Присадочная сварочная проволока и ее особенности
Проволока – это металлическое изделие, которое имеет малое сечение. Причем оно настолько мало, что несопоставимо по размерам с его длиной. Для производства проволоки применяют различные виды металлов – и черных, и цветных, и нержавеющих.
Порошковая сварочная проволока
Отдельный класс продукции – это сварочная. Ее применяют для проведения автоматической и полуавтоматической сварки. Из нее изготавливают электроды, прутки и прочие изделия, применяемые при сварке деталей ручным и автоматическим способом.
По сути, она заменяет собой электроды, используемые при сварочных работах. Через нее в сварочную зону подают электричество, необходимое для розжига и поддержания дуги. Кроме того, проволока принимает участие в формирование сварных швов и обеспечивает их физико-механические параметры.
Для производства проволоки, применяемой для сварочных работ, используют различные типы металла. При этом может измениться сфера использования готовой проволоки. Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
При строительстве судов чаще всего применяют порошковую проволоку. Кроме того, существует омедненная проволока. Ее использование влечет за собой получение качественных швов. Не так давно, в ходу была проволока без какого-либо покрытия вообще.
Омедненная присадочная проволока
Выбирая проволоку для сварочных работ необходимо всегда помнить о том, что на рынке существует несколько типов подобной продукции. Они отличаются друг от друга не только химическим составом, но и строение, количеством легирующих компонентов.
Проволоку необходимо выбирать исходя из пометок, нанесенных на ее поверхность или на упаковку. Пометки, говорят потребителю о физико-технических параметрах проволоки и области ее применения.
Например, в ГОСТ 2246-70, это документ, который нормирует технические условия на стальную сварочную проволоку. Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Кроме того, сварочную проволоку разделяют на ту, которую применяют для выполнения сварочных работ, и на ту, из которой производят электроды. Она может быть изготовлена c с медным покрытием и без него. Все тонкости, касающиеся диаметра, марки стального сплава, наличия покрытия должны оговариваться при оформлении заказа.
Что такое присадочная проволока
Присадочная проволока — это пруток из специального материала, имеющий сечение небольшого диаметра. Материалом для ее изготовления могут служить различные металлы. Отдельный вид — это присадочная проволока для аргонодуговой сварки. Она может применяться при использовании автоматических и полуавтоматических аппаратов. Прутки для аргонодуговой сварки играют роль проводников между током и дугой. Они обеспечивают легкое зажигание дуги и стабильность ее горения.
Во время сварки происходит постепенное расплавление материала проволоки и смешивание ее с основным изделием. При смешивании характеристики шва улучшаются. Поскольку присадка для аргонной сварки должна иметь тот же состав, что и основной материал, то проволока может выполняться из различных видов металла. Присадочный материал для аргонодуговой сварки не имеет дополнительного покрытия или обмазки, поскольку их функции выполняет аргон.
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
Сварка аргоном
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Основы сварки алюминия аргоном (аргонодуговым способом)
Аргонодуговая сварка алюминия (AC TIG) производится с помощью специального оборудования и материалов. В стандартный комплект для проведения сварочных работ входят:
- инвертор TIG AC/DC (источник переменного тока);
- заземление (без него работать – небезопасно);
- вольфрамовые электроды;
- присадочный пруток (проволока);
- специальная сварочная горелка TIG;
- блок охлаждения горелки (при больших объемах работы);
- цанги с держателями и сопла к горелке;
- баллон с газом (аргоном или смесью аргона с гелием);
- надежный газовый шланг;
- редуктор для понижения давления используемого газа.
Кроме этого, стоит обзавестись хорошим сварочным щитком или маской «Хамелеон» с автоматически затемняемым светофильтром, а также использовать качественные краги. Многие любители сварки предпочитают использовать в работе педаль управления сварочным током, но чаще её можно встретить в арсенале сварщика-профессионала, новичку важнее освоить технику сварки и правильно выставить объем подачи газа, подготовить материалы, настроить аппарат и отрегулировать сварочный ток под нужную толщину металла.
Чем хороша сварка алюминия аргоном
Алюминий представляет собой более сложный для термической обработки металл, чем железо. Основная причина этого – мгновенное образование на его поверхности тонкой пленки оксида при контакте с кислородом. Эта пленка имеет в несколько раз большую температуру плавления, чем чистый алюминий.
В процессе сварки аргон препятствует окислению алюминия, вытесняя кислород. Присадочная проволока, которая производится из алюминия, под воздействием дуги расплавляется и формирует сварной шов.
Преимущества использования аргонодуговой сварки весьма солидны:
- универсальность метода (он подходит для сваривания различных металлов и сплавов);
- стабильность дуги;
- возможность, образования аккуратного тонкого шва;
- более прочные сварные соединения на ответственных участках.
Метод аргонодуговой сварки переменным током действительно обеспечивает первоклассный результат. К тому же, очень многое зависит от инвертора. Поэтому на производстве всегда используются модели премиум-класса, а хороший хозяин готов вложить деньги в покупку надежного аппарата. Пусть и придется его использовать лишь время от времени.
Переменный или постоянный ток – выбор очевиден
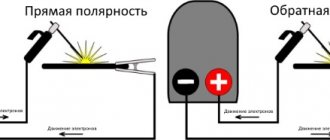
При сварке алюминия именно переменный ток завоевал любовь и уважение специалистов. Для того чтобы понять, почему так происходит, нужно немного углубиться в технические детали.
При подключении постоянного тока обратной полярности происходит катодная очистка оксидной пленки, но значительно возрастает температура сварки. В результате даже такой тугоплавкий металл, как вольфрам, из которого сделан электрод, начинает постепенно разрушаться. Если же подключить постоянный ток прямой полярности, то он не может пробить оксидную пленку, но обеспечивает более стабильную дугу.
Именно переключение полярности тока обеспечивает качественный итог вашей работы. Значит, выбор очевиден – нужно использовать переменный ток.
Сварка алюминия постоянным током используется значительно реже. Этим способом работать намного сложнее, к тому же нужно использовать чистый гелий вместо аргона, а он стоит в разы дороже.
Подготовка деталей к сварке – зачем она нужна
Качество сварного шва напрямую зависит от тщательности подготовки поверхности изделий из алюминия. Пренебрегая этим правилом, вы рискуете получить негативный результат, даже, если используете высококачественный инвертор и первоклассный аргон.
Поэтому перед тем, как приступить к сварочным работам, необходимо:
- Обезжирить поверхность при помощи растворителя (уайт-спирита, бензина или ацетона).
- Зачистить поверхность от оксидной пленки механическим или химическим способом.
- Дать просохнуть обработанным изделиям после химической обработки специальными составами.
Механический способ зачистки при помощи проволочной щетки или наждачной бумаги допускается при сварке в домашних условиях.
На производстве используется химический способ очистки, включающий травление в щелочных растворах, промывку в горячей и холодной воде, осветление и окончательную просушку.
Как правильно сваривать алюминий вольфрамовым электродом с присадкой
Для сварки алюминия используют неплавящиеся электроды из тугоплавкого вольфрама. Многие модели этих изделий содержат дополнительные примеси, улучшающие качество процесса.
Читать также: Кованая лестница с деревянными ступенями
Технология аргонодуговой сварки алюминия имеет свои особенности. Главное правило, которого стоит неукоснительно придерживаться, состоит в следующем: присадочная проволока должна находиться перед электродом и перемещать ее нужно исключительно вдоль шва.
Производить сварку можно в различных пространственных положениях. Но стоит помнить, что аргон является более тяжелым газом, чем кислород. Поэтому лучшее качество шва обеспечивается при горизонтальном расположении свариваемых изделий. Для сварочных работ на потолке или стенах целесообразно использовать смесь аргона с очень легким гелием. При этом неизбежно возрастают расходы, так как стоимость гелия значительно выше, чем у аргона.
Еще несколько моментов, на которые стоит обратить внимание, состоят в следующем:
- Длина дуги должна быть минимальной. Для этого электрод располагают как можно ближе к поверхности свариваемого изделия.
- Подачу проволоки нужно производить плавно. При наличии опыта это происходит автоматически. Новичкам приходится сложнее. Резкие рывки приводят к разбрызгиванию металла.
- Вертикальное положение электрода обеспечивает наиболее стабильную дугу. Поэтому его желательно придерживаться в течение всего процесса сварки.
- Скорость сварки должна быть максимально большой. Чем она выше – тем лучше качество шва. Поэтому отличить результат работы опытного сварщика от усилий новичка можно невооруженным глазом.
Оборудование для сварки аргоном – что выбрать?
Выбор конкретной модели сварочного оборудования (инвертора) зависит от:
- финансовых возможностей конкретного человека или организации;
- типа планируемых сварочных работ и их периодичности;
- диаметра свариваемого металла;
- возможности постоянного подключения к источнику энергии напряжением 380В.
Для использования в домашних условиях прекрасно подходят универсальные аппараты Brima TIG 250 AC/DC 220V или Сварог TECH TIG 200P AC/DC (E101). Они могут использоваться для аргонодуговой сварки на переменном и постоянном токе, а так же для ручной дуговой сварки железных изделий на постоянном токе.
Покупая их, вы получаете в свое распоряжение недорогие универсальные аппараты, которые отличаются неприхотливостью использования. Они всегда помогут вам быстро, а главное – качественно, выполнить сварочные работы даже в собственной квартире.
Модели Сварог TECH TIG 315P AC/DC (E103) и Барс Profi TIG 317DP AC/DC работают от напряжения 380 Вольт и предназначены для сварки толстого металла. Они отличаются более впечатляющими техническими характеристиками.
Поэтому их часто приобретают клиенты, которые работают на авторемонтных предприятиях, в мастерских или кузнечных цехах.
Сварочные инверторы премиум класса BLUEWELD BEST TIG 252 AC/DC HF/LIFT VRD и EWM Tetrix 230 AC/DC незаменимы при проведении ремонтных работ, в строительстве, на машиностроительных, химических предприятиях. Они обеспечивают безопасную работу даже в местах с высокой опасностью поражения электрическим током и рассчитаны на использование при низкой (до -20° C) температуре.
Наиболее функциональными являются инверторы премиум-класса, предназначенные для использования в промышленных масштабах. Они обладают многими выдающимися характеристиками и особенностями.
Модель Lincoln Electric INVERTEC V205-T AC/DC имеет удобную функцию распознания питания, надежно защищающую инвертор от перегрузок. Кроме того, она также включает в себя функцию управления вентилятором, снижая потребляемую мощность и количество пыли, попадающей внутрь аппарата.
Инвертор EWM Tetrix 551 AC/DC снабжен большими колесами, значительно облегающими перемещение аппарата и простой панелью управления.
Сварочный аппарат Kemppi MasterTIG MLS 2300 ACDC обладает максимальной мощностью сварки на 220В и отличается компактными размерами.
Модель ESAB Origo TIG 4300IW AC/DC специально разработана для TIG сварки разных материалов и содержит в себе удобную функцию предварительного программирования режимов.
В магазине Тиберис вы всегда можете рассчитывать на грамотную консультацию при подборе нужной модели инвертора и приятный сервис. Позвоните нам по телефонам или! С нашей помощью сварочные работы становятся очень удобными.
Видео-руководство по сварке алюминия для новичков
Переход к разделам статьи:
Какие особенности АрДС некоторых металлов? Как выбрать присадочный пруток? Зачем нужен присадочный пруток?
Банальные вопросы, которые задает себе каждый начинающий сварщик-аргонщик, ведь при аргонодуговой сварке (читайте АрДС для чайников) необходимо в одной руке держать горелку, перемещая ее вдоль линии соединения, а второй — добавлять присадочный материал в сварочную ванну по мере ее расплавления. В некоторых случаях, например, при сварке тонкого металла встык, можно обойтись и без прутка, но если нужно получить усиление шва в виде выпуклого валика или сварить тавровое соединение с определенным катетом, без присадки никак не обойтись. Здесь все так же, как и в ручной дуговой сварке. Присадочный материал должен иметь сходный химический состав с основным металлом изделия, тогда и механические свойства шва будут высокими. В процессе плавления прутка и переходе металла в сварочную ванну происходит некоторое выгорание легирующих элементов, поэтому в идеале их процентное содержание в прутке должно быть немного выше, чем у свариваемого металла.
Вот некоторые металлы, которые широко используются на сегодняшний день во всех отраслях народного хозяйства и в быту:
- черные ;
- нержавеющие;
- алюминий;
- медь и ее сплавы.
Остановимся на каждом из них подробнее.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
В РФ выпускают проволоку преимущественно для сварных работ с черными сталями.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
Схема сварки при использовании присадочной проволоки
Эта сварка может быть использована часто, так как обладает множеством достоинств. Так, сварка может быть невозможна потому, что направление электрода в необходимое место невозможно. Кстати, такие проблемы встают и при выполнении сварки полуавтоматом.
В этих условиях имеет смысл использовать порошковую сварку. Все дело в том, что она сочетает в себе положительные свойства обыкновенных электродов и обыкновенной сварочной проволоки.
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.
Нержавеющие стали
Коррозионностойкие стали варятся сложнее, чем черные из-за их более сложных физико-химических свойств. Во-первых, у нержавейки больше электропроводность, поэтому понадобятся более высокие токи, чем обычно, приблизительно на 15%. Во-вторых, легирование хромом от 13% (что и делает сталь стойкой к коррозии) может вызвать проблемы. Например, при сварке нержавейки тонкостенной, которая встречается чаще, чем толстая,важно организовывать газовую защиту обратной стороны шва, обратного валика. Оксиды хрома приводят к возникновению трещин. Если вы сварили дорогую выхлопную систему автомобиля из стали AISI 304 и защита шва шла только с наружной стороны, со временем ваша система развалится. Чтобы защитить шов внутри трубопровода, в него напускают аргон, а открытые торцы закрывают заглушками.
Аустенитные стали типа 12Х18Н10Т (AISI 321); 08Х18Н10 (AISI 304) варят с прутком нержавеющим ER-308 (аналоги СВ-06Х19Н9Т, СВ -01Х19Н9, СВ-04Х19Н9). Стали типа 12Х18Н10т называют еще «пищевыми нержавейками», так как оптимальная пропорция хрома и никеля придает стойкость к агрессивным средам, таким как органические кислоты, образующиеся при переработке некоторых пищевых технических культур. Стали данного типа часто встречаются в быту. Наплавленный металл ER-308, имеющий сходный химсостав, также не боится кислотных и прочих «недоброжелательных» сред. Низкое содержание углерода в проволоке ER-308 снижает риск развития межкристаллитной коррозии — процесса развития коррозии по границам зерен металла. Содержание кремния и марганца положительно сказывается на формировании и кристаллизации сварочной ванны.
Механические свойства ER-308:
- Предел текучести, Rp0.2 390 MПa;
- Предел прочности, Rm 600 MПa
- Относительное удлинение A5 42 %
- Ударная вязкость, J 120
Следующий класс сталей — хром-никель-молибденовые типа ст.10Х17Н13М3Т, ст.03Х17Н14М2; 15Х14Н14М2ВФБГ; 08Х16Н13М2В. Применяются чаще в промышленности, в быту гораздо реже. Благодаря легированию молибденом они становятся устойчивыми к еще более агрессивным кислотным средам ( серная, ортофосфорная кислоты и т.д.). Молибден препятствует местной коррозии, горячему образованию трещин, повышает температуру эксплуатации конструкций и механизмов и ударную вязкость при сверхнизких температурах. В качестве присадочного материала для этих сталей применяется пруток нержавейка ER-316 (отечественный аналог Св-04Х19Н11М3).
Механические свойства ER-316:
- Предел текучести 480 МПа
- Предел прочности 630 МПа
- Удлинение 33% КCV
- +20°С 175 Дж
- — 110°С 150 Дж
- -196° С 110 Дж
Часто задают вопрос про сварку нержавейки в бытовых условиях: нужно ли для этого приобретать дорогой источник питания инверторного типа? Совсем не обязательно, сварить нержавейку можно и на обычном ММА-сварочнике (смотрите наш Магазин отзывов). Некоторые из них, правда, имеют переключатель режимов ММА/TIG, но и те инвертора, в которых такая возможность отсутствует,можно приспособить к аргонодуговой сварке: приобретите вентильную горелку, баллон с аргоном и редуктор давления дополнительно. Сварка на таком самодельном аргонном аппарате имеет свои особенности, но если их учитывать, можно вполне сносно работать. Главное, не начинать сварку на изделии, приготовьте для этого графитовую подкладку. Если будете начинать на изделии, вольфрамового электрода вам хватит на пару поджигов, затем придется перетачивать. Заканчивать процесс также необходимо на графите.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.
Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.
Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Сварка меди
В интернете вы найдете много информации по сварке меди, только вот 90% из этой информации – теория, переписанная еще с советской литературы или ей подобной. Практические советы приходится собирать по крупицам. А что самое главное в сварке? Правильно, практика и немного теории.
Что утверждается не без оснований: медь имеет высокую теплопроводность и электропроводность, требуются высокие токи. Может возникнуть проблема ее ломкости в горячем состоянии. Активно растворяет в себе кислород с образованием закиси меди и водород даже несмотря на защиту аргоном. Причем окисляется поверхностный слой зерен металла, образуется Cu+Cu2O. В связи с тем, что Cu2O имеет температуру плавления выше на 20 градусов, чем Cu, металл склонен к образованию горячих трещин.
При сварке меди используют также азотно-дуговую сварку. Азот, используемый в качестве инертной среды, обеспечивает лучшую защиту сварочной ванны, более глубокое проплавление при одном и том же токе. Но есть и недостатки: нестабильность дуги, низкая скорость сварки. Поэтому, по-прежнему, для сварки меди используют аргон, так как с ним работать проще, если сравнивать с азотом, и он стоит дешевле, чем гелий.
Теоретически, какая бы надежная газовая защита не была обеспечена, ее все-таки недостаточно: кислород и водород все-равно насыщают расплавленную медь. Для того, чтобы вывести эти вредные газы нужны раскислители. Вот почему не рекомендуется использовать для сварки меди чистую медь как присадочный материал, а с добавлением легирующих элементов. Например, присадочный медный пруток CuSi3 (CuSi3Mn1; БрКМц3-1; ESAB OK Tigrod 19.30) содержит 3,4% кремния и 1,1% марганца, которые связывают кислород и выводят его из расплава.
Химический состав CuSi3:
- Si 2,8-4,0
- Mn 0,75-1,50
- Fe о С. Но в большинстве случаев он не играет такой ролик, как отжиг при температуре 450 – 500 о С после сварки. Эта операция в большинстве случаев является обязательной для снятия внутренних напряжений и «перезапуска» структуры сплава.
Будьте внимательны. При нагреве оловянистых бронз до 550 о С происходит выплавление легкоплавкого компонента – олова. В связи с этим образуются многочисленные дефекты (поры, раковины).
Если несмотря на термическую обработку шов трескается, значит неудачно подобран присадочный материал и его необходимо заменить. В таком случае нужно удалить наплавленный металл (выполнить разделку болгаркой до удаления присадки). Если трещина проходит через кратер шва, необходимо отвести горелку в сторону основного металла.
Читайте про сварку латуни в отдельной статье.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.
Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Применение
Правильно выбрав присадочный материал, необходимо соблюдать технологию сварки в аргоновой среде. Могут быть использованы автоматический и полуавтоматический режимы. Подача присадочной проволоки должна быть синхронной с поступлением аргона. Как правило, используется постоянное напряжение, что предполагает использование выпрямителя.
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:
- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.
В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.
Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Сварка алюминия
Про аргонодуговую сварку алюминия уже говорено-переговорено на всевозможных сайтах и форумах в интернете. Сварка алюминия – это сложней, чем чермета и нержавейки, но если делать все правильно, сам процесс и результат работы принесут вам удовольствие.
Какие алюминиевые сплавы чаще всего приходится варить?
Первое, это хорошо свариваемые деформируемые алюминиево-магниевые и алюминиево-марганцевые сплавы АМг и АМц не упрочняемые термической обработкой. Для сварки этих сплавов используется присадочный пруток TIG ER-5356 (отечественный аналог Св-АМг5 ГОСТ7871-75). Правило подбора прутка все то же: он должен иметь сходный химический состав с металлом изделия. В этом плане, пруток ER-5356 более всего соответствует таким маркам, как АМг3, АМг5, АМг6.
