных при резке, напильником или фаскоснимателем.
3. Карандашом отмечаем на конце трубы (см. фото), какой участок нам необходимо расплавить, то есть намечаем то место, куда будет надеваться фитинг.
Намечаем карандашом место спайки
4. Обрабатываем трубу и фитинг обезжиривающим составом.
5. Прочно фиксируем к столу сварочный аппарат.
6. В его комплект входят насадки разного диаметра. Берем требуемые насадки (одну для фитинга и одну для трубы) и крепим их с двух сторон аппарата.
7. Выставляем температуру 260°.
8. Как только лампочки погасли (это означает, что аппарат достаточно нагрелся), можно приступать к работе. Среднее время его нагревания 2-3 минуты.
9. Надеваем на горячие насадки (их две) фитинг и трубу до карандашной отметки. Слишком давить на свариваемые части или вращать их не следует.
Стыковой сварочный аппарат. Фитинг и труба надеваются на горячие насадки
10. Отсчитываем положенное количество времени. Время нагрева всегда указывается в инструкции. К примеру, для 25-миллиметровой трубы оно ровно 7 секундам).
Время нагревания аппарата зависит от диаметра трубы
11. Быстро и аккуратно снимаем нагретые детали, чуть придерживая сварочный аппарат.
12. Соединяем их друг с другом. Излишнее давление на них или вращение также недопустимы.
13. Ждем несколько секунд.
14. Если мы сделали все правильно, получаем идеально ровное однородное соединение.
Как долго греть
Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Полезные советы
Новичкам, впервые ознакомившись со сварочным аппаратом, стоит прислушиваться к следующим рекомендациям:
• армированный слой на отрезке соединения следует удалять обязательно, в противном случае соединение будет неоднородным и непрочным;
• при покупке аппарата не обязательно тратить лишние деньги и приобретать модель с терморегулятором, ведь нам потребуется один-единственный температурный режим в 260°С; использование других режимов может привести к некачественному соединению;
• вода по трубам должна проходить свободно; чтобы в месте спайки не образовалось препятствие в виде застывшего пластика, не следует при соединении слишком давить на расплавленные детали; однако слабое давление тоже недопустимо – длины соединения для надежного крепления будет недостаточно; это может привести к образованию завихрения и падения давления в системе;
• основное правило такой пайки: первым на насадку надевается фитинг, а лишь затем труба; отсчет времени начинается тогда, когда обе детали окажутся на аппарате;
• полипропилен схватывается за 4-8 секунд, но сразу отпускать его не стоит – чтобы он окончательно застыл, выждать необходимо 20-30 секунд;
• детали при остывании должны быть неподвижными, малейший сдвиг может нарушить герметичность соединения; поэтому до начала пайки лучше подготовить специальные струбцины для их фиксации; сделать их можно из любого бруска дерева или прочной проволоки;
• охлаждение полученного узла водой или струей холодного воздуха запрещено – соединение будет непрочным;
• не стоит разогревать трубу и фитинг больше положенного времени – полипропилен будет деформироваться; при меньшем количество времени для нагрева соединение деталей будет затруднено;
• при правильной сварке часть пластика должна образовать небольшой наплыв на муфту;
• проверить качество своей работы можно, разрезав пополам соединенный участок; вы должны увидеть в месте стыка ровное монолитное соединение без деформаций и пустот.
Какие трубы выбрать?
Трубы из полипропилена подразделяются на три основных вида:
• армированные стекловолокном: так как полипропилен способен расширяется при нагревании, для нейтрализации температурного расширения (изменения размеров трубы при нагревании) используют армирование; такие изделия применяются для прокладки труб отопительной системы при ее нагреве до 90°С: при стандартной толщине стенки 3,5 мм внутренний их диаметр 25 мм;
• армированные фольгой: принцип действия схож с предыдущим; выдерживают больший нагрев до 95°С;
• без армирования: имеют тот же диаметр, однако стенки чуть тоньше – 2,8 мм.
Для холодного водоснабжения можно использовать любые типы труб, однако наиболее рационально монтировать в системе обычные однослойные без армирования. Ведь их стоимость ниже. В системах отопления, нагреваемых свыше 70°С, лучше использовать изделия, армированные фольгой. Стекловолокно лучше брать лишь в тех случаях, когда отопительная система не нагревается выше указанного предела.
Зачем нужна зачистка?
Принцип сварки трубопроводов pprc заключается в разогреве полимерного материала до вязкого состояния. Затем происходит контакт горячего патрубка с муфтой, результат – спайка соединения. Однако надежность может снизиться, если в зоне соприкосновения будет алюминиевая фольга, применяемая для армирования. В этом месте не будет контакта полимеров, что может привести к разгерметизации.
Выход – выполнить зачистку армированных труб. Ее особенности заключаются в следующем:
- Удаление фольгированной прослойки на участке пайки не снизит максимальное значение давления.
