Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.
Далее описаны основные нарушения в работе инверторов и их причины.
Нестабильность дуги, разбрызгивание металла
При значительных колебаниях входного напряжения или некорректной работе системы управления инвертора происходят скачкообразные изменения сварочного тока, что приводит к нестабильности дуги. В этом случае в первую очередь необходимо проверить напряжение сети. Если оно в норме, а колебания продолжаются, следует произвести внутреннюю диагностику инвертора.
Разбрызгивание металла при сварке, как правило, является следствием неправильного выбора тока сварки. Причиной этого может быть как человеческий фактор, так и неисправность регулятора тока или системы управления.
Инвертор не включается
У этого явления может быть несколько причин:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Перегрев инвертора
Основной причиной перегрева инвертора является нарушение тепловых режимов из-за большого количества пыли во внутреннем пространстве аппарата. Пыль выступает в роли теплоизоляции, покрывая поверхности охлаждаемых потоком воздуха компонентов, и не позволяет нормально работать вентиляторам. При постоянном перегреве, прежде чем заводить речь о диагностике и ремонте, необходимо тщательно и очень аккуратно очистить все внутренние модули сжатым воздухом. Другой причиной перегрева инвертора является несоблюдение рекомендуемой величины параметра ПВ (продолжительность включения).
Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Прикипание электрода к металлу
Если в процессе сварки электрод прикипает, скорее всего, это вызвано неправильным подбором технологических параметров и плохой подготовкой свариваемых поверхностей. Кроме того, для предупреждения такого явления все современные инверторы оснащены автоматической функцией Anti-Stick. Когда значение сварочного тока соответствует диаметру электрода и толщине свариваемого метала, а зона сварки разделана и зачищена надлежащим образом, причиной прикипания (залипания) может быть периодическое снижение напряжения как со стороны электросети, так и непосредственно в цепи сварки.
В первом случае необходимо стабилизировать сетевое питание или же использовать инвертор с возможностью работы при пониженном напряжении. Со стороны сварочной цепи должна производиться периодическая зачистка контактов и проверка их надежности. Кроме того, падение напряжение может быть вызвано применением кабелей, длина и сечение которых не соответствуют нормативным требованиям.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.
Самопроизвольное отключение
Причинами внезапных отключений сварочного инвертора могут быть резкие скачки напряжения питающей электросети, неисправность входного автомата и срабатывание температурной защиты. В первом случае необходимо каким-либо образом стабилизировать входное напряжение или использовать аппарат, предназначенный для работы в таком диапазоне. При частом срабатывании температурной защиты необходимо произвести внутреннюю очистку от пыли и проверить соблюдение рекомендаций производителя по длительности непрерывной работы. Проверить исправность входного автомата можно без сложного ремонта, временно подключив вместо него заведомо исправное устройство.
Порядок действий при ремонте аппаратов
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки. Инвертор следует разобрать, почистить и внимательно осмотреть изнутри, т. к. проблема может заключаться в избытке пыли или каком-либо отвалившемся проводке, и никакого серьезного ремонта на самом деле не нужно.
Если принято решение осуществить самостоятельный ремонт, то необходим следующий минимальный набор инструментов:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.
Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Читать также: Инструмент для обнаружения скрытой проводки
Порядок действий на первом этапе таков:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Диагностика инвертора
Проверка полупроводниковых электронных компонентов выполняется путем замера сопротивления на их выводах со сменой полярности мультиметра. В одном случае оно должно быть близко к нулю, во другом — бесконечно большим.
Перед тем как приступить к диагностике инвертора, необходимо включить последовательно с ним лампочку накаливания 100÷150 Вт, которая будет стабилизировать ток и послужит защитой от короткого замыкания. Кроме того, по свечению лампочки можно судить о рабочем состоянии конденсаторов и силовых транзисторов.
Диагностику инвертора проводим в следующей последовательности:
- Проверка силовых диодов выходного выпрямителя. Замеряем мультиметром сопротивление на выходных клеммах инвертора. В одну сторону должен быть ноль, в другую – бесконечность. Если это не так, то переходим к ремонту: определяем неисправный диод и заменяем его.