Механические свойства:
Предел текучести: 120 Мпа, Предел прочности: 265 Мпа, Удлинение: 26%
Второе, это литейные алюминиевые легированные кремнием (кремний+марганец) сплавы типа АК7ч (АЛ9), АЛ10, АД35 и т.д. и т.п. Они часто используются в различных конструкциях и узлах, которые требуют уменьшения веса при сохранении высокой прочности, так как все эти сплавы упрочняются термообработкой. Например, АК7ч можно состарить до твердости 70…80 НВ.
Для таких сплавов применяется присадка TIG ER-4043 (AlSi5), отечественный аналог Св-АК5 ГОСТ7871-75. Часто приходится исправлять дефекты литья или механические дефекты (алюминиевые автомобильные диски, корпуса авиационных асинхронных электродвигателей и т.д.).
Механические свойства шва, сваренного ER-4043 : Предел текучести: 55 Мпа, Предел прочности: 65 Мпа, Удлинение: 18%
Как уже говорилось, алюминий – непростой металл. Поэтому есть смысл поговорить о трудностях, связанных с его сваркой. Вот некоторые особенности:
- Поверхность алюминия покрыта тугоплавкой оксидной пленкой АL2O3, по некоторым данным, температура ее плавления составляет 2000 -2700 градусов Цельсия, что на порядок выше температуры плавления самого алюминия, всего 600-650 градусов. Очевидно, что расплавив алюминиевую пленку вы неминуемо прожгете металл. Нужно удалить пленку какими-то другими способами. И они были придуманы.
Читать также: Разбор бензопилы штиль 180
Первый способ, сварка на переменном токе. Известно, что переменный ток отличается от постоянного тем, что он многократно меняет направление своего движение в единицу времени. Дуга переменного тока разрушительно действует на оксид алюминия.
Второй способ, это использование лепесткового круга для зачистки металла до блеска или химического травления.
- Также вам понадобится высокочистый аргон с самым низким содержанием примесей. Из обычного аргона незамедлительно «полезет» грязь.
- Высокая тепло- электропроводность алюминия требует от источника питания большой мощности и предварительного нагрева в электропечах.
- Большие объемы работ лучше выполнять на сварочных инверторах, специально предназначенных для сварки цветных сплавов: вы можете и регулировать «очистку алюминия» и работать в режиме 4Т в следующей последовательности: настраиваемый начальный ток – основной ток – кратер шва.
Для сварки нержавейки
Нержавеющая сталь обладает некоторыми сложностями при обработке. Для выполнения сварки подбирают такой материал, которая максимально приближена к составу заготовок. Например, 04×19Н11М3.
Проволока для сварки нержавейки
Он обладает стойкостью к коррозии. Проволоку из этого материала применяют для сваривания из деталей, в состав которых входит хром и пр. Сварку производят на автоматическом оборудовании под защитой газа.
Сварка магния
Магний – металл серебристо -белого цвета. В чистом виде, без примесей, он редко применяется. Зато в сплавах – часто. Магний в четыре раза легче стали, при этом магниевые сплавы обладают высокой прочностью, благодаря чему они популярны в первую очередь в автомобильной и авиационной промышленности, где стоит первоочередная задача снизить вес изделия. Также они используются в бытовой технике, пневмо- и электроинструменте и т.д.
Рядовые сварщики со сваркой магния сталкиваются не часто, но время от времени могут принести подварить что-нибудь подобное. Поэтому коротко расскажем о том, как сварить этот металл.
Магний часто сравнивают с алюминием. У этих металлов действительно есть общее – это относительно низкая температура плавления, около 600 — 650 °С и очень тугоплавкий окисел: MgO плавится при 2800°С. Однако плотность расплава у магния ниже, чем у алюминия.
Присадку и детали подготавливают химическим травлением.
Сварку магния ведут переменным током на короткой дуге (так лучше удаляется окисел и эффективней газовая защита). Жидкотекучесть при расплавлении у него высокая, практически, как у воды. Поэтому для формирования обратного валика используют подкладки из стали с канавкой. Сварку деталей толщиной 5-6 мм производят без разделки кромок соединения с подкладкой. Свыше 6 см выполняют V-образную разделку. Прочность сварных швов составляет 60-80% от основного металла.