- Если это не сделать, возможно постепенное разрушение стыка. Риск возрастает при частых гидравлических ударах в системе водоснабжения.
- Старые модели полипропиленовых труб имеют наружный слой из фольги. Их диаметр больше стандартного на 1,8-2 мм. Без зачистки патрубок не встанет в раструб муфты.
Подобная технология используется для всех видов полипропиленовых трубопроводов. Исключение – применение изделий с армированием стекловолокном. При нагреве оно частично расплавляется и не снижает надежность пайки. Но для таких моделей нужно увеличить время нагрева в зависимости от диаметра.
Важно: температура нагрева для патрубков разных диаметров одинакова – до +280°С. Время контакта с паяльником – от 5 сек (16 мм) до 80 сек (160 мм).
Различные способы сварки полипропиленовых труб
Сегодня сварка полипропиленовых труб выполняется разными способами.
Новые конструкционные материалы, в том числе и полипропилен, позволяют создавать надежные и долговечные механизмы водоснабжения, отопления и канализации.
Технология сварки полипропиленовых труб хорошо отработана.
Целенаправленно для этих нужд создано оборудование, с которым удобно обращаться. В реальных условиях выполняется сварка полипропиленовых труб своими руками с помощью паяльника.
Использование того или иного приема определяется конкретной ситуацией.
Для того чтобы качественно выполнить монтаж трубопровода, необходимо знать технические и эксплуатационные характеристики изделий из полипропилена.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Особенности полипропиленовых труб
Первое, что следует отметить, полипропиленовая труба является сложным техническим изделием.
В настоящее время промышленностью выпускается три вида этих изделий:
- для холодного водоснабжения;
- для горячего водоснабжения;
- для систем отопления.
По сравнению с трубами из металла, полипропиленовые изделия имеют меньший вес при равной прочности. Соединение элементов между собой совершается с помощью сварки.
Аппарат для сварки полипропиленовых труб позволяет выполнять монтаж протяженных коммуникаций.
Сварочный аппарат имеет компактные размеры, что позволяет вести работы в труднодоступных местах.
На внутренней поверхности полипропиленовых труб не образуется ржавчина, известковые отложения, грязь и не возникает коррозия. Из армированных труб прокладывают отопительные магистрали.
На видео показан процесс соединения отдельных элементов, когда выполняется монтаж системы отопления в частном доме.
Технология сварки полипропиленовых труб проста и доступна для применения в домашних условиях. Набор для сварки полипропиленовых труб содержит все необходимые для работы инструменты.
В некоторых случаях применяются паяльник и такое устройство, как утюг для сварки полипропиленовых труб. С трубами из металла такое обращение невозможно.
Элементарные расчеты показывают, что полипропиленовые детали использовать гораздо предпочтительнее, чем изделия из металла. Это касается и труб большого диаметра, и наиболее ходовых размеров.
Для того чтобы выбрать подходящий тип изделия, нужно знать их классификацию и маркировку.
При изготовлении на трубу наносится обозначение PN и цифровым кодом указывается степень максимального давления, которое выдерживает изделие.
Делать выбор нужно со знанием предмета, и тут же приобретать прибор для сварки. Чтобы выполнять монтаж труб самостоятельно, потребуется специальное оборудование.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Инструменты для сварки
Прежде чем приступить к монтажу трубопровода из полипропиленовых деталей, необходимо должным образом подготовиться.
Сварочный прибор надо выбрать после того, как разработана техническая документация на систему трубопроводов.
Выбор определяется техническими параметрами и экономическими соображениями:
- предельным размером;
- эргономичностью прибора;
- стоимостью аппарата.
Монтаж изделий малого диаметра, до 63 мм, можно успешно выполнять ручным аппаратом. Если требуется выполнить соединение изделий большого диаметра, от 63 мм, то применяются механические аппараты.
Такой комплект для сварки полипропиленовых труб используется при прокладке протяженных магистралей.
В комплект инструментов для сварки входят специальные ножницы, которые предназначены для резки полипропилена и насадки разного диаметра.
Специальное устройство для зачистки поверхности изделия перед сваркой. Поверхность деталей нужно обязательно обезжирить. Для этих целей используется этиловый или изобутиловый спирт.
Ацетон применять нельзя, поскольку он разрыхляет полипропилен. Температура разогрева достигает без малого трехсот градусов. Поэтому при работе нужно использовать перчатки.
На видео представлен ручной прибор для сварки труб и последовательность действии при работе. Соединение элементов в частном доме удобнее выполнять с его помощью.
Ручной прибор
По своей конструкции прибор представляет собой компактное изделие, которое занимает мало места. Основной элемент устройства – это нагревательное зеркало, на которое крепится насадка.