- Проверка силовых транзисторов ВЧ-преобразователя. Вначале необходимо определить тип расположения выводов транзисторов. Делаем замер на «пробой», меняя полярность между затвором и двумя другими выводами. Если в обе стороны ноль, то транзистор неисправен и подлежит замене.
- Проверка диодов НЧ-выпрямителя. Здесь диоды включены по мостовой схеме, поэтому вначале нужно определить четыре контактные точки. При нуле в обе стороны диод подлежит замене.
- При исправности всех силовых полупроводников приборов можно подсоединить инвертор к сети. При этом включенная последовательно с ним лампочка сначала вспыхнет на несколько секунд, а затем по мере заряда конденсаторов НЧ-выпрямителя начнет заметно тускнеть. Если хотя бы один из транзисторов ВЧ-преобразователя пробит, лампочка будет гореть полным накалом.
- Затем инвертор можно несколько раз включить и выключить клавишей на лицевой панели. После этого необходимо замерить напряжение холостого хода в нескольких положениях регулятора тока (оно будет несколько меньше номинального).
Перед тем как ремонтировать сварочный инвертор, его необходимо отключить от электросети. Схему с лампочкой можно использовать только на холостом ходу. Проверку аппарата под нагрузкой лучше всего производить с балластным реостатом.
Замена транзисторов
При ремонте сварочного инвертора, возможно, придется заменять транзисторы, стабилитроны, резисторы и другие электронные детали. Для этого необходимо обладать некоторыми навыками по пайке подобных изделий. При замене транзисторов (IGBT и MOSFET) необходимо помнить, что они могут выйти из строя под воздействием статического электричества. Работать с ними рекомендуется на антистатических поверхностях и в браслетах для защиты от статики. На самом деле мало кто полностью следует этим предписаниям, но знать о них все же необходимо.
Для того чтобы заменить силовой транзистор, необходимо выкрутить винт, которым он прижимается к радиатору, отделить его корпус от поверхности, а затем аккуратно выпаять. Установка нового транзистора производится в обратном порядке, перед тем как прижать его винтом к радиатору, нужно нанести на место контакта тонкий слой теплоотводящей пасты.
Ремонт выпрямителей
В составе инвертора присутствуют три выпрямителя: однополупериодный выходной и два мостовых: входной и внутреннего питания («дежурка»). Первый имеет в своем составе два диода и проверяется мультиметром через входные клеммы инвертора, а мостовые — по четырем точкам (на разъемах или плате). При ремонте выпрямителей чаще всего заменяются диоды, конденсаторы и балластные резисторы. Специальных мер предосторожности при пайке этих элементов нет, хотя при замене деталей внутреннего источника питания нужно быть предельно внимательным: они установлены на печатной плате. Диоды входного и выходного выпрямителей крепятся на радиаторы. При установке нового элемента перед фиксацией его прижимным винтом нужно обязательно воспользоваться теплоотводящей пастой.
Диагностика конденсаторов
Основные причины выхода из строя электролитических конденсаторов — это механические повреждения, значительные превышения номинального напряжения, нарушение внутренних контактов и старение. В первых двух случаях неисправности можно обнаружить визуально, при этом на торцы большинства моделей электролитических конденсаторов нанесены специальные насечки, которые приподнимаются или раскрываются при «взрыве» электролита (см. фото ниже).
Скрытые неисправности достаточно просто обнаруживаются прибором с функцией измерения емкости или же обычным мультиметром. В последнем случае предварительно разряженный конденсатор сначала показывает небольшое сопротивление, которое по мере его заряда от источника мультиметра возрастает вплоть до бесконечности. При замере на контактах неисправного конденсатора прибор показывает либо обрыв, либо какое-нибудь постоянное сопротивление.
Ремонт платы управления
Если простая диагностика мультиметром и последовавший за ней ремонт не дали нужного результата, то источником проблем, скорее всего, является плата управления. Без осциллографа здесь можно проверить только значения напряжений в обозначенных на схеме контактных точках платы, а также замерить питающие напряжения и прозвонить полупроводниковые приборы (которые, скорее всего, придется выпаивать). Кроме того, для ремонта платы управления необходимы хорошие знания радиоэлектроники и умение разбираться в схемах электронных приборов. Тому, кто не обладает такой квалификацией, остается один путь — в сервисный центр или к специалисту с хорошей репутацией.