Присадочный материал
Магниевая присадка – вещь редкая, дефицитная и дорогая. Продается очень мало где, и найти ее трудно. Простым алюминиевым прутком магний не варится. Что же делать, если принесли ремонтировать изделие, а отсутствуют необходимые для этого материалы? Казалось бы, безвыходная ситуация и в ремонте придется отказать. Но не спешите с выводами. Все необходимое вы можете достать в ближайшем магазине сантехники. Приобрести там нужно магниевый анод для водонагревателя, который можно распилить на «лапшу», зачистить – вот и готова присадка!
На заметку. Где еще есть Мg:
- Поддоны от «Запорожца»;
- Бензопила «Дружба»;
- Авиационные колеса.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.
Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне. Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
Читать также: Ацетилен вода и hg2
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его составе положительно влияют на механические свойства шва, сдерживают развитие пористости шва, появление раковин, уменьшают разбрызгивание и т.д. Пруток используется для сварки изделий или конструкций ответственного назначения, таких как сосуды, трубопроводы высокого давления, нагруженные узлы и детали. Импортный аналог Св.-08Г2С: омедненный сварочный пруток ER 70S-6. Микронное покрытие меди — это, конечно, большой плюс, так как медь защищает стальной стержень от питтинговой коррозии и окисления — эти процессы активно проходят в складских условиях хранения. Пруток ER 70S-6 не нужно зачищать перед сваркой наждаком, опасаясь, что грязь на его поверхности проявится в виде дефектов в сварном шве.
Механические показатели метала в шве при использовании ER 70S-6:
- Предел текучести 525 МПа;
- Предел прочности 595 Мпа;
- Удлинение 26%;
- КV – 30°С 70 Дж.
Особенности сварки
Нержавеющая сталь была получена случайно экспериментальным путем. Небольшое добавление хрома, никеля и молибдена (эти компоненты составляют всего около 15% от общего объема) привело к существенным изменения в химико-физических свойствах нержавеющей стали.
Она приобрела устойчивость к влаге, грязи и источникам коррозии. Но вместе с тем добавился ряд особенностей, из-за которых не так просто произвести сварку. Мы говорим о высокой температуре плавления (1800 градусов!). Из-за нее трудно подобрать оптимальный режим при сварке, чтобы не образовывались непровары или прожоги.
На наш взгляд, оптимальная технология сварки нержавейки — полуавтоматическая, с применением защитного газа. При применении данного метода проволока подается в заданном режиме в сварочную зону, освобождая руки сварщика. А газ защищает металл от окисления, улучшает качество и внешний вид шва.
В качестве газа лучше использовать углекислоту. Этот газ никак не влияет на химические свойства и структуру металла, что очень хорошо. Учитываются все характерные особенности нержавейки, не теряются ее достоинства и нивелируются недостатки.
Самые распространенные способы сварки нержавеющей стали
Соединение деталей из нержавеющей стали с высоким содержанием хрома можно выполнять разными технологическими приемами. Например, на практике часто применяются такие виды сварки:
- аргонодуговая. Лучше всего подходят вольфрамовые электроды в сочетании с режимом работы AC/DC TIG;
- MMA. Ручная сварка или резка выполняется покрытыми электродами;
- полуавтоматическая. Работы аппаратами электродуговой сваркой ведутся в защищенной среде. Лучше всего подходит аргон. Режим работы – MIG, а в качестве присадки применяется проволока из нержавеющей стали;
- холодная сварка. Для соединения нержавеющей стали разработан специальный технологический процесс. Он проходит под высоким давлением. Название выбрано, исходя из того, что плавление металла не предусматривается;
- контактная точечная сварка и шовная.
Перед тем как сваривать заготовки из нержавеющей стали, необходимо тщательно обезжирить стыки и прилегающую поверхность, а также зачистить. Для этих целей чаще всего используется ацетон или авиационный бензин. Благодаря предварительной подготовке удается снизить пористость шва, а сварочная дуга будет стабильной и достаточно мощной. Только после тщательной зачистки кромок можно надеяться на качественный конечный результат.
Какую именно сварку, а точнее метод выполнения работ, использовать в конкретном случае, решает сам специалист. Помимо основных методов, которые выше рассмотрены, существую и другие технологические приемы, которые применяются редко. В любом случае, на выбор технологии влияет набор требований к будущей конструкции и особенности используемых в работе материалов.