В обиходе такой аппарат называют паяльник или утюг. Для того чтобы устанавливать определенный уровень температуры, сварочный прибор оснащен контрольно-регулировочным блоком.
На панели имеются светодиодные индикаторы и клавиши включения-выключения прибора. Рабочая температура для сварки деталей из полипропилена варьируется от 260 до 280 градусов.
Правила эксплуатации прибора такие же, как и любого другого электрического устройства.
Основными параметрами, по которым нужно выбирать прибор при покупке являются:
- мощность;
- количество насадок на зеркале;
- наличие подставки.
Чем больше мощность тепло-нагревательного элемента, тем быстрее разогревается насадка. Этим параметром определяется производительность аппарата.
На паяльник может крепиться одна насадка или несколько. Количество варьируется в зависимости от конструкции прибора и размеров паяльника.
Практика показывает, что выполняя соединение системы в своем доме, достаточно будет двух насадок. Для таких систем используются трубы диаметром 20 и 25 мм.
Соединение и разводка трубопровода выполняется с использованием соединительных элементов, которые называются фитинги. Эти изделия имеют разную конфигурацию – уголок, тройник, крестовина.
Обращаться с фитингами нужно так же как с полипропиленовыми трубами.
При сварке армированных деталей в труднодоступных местах нужно строго выдерживать установленный отрезок времени для разогрева и фиксации соединения.
Специально для монтажников, которые работают в своем доме, составлена таблица, и в ней указаны оптимальные режимы для нагрева и соединения двух элементов.
На видео показан фрагмент соединения деталей в неудобном для работы месте.
Механический аппарат
Сварочные агрегаты механического типа предназначены для того, чтобы обеспечить соединение труб большого диаметра.
Механический прибор имеет более сложную конструкцию, чем ручной вариант.
Сварочный агрегат собран из следующих узлов:
- каркас опорный;
- блок контрольный;
- захват для труб;
- вкладыши выравнивающиеся;
- пила для торцевания труб;
- зеркало нагревательное.
Прибор, несмотря на сложную структуру, имеет компактную конструкцию. Монтаж трубопроводной магистрали выполняется по принципу стыковой сварки.
Инструкция по эксплуатации предписывает определенную последовательность действий. Вначале выполняется зачистка торцов у соединяемых деталей.
Затем трубы нагреваются, и температура их должна достичь порога плавления. На завершающем этапе трубы соединяются и плотно прижимаются одна к другой.
Оборудование для прижима поставляется вместе аппаратом.
Сварочный агрегат, имеющий такое приспособление, позволяет выполнять сварку полипропиленовых труб в полевых условиях при укладке магистралей отопления.
На видео показан аппарат для сварки труб большого диаметра из полипропилена.
Как использовать аппарат для сварки пластиковых труб – нюансы эксплуатации
Содержание:
Готовясь к ремонту или монтажу трубопровода, специалисты заранее принимают решение, с какими трубами будут работать. В большинстве случаях профессионалы применяют пластик. Этот материал обладает положительными свойствами для создания прочных и долговечных коммуникаций. Чтобы осуществить монтаж потребуется сварочный аппарат для сварки пластиковых труб.
Использование пластика все больше пользуется популярностью. При строительстве трубопровода предпочтение отдается именно этому материалу. Поэтому для таких работ необходимо специальное оборудование, которое бывает разных видов.
Столкнувшись с вопросом, как выбрать сварочный аппарат для пластиковых труб, можно взять во внимание то, что принцип работы у всех аппаратов одинаковый.
Процесс сваривания не сложный, он не требует профессиональных навыков или консультации опытного сварщика. Для сварки пластиковых изделий достаточно знать устройство и действие прибора. Чтобы приобрести небольшой опыт, можно потренироваться на лишнем отрезке трубы.
Способы сваривания:
- Диффузионная стыковая сварка. Это сваривание встык, в основном такой способ используется для труб с большим диаметром.
- Электромуфтовая. Такой вариант сварки осуществляется с помощью соединительных муфт, которые содержат электроспираль.
- Муфтовая. Для этого вида сварки на месте стыка устанавливают трубы фитинги – муфты, отводы и другие элементы.
Принцип сварочных работ состоит в расплавлении пластикового материала, в процессе которого происходит соединение деталей. Поэтому все три способа можно назвать диффузионными.
Аппарат для муфтовой сварки труб из пластика
Иногда в квартире или частном доме требуется решить хозяйственные вопросы по замене или ремонту водопровода, установке отопительной системы. В таких случаях используется муфтовая сварка.
Произвести работы поможет сварочный аппарат для склеивания пластиковых труб, этот инструмент также называют паяльником или утюгом.
Как подготовить аппарат к сварочным работам
Прибор соединяет трубы разного диаметра. Это достаточно простое устройство для сварки пластиковых труб, состоящее из насадок и нагревательной пластины. Крепление насадок происходит благодаря специальным гнездам в аппарате.
Чтобы правильно их установить существует несколько рекомендаций:
- Для того чтобы не страдало качество сварки покрытие насадки должно быть чистым, поэтому прежде чем ее устанавливать, насадку нужно проверить. Если этого не сделать, то в процессе сварочных работ возможное загрязнение будет причиной неприятного запаха, а также плохо отразится на работе.
- Равномерный прогрев зависит от правильно поставленных насадок, они не должны выходить за края пластины.
- Если предстоят сварочные работы с трубами больше 40 мм в диаметре, то насадки нужно ставить в гнезда, находящиеся сзади нагревательной пластины.
Установка рабочего режима:
- Когда оборудование подключается к сети, загорается индикатор на кнопке пуска.
- Некоторое время нужно подождать пока аппарат для сварки пласт труб прогреется до нужной температуры. Длительность прогрева зависит от внешних температурных факторов и мощности применяемого аппарата. Обычно приходится ждать от 10 до 30 минут.
- Необходимо следить за нагревательным процессом, если крепежные приспособления плохо прижимают насадки, их следует плотнее подтянуть.
- Важно контролировать нагревание прибора. Для быстрой проверки температуры сварочного аппарата можно воспользоваться измерительным устройством или шрифтовым индикатором. Если в домашних условиях не имеется подобного инструмента, тогда согласно инструкции нужно выждать время.
- Если была необходимость сделать перерыв в работе и отключить аппарат, то для повторного нагрева требуется проделать те же самые шаги.
Прибором лучше пользоваться спустя минут пять после того, как он наберет нужную рабочую температуру. Это делают тогда, когда приступают к первой сварочной операции.
Как ухаживать
В первую очередь нужно осуществлять правильный уход за аппаратом для сварки пластиковых труб. По окончании работ прибор обязательно отключают от электричества и оставляют для самостоятельного остывания. Ни в коем случае его нельзя охлаждать водой.
Не менее важно следить за насадками и не допускать на них скопления влаги. Собираясь их устанавливать, не рекомендуется применять инструменты, которые принесли бы вред тефлоновому покрытию. Это касается также винтов, при завинчивании нельзя пользоваться пассатижами.
Иногда на насадках может образоваться загрязнение. Когда это случается лучше пользоваться мягкими, но не волокнистыми салфетками. Неплохо убирают грязь бумажные, если их смочить спиртом. Если не получается справиться с загрязнением, тогда насадки нужно заменить, так как пользование неочищенными отрицательно повлияет на качество работы.
Стыковая сварка
Этот способ сваривания используют для труб диаметром 50 мм и больше. Для соединения пластиковых труб применяют сварочный аппарат, который работает по той же схеме, что и муфтовый прибор. При больших объемах работ пользуются полуавтоматическими и автоматическими стационарными станками.
Электромуфтовая сварка
Электромуфта – это элемент, с помощью которого соединяются пластиковые трубы. На стык соединения надевается муфта, через контакты которой подается напряжение. Таким образом, находящаяся внутри нее спираль начинает нагреваться.
Преимущество этого способа в том, что комплект сварочного оборудования состоит из небольшого количества инструментов. Кроме муфт в состав входят только инструменты по обработке стыков.
Единственный недостаток такого способа сварки в немалой стоимости трубопровода за один погонный метр.
Если принято решение устанавливать или проводить ремонтные работы трубопровода из пластика, тогда необходимо приобрести специальный сварочный аппарат.
В основном, чтобы в домашних условиях произвести соединение пластиковых труб, достаточно иметь небольшой аппарат для муфтовой сварки, укомплектованный насадками.
trubaspec.com
Технология сварочных работ
Оборудование для сварочных работ и монтажа систем отопления или водоснабжения следует готовить заранее. Технология сварки отработана до мельчайших деталей.
Весь процесс складывается из трех простых этапов. Вначале надо выполнить подготовку соединяемых деталей. Затем нагреть их до состояния расплава. Температура плавления зависит от типа материала.
И третий этап – соединение двух отрезков. На видео показано как это делается. Практика показывает, что чем больше диаметр трубы, тем дольше ее нужно прогревать.
Для соединения изделий малых размеров применяется паяльник. Интервал нагрева должен быть такой, какой предписан инструкцией.
Прежде чем включить сварочный агрегат, следует приготовить отрезки труб и фитинги. Устройство системы отопления нужно отобразить метками на стенах в местах крепления.
Маркером помечаются и те детали, которые будут свариваться. Все элементы, которые предстоит соединить, нужно просушить и обезжирить. Затем они вставляются в аппарат и разогреваются.
Паяльник должен иметь соответствующую температуру. После нагрева детали снимаются с насадок и соединяются равномерными движениями. Без вращения.