Нам кажется, что в этой статье перечислены все возможные действия по диагностике неисправностей инвертора с использованием мультиметра. Если мы пропустили какие-то важные моменты, напишите об этом в комментариях и расскажите о своем опыте ремонта инверторного аппарата.
Такая проблема ,сгорел инвертор nikkey мма160.проблемы были по источнику питания,земенено несколько резисторов,полевик irfpe40,конденсаторы по питанию.кренка(стабилиз.напруги-12v)-подает питание на плату управления. После всей замены сварочник заработал,но почти не варит,регулятор тока ничего не меняет.варит только на минимальных токах,чего посоветуете?
Вначале проверить, стабильно ли доп. питатель держит 26 вольт и не проседают ли они под нагрузкой. Так же поступить с входным 300 вольт. Не поможет – схему аналога Вам , по моему давали, смотрите обратные связи.
Тут увидел Ваш старый пост. Если Кренка прошита была, то смотрите управу. Схему в руки и вперёд.
у меня на плате управления две микрухи стоят может какая та из них грохнулась.раз туда 24 вольта пошло.,там то в принципе и гореть то нечему больше.
александр_16 написал : у меня на плате управления две микрухи стоят
batko , Там скорее всего CA3140 и KA3525. Ну ещё малость обвязки.
Читать также: Сколько оборотов у болгарки в минуту
да именно такие там и стоят са3140,ка3525,а вот как их проверить?
смотри стаб +5 вольт, проверь напряжение + 5в на регуляторе тока. 3140 и 3525 у тебя исправны, иначе, ты бы это сразу заметил, как и соседи.
Очередной глухарь. Что ж ему никто сразу не подсказал, что 24V для этих МС – не то напряжение, при котором они горят. И в своём первом посте tehsvar уже рассказал о причине отказа, там надо шерстить ОС по току. А вообще, такие вещи без элементарных познаний в области силовой электроники, лучше сразу нести в сервис, а там где его нет – к местному Кулибину, это ведь не радиоприёмник.
Нефига, здохла кренка на 5V
Разве там есть такая? По-моему +5V для схемы стабилизации, идёт с вывода VREF ШИМ контроллера. А парень шустрый, быстренько прошёлся своей темой по сайтам с силовой тематикой (видел его здесь » > ), видимо поэтому он здесь тему и забросил, что там оказалось вкуснее.
Уважаемые знатоки силовух,я много чего перелопатил по своему сварочнику по поводу регулировки тока,а в итоге чуть заметен был обрыв провода на подстроечник регулировки тока,так что получается я и себе и вам зря голову морочил,но все равно спасибо всем присоеденившимся к моей беде когда он вообще не работал ,все-таки помогли мне его запустить,теперь варит даже неплохо,заодно и я уже больше опыта набрался. Вообщем всем большое спасибо.
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Рекомендации по самостоятельному ремонту
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
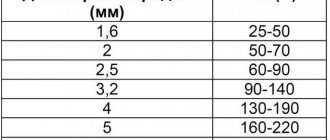
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются.
В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 o С.
Читать также: Инструмент для контроля размеров
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:
- обрыв стоек, особенно в дешёвых моделях. Лёгкие и хрупкие аппараты не переносят ударов;
- неработающий вентилятор — при критической перегрузке срабатывает защита от чрезмерного напряжения. Это же происходит, если аппарат продолжительное время работает в режиме включён-выключен;
- дефект соединения выключателя и нижней панели не даёт работать вентилятору, оставляет аппарат без напряжения;
- неправильное соединение внутри устройства выключает индикатор неисправностей, напряжения при этом нет;
- плохой контакт зажима «массы» в гнезде корпуса или с деталью не даёт поджечь и поддержать дугу. Колодка клеммы, к которой подключают сварочный кабель, — это уязвимое место любого сварочного аппарата;
Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
- плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм 2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;
Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м
Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
| Диаметр электрода, мм | >12 |
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.
На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.
Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Слабый ток в сварочном инверторе
. можно сделать — это отнести в контору, где их починяют, а не доламывать его, тогда ремонт встанет дороже.
на крайняк можно спросить ТУТ или ТУТ, но скорей всего ответ будет схожим.
JLCPCB, всего $2 за прототип печатной платы! Цвет — любой!
Зарегистрируйтесь и получите два купона по 5$ каждый:https://jlcpcb.com/cwc
Ну спасибо за помощь. Удружил. Только вот на других форумах я не сижу. Я поклонник радио котэ.
посчитал цепочку Rt и Ct для uc3846n и по расчету вышло 100 кгц. но не как не 400 кгц. Так что еду за конденсаторами и uc3846. и прихвачу tl084 на всякий случай. но скажу честно. мне ой как не верится что это шим контроллер виноват. но не вериться и все. но тем не менее надо проверить и эту версию
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
_________________ Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
и Analog Devices приглашают всех желающих 27/04/2021 принять участие в вебинаре, посвященном решениям Analog Devices для гальванической изоляции. В программе вебинара: технологии гальванической изоляции iCoupler, цифровые изоляторы, технология isoPower, гальванически изолированные интерфейсы (RS-485, CAN, USB, I2C, LVDS) и другое. Вебинар будет интересен разработчикам промышленной автоматики и медицинской техники.
Широкий ассортимент винтовых клеммников Degson включает в себя различные вариации с шагом выводов от 2,54 до 15 мм, с числом ярусов от одного до трёх и углами подключения проводника 45°, 90°, 180°. К тому же Degson предлагает довольно большой выбор клеммных винтовых колодок кастомизированных цветов.
все как зря но как то так
канал А и канал В соответственно. странно что частоты разнятся
ПРИСТ расширяет ассортимент
_________________ Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
и что же мне делать? мне принесли на ремонт и самому идти в ремонт что бы починили? там денег сдерут. я еще и в минусе останусь
идти в ремонт это немыслимо. и вернуть не рабочую тоже. сам сделаю нафиг
_________________ Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
_________________ Хоть оптика и увеличивает изображения но, глядя через оптический прицел, все проблемы мельчают.
ну ну. вот хочу пробник хамелион собрать. да все не как не соберусь. хороший был бы помощник в данном деле. чего вы думаете у меня знаний нет? я понимаю не детально конечно но принципы осознаю. поэтому начинаю проверять основываясь на том что знаю. мультиметр есть конечно. даже три штуки. два цифровых и один стрелочный. цифровые сжигал. но потом чинил их. работают отлично.
а по делу. схемы данного сварочника постараюсь поискать. если нет то постараюсь составить. но будет сложно. постараюсь основной модуль управления перерисовать. но сначала попробую заменить шим. не нравится мне то что выходные транзисторы целы а нет тока.
ну что уважаемые котэ. я искал причину и похоже я ее нашел. 16 вывод UC3846n (External shutdown signal input) Вход внешнего сигнала отключения. Он подключен к ОУ tl084 к одному из четырех каналов. И я проверяю ОУ и выходит что ОУ по положительному сигналу на инвертирующем входе не притягивает к минусу питания. Выходит что на 16 ножке ШИМ контроллера постоянно положительное питание. наверно дело все таки в этом. Как вы думаете?
_________________ ========= Правила Форума ЗДЕСЬ _____ Правила раздела БАЗАР ЗДЕСЬ _____ Если вы продаете, прочтите ЗДЕСЬ
Редко появляюсь. Если вопрос не личного характера пользуйтесь кнопкой «!» .
_________________ Вы не знаете в какой концлагерь нас везут? Не. не знаю. я политикой не интересуюсь.
Часовой пояс: UTC + 3 часа
Кто сейчас на форуме
Сейчас этот форум просматривают: Bing [Bot] и гости: 28
Источник
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
- Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.
Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов
Кнопку проверяют в режиме «включено», прозванивая её контакты
Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов
Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы
Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны
Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ
Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В
При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
Перед проверкой блока питания выключите аппарат из розетки!
На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–170 0 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник