Торцеватель для металлических труб: виды, применение, функционал
Сейчас практически все конструкции в жилых, производственных здания делаются из металла, а в таких конструкциях часто используются трубы. Это позволяет значительно уменьшить узловую массу и сделать крепление прочнее и жестче.
А чтобы трубы прослужили долго и не стали причиной преждевременных поломок, их нужно подготовить. Одним из этапов подготовки касается торцов. Данный процесс довольно трудоемкий, время затратный, поэтому и прибегают к использованию такого инструмента, как торцеватель для металлических труб.
От качества этого помощника зависит прочность, долговечность построек, поэтому важно быть информативно подготовленным к выбору.
Отличия от металлических приспособлений
Металлический и полипропиленовый торцеватель используются одинаково, их отличие заключается в конструкции, а не принципе работы. Каждый из видов был сконструирован с учетом функциональных особенностей материала, с которым проводится работа. Если разбирать полипропиленовый аналог, то в состав его конструкции войдет:
- Комплект муфт, две штуки, отличных по размеру. Каждая предназначена для определённого диапазона диаметров изделия, от 16 до 120 мм.
- Комплект стальных ножек, которые можно заточить, при надобности.
- Набор рукояток.
- Алюминиевый корпус.
- Специальная насадка «шейвер», для электрической дрели. Нужен для того, чтобы производить торцевание с внешней стороны. Состоит из направляющей и режущей части. Первая сделана из дюралюминия, вторая из твердых сплавов.
Шейвер работает следующим образом: при насаживании трубы, режущая часть опирается на первую, что считается сигналом для включения дрели. Ей уже врезается необходимый слой, армированный.
Уникальная особенность этой насадки в том, что всегда обработка происходит под один размер. Это позволяет значительно сократить время торцевания, облегчить рабочий процесс.
Особенности армирования полипропиленовых труб
Высокие эксплуатационные свойства полипропиленовых труб достигаются благодаря их покрытию защитным слоем. Если речь идет об изделиях, предназначенных для бытового применения, то обычно его толщина не больше 0.1 мм.
Преимущества армированных труб:
- Уменьшение воздействия высоких температур на изделие. Обычная полипропиленовая труба предназначена для эксплуатирования в условиях, когда температура не превышает 95 градусов. Обычно этого достаточно для монтажа систем отопления или водопроводов бытового назначения. Однако в определенных ситуациях, например, аварийных, температура транспортируемой жидкости может превышать максимально допустимое значение. Такой режим эксплуатации ведет к тому, что участки трубопровода деформируются или полностью выходят из строя. Армирование позволяет уменьшить воздействие высоких температур на изделие, препятствуя разрывам системы.
- Повышенная устойчивость к температурным перепадам. Одним из основных минусов обычных полипропиленовых труб является подверженность температурным перепадам. Результатом становится их резкое расширение и сужение. Изделие плохо переносит такие деформации, постепенно теряя свои первоначальные свойства. Со временем трубы просто выйдут из строя. Чтобы избежать такой ситуации, их дополнительно армируют.
Однако армирование обладает одним существенным недостатком. Оно в некоторой степени усложняет сварку полипропиленовых соединений. По этой причине предварительно требуется зачистка для труб. Процедура предельно проста: удаление верхнего тонкого слоя алюминия с изделия. Если этого не сделать, то снизится качество сварки, что приведет к снижению срока службы всего трубопровода.
Важно выполнять работу аккуратно, понимая общий принцип. Чтобы лучше во всем разобраться, изучите технологический процесс, а также заготовьте необходимые инструменты. Подробная информация по этим вопросам будет изложена далее в статье.
Виды труб
В зачистке тем или иным способом нуждаются:
- Трубы из черной стали
. Они зачищаются от ржавчины и прочих загрязнений под покраску и перед ручной нарезкой резьб;
Во втором случае с концов трубы не просто удаляется ржавчина. На них формируется заход для плашки или клуппа — снимается наружная фаска под углом около 15 градусов к продольной оси.
- Полипропиленовые
трубы с армированием алюминиевой фольгой.
Торцеватель трубы своими руками
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
Конструкция состоит из следующих деталей:
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.
Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе). Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб. Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.
Советы по пайке PPR
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.
Перед сваркой нужно тщательно распланировать очерёдность сборки всех соединений. Порядок должен быть таким, чтобы у трубы или муфты был запас хода на извлечение насадки. На первых этапах работы с полипропиленом нужно уделять больше внимания планированию.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
«Время нагрева и оплавления — время, отсчитываемое с момента полного вдвигания труб и деталей в рабочие элементы электронагревательного инструмента и их оплавление.»
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит излишнее оплавление.
Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева — такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Армирование
Полипропилен — материал, имеющий массу достоинств, но наряду с ними и некоторые особенности. При выборе его для дома, прежде всего для систем горячего водоснабжения и отопления, их необходимо учитывать.
Основных момента, про которые нужно помнить, два:
- Ограниченная сверху 95-ю градусами рабочая температура
. Хотя по действующим стандартам температура воды в инженерных системах многоквартирного дома и ограничена теми же 95 С, фактически при определенных обстоятельствах это значение может быть превышено. Это скорее форс-мажор, но такое бывает. - Большой коэффициент теплового расширения
. Гибкость полипропилена позволяет в большой степени компенсировать тепловое расширение, но есть ситуации, когда любые смещения трубы нежелательны. Возьмем хотя бы укладку полипропиленовой трубы под стяжку или штукатурку.
Армирование полностью решает вторую проблему и отчасти — первую. почти не расширяется при нагреве. Кроме того, при температуре, при которой начинает размягчаться, армирование удержит ее от деформации.
Совет: не стоит полностью полагаться на армирование и ставить полипропилен, скажем, на подающий водопровод элеваторного узла в Сибири, где температура теплоносителя может зимой перевалить далеко за сотню.
Как минимум соединения с фитингами, размягчившись, могут не выдержать давления.
Виды армирования
В качестве арматуры для полипропиленовых труб обычно применяются два материала:
- Алюминиевая фольга
— прослойка из алюминия толщиной от 0,1 до 0,5 миллиметра, расположенная снаружи трубы либо внутри нее, между слоями полипропилена. Способ ее соединения с полипропиленом — клей; она может быть цельной либо перфорированной. - Стекловолоконная сетка
. Если быть точным, то армированные стекловолокном трубы представляют собой трехслойную конструкцию, где внутренний и наружный слои — полипропилен, а средний — смесь из полипропилена и стекловолокна.
Ну и причем здесь зачистка полипропиленовых труб?
Дело в том, что если ваши полипропиленовые трубы армированы алюминием, то до сварки с фитингом алюминиевая фольга должна быть удалена из места соединения.
Зачистка наружного и внутреннего слоя: устраняем все лишнее
Для выполнения работ помимо торцевателя или устройства зачистки потребуются дополнительные инструменты – карандаш (маркер), линейка (рулетка), нож для резки полимерных трубопроводов. Зачистка для армированных труб выполняется только после составления схемы монтажа и подготовки заготовок.
Порядок выполнения работ.
- Обрезка торца. Рез должен быть строго перпендикулярным плоскости.
- Обезжиривание. Очистить поверхность можно слабым раствором чистящего средства.
- Перед зачисткой нужно измерить посадочную глубину фитинга. Это можно сделать линейкой или рулеткой. На поверхности фитинга есть внешний показатель глубины.
- На трубе отметить высоту обработки, она должна быть на 1-1,5 мм больше, чем глубина фитинга.
- Торцевание выполняется прокруткой инструмента так, чтобы он был зафиксирован на внешней плоскости патрубка. Лезвия должны быть параллельны торцу.
Торцеватель трубы своими руками
При массовом производстве фасонно профилируемых труб (например, в спортивных авто- и мотомастерских, либо на сантехнических ремонтных участках) ручной торцеватель труб можно изготовить и самостоятельно. Для этого исходная схема торцевателя, которая приведена на рисунке, делается под имеющиеся в распоряжении домашнего мастера заготовки.
Конструкция состоит из следующих деталей:
- Основания, в котором выполняются фрезерованные пазы для установки зажимного приспособления. В свою очередь, форма основания может быть адаптирована под имеющийся верстак, рабочий стол и т. д.
- L-образного кронштейна с тремя продольными пазами, наличие которых позволяет фиксировать в приспособлении трубы разного диаметра.
- Ползушки с регулировочным и зажимным винтом.
- Сменной прижимной лапки.
- Скобы, которая винтами прижимает лапку к ползушке.
- Подшипникового узла.
- Поворотного рычага, который служит опорной поверхностью для подшипникового узла.
- Вала, конструктивно не отличающегося от аналогичной детали промышленных торцевателей.
Для изготовления вала можно использовать переднюю стойку амортизатора легкового автомобиля (например, ВАЗ – их легче достать в автосервисе). Кроме того, марка стали стойки амортизатора по своим прочностным и эксплуатационным характеристикам вполне соответствует требованиям жёсткости для качественного торцевания стальных (и, тем более – алюминиевых) труб. Для направления вала пригодны направляющие самой стойки: они имеют поверхностное износостойкое покрытие на основе антифрикционных сплавов. Торцы стойки, естественно подлежат дополнительной обработке – под крепление в патроне дрели, и под установку корончатой фрезы.
В направляющие следует впрессовать игольчатые подшипники, размер которых подбирается по габаритам направляющих. Два подшипника, установленные в направляющую от цилиндров возвратного хода списанного гидропресса, обеспечат нужные жёсткость и параллельность основного рабочего узла торцевателя. Подшипники устанавливаются одновременно с обоих торцов корпуса.
К имеющимся советам относительно установки фторопластовых направляющих стоит отнестись скептически, поскольку несущая способность фторопласта значительно ниже, чем подшипников.Для изготовления прочих элементов самодельного торцевателя для труб можно использовать профильный прокат – уголки или швеллеры соответствующего размера. Профилирование и изготовление пазов лучше выполнить на координатно-фрезерном станке, гарантировав тем самым их точность и параллельность. Не составит труда изготовить и зажимное устройство, для чего пригодна новая струбцина с необходимым диаметром и длиной.
Поворотный рычаг должен иметь достаточную жёсткость, поэтому для его изготовления необходимо использовать полосу толщиной не менее 12…16 мм. На той части корпуса, где устанавливается поворотный рычаг, стоит нанести угловые риски, по которым легче позиционировать трубу.
Сварка полипропиленовых труб – подробное описание технологии
Что такое инженерные коммуникации и для чего они нужны, рассказывать никому не нужно. Мы сталкиваемся с ними ежедневно независимо от того, где проживаем – в многоквартирном или частном доме. Как правило, большинство проблем возникает в системах, которые называются «трубными».
Если они смонтированы из металлических изделий (в подавляющем большинстве современных «многоэтажек» и 100% в зданиях старой застройки), то можно выделить 3 основных недостатка подобных «контуров» (линий):
- низкое качество поступающей воды, в которую постепенно «добавляется» ржавчина;
- периодические протечки в местах соединений;
- необходимость регулярной окраски труб.
В основном именно по этим причинам собственники домов или квартир предпочитают заменять «металл» на «пластик». Есть несколько разновидностей подобных изделий, но чаще всего для бытового использования применяются трубы из полипропилена. Их популярность не в последнюю очередь связана с простотой монтажа, что делает возможным выполнить его своими руками, не оплачивая . К слову сказать, стоимость одного стыка – от 400 рублей. Чем больше сечение трубы, тем выше цена (до 2 500 при диаметре 65 см).
Временные параметры
Автор справедливо указывает, что нет смысла платить несколько тысяч рублей за устройство, которое нужно лишь для выполнения одноразовой работы.
Но если взять его «на прокат» (у друзей, сослуживцев и так далее), то сохранилась ли у владельца инструкция от производителя этого аппарата? А ведь именно в ней есть рекомендации по времени нагрева, «выдержки» образцов при скреплении друг с другом, их охлаждения. Приведенная таблица дает необходимые подсказки по этому вопросу.
В процессе сварки полипропилена важно придерживаться именно рекомендованных временных интервалов. Если не «выдержать», то соединение получится непрочным, возможно, образуются и пустоты, которые станут причиной протечек. Перегрев же приведет к деформации материала, появлению «гармошки» или уменьшению параметра Ду, что снизит пропускную способность «нитки».
Подготовка заготовок
Качество соединения во многом зависит от «чистоты» торцов труб. В процессе резки на них могут появиться заусеницы, которые при нагревании превратятся в наплавления, образующиеся на внутренних стенках в местах стыков. Поэтому необходимо сделать тщательную обработку трубных окончаний приспособлением, которое называется «торцеватель» (поставляется вместе с аппаратом). Использовать для этих целей нож, скальпель и тому подобное, если нет практических навыков в работе с полипропиленом, не рекомендуется.
Фитинги
С ними стоит разобраться подробнее. Так называемые «монохромные» используются только для сочленения пластик + пластик. Если требуется подключить контур из полипропилена к «вводу» (а это, как правило, труба металлическая), то для такого соединения стыковочный элемент должен быть типа «комбинированный».
Обезжиривание
О необходимости такой подготовки концов труб сказано в рекомендованной выше статье. Нужно лишь добавить, что это делается спиртосодержащими составами. Использовать какие-либо растворители НЕЛЬЗЯ!
Терминология
Естественно, что если человек раньше не работал с «утюгом», то некоторые специальные термины будут непонятны. Расшифруем названия насадок:
- дорн – для фитингов;
- гильза – для труб.
Практические советы
При покупке труб необходимо учесть, для какой системы (контура) они приобретаются – ХВС, отопление или ГВС. Можно руководствоваться данными, сведенными в эту таблицу.
Существует методика и так называемой «сварки холодной». Она выполняется при помощи специальной «обжимки» и фитингов компрессионного типа. Но для труб сечением более 6 см рекомендуется производить соединения полипропиленовых образцов с использованием именно «утюга».
Принцип действия торцевателя для металлических труб
Основная задача, которую выполняет любой торцеватель, заключается в минимизации зазоров, что возникают при подгонке различных элементов ручным способом. Стоит понимать, что они появляются в любом случае, каким бы профессиональным и опытным не был мастер. Также дополнительно торцеватели позволяют сделать сварное соединение труб эстетичным во внешнем его виде.
Специалисты отмечают, что в зависимости от угла взаимного наклона, а также диаметра труб, их соединение может происходить по параболической, дуговой и прямой линии. Именно поэтому, осуществляя только лишь анализ имеющейся ситуации, невозможность четко определить, какое конкретно сопряжение будет наиболее удачным. Данную программу обычно решают при помощи программного 3D-моделирования. Для этого используют всем известные и популярные программы, такие как КОМПАС и AutoCAD. Но на практике их применение довольно узкое ввиду того, что для работы с ними нужно иметь соответствующие знания и оборудование.
Зачем нужна зачистка
Внешний армирующий слой
В случае, если алюминиевая фольга представляет собой внешнюю оболочку , все ясно. Сам принцип соединения трубы с фитингом подразумевает, что не только внутренняя поверхность фитинга, но и труба снаружи должны быть расплавлены; расплав полипропилена сварится с алюминием исключительно плохо. Никак, чтобы не соврать.
Внутреннее армирование
А если слой алюминия находится внутри трубы? Он ведь не будет контактировать с местом сварки.
В этом случае удаление алюминия нужно для того, чтобы алюминий не контактировал и с водой. В противном случае при хоть какой-то разнице потенциалов внутри системы отопления начинаются электрохимические процессы, приводящие к постепенному разрушению армирующей пленки.
Следствие этого — расслоение трубы и снижение прочности соединения в целом.
Стекловолокно
И только здесь все просто: при армировании стекловолокном зачистка для труб полипропиленовых не нужна. Сетка расположена внутри трубы; с внутренней поверхностью фитинга она не контактирует; воды не боится.
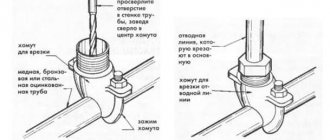
Инструменты
Наиболее просто удалять фольгу при наружном армировании. Помогут в этом деле простые инструменты – муфты со стальными лезвиями внутри. Применять их легко, необходимо лишь вставить в полость муфты трубу и повернуть, лезвия сделают свою работу быстро и четко. Очень удобно использовать двухсторонние муфты, с помощью которых легко производить очистку сразу двух труб, имеющих отличный друг от друга диаметр.
Внутренняя зачистка осуществляется посредством торцевателя. Внешне конструкция торцевателя практически ничем не отличается от конструкции муфт. Так, этот инструмент представляет собой муфточку, лезвия в которой расположены со стороны внутреннего торца устройства. Как и в первом варианте, необходимо вставить трубу в полость устройства и совершить несколько поворотов.
Универсальным средством, с помощью которого можно удалять армирование, как внутреннее, так и внешнее, является дрель со специальными насадками. Внешне они отличаются от того же торцевателя наличием стального стержня, который необходим для установки в гнездо дрели.
Инструменты для обрезки и зачистки труб
Инструменты для зачистки
Голыми руками трубу не зачистишь: инструмент для зачистки нужно предварительно выбрать и купить.
К тому же инструмент для полипропиленовых труб различается в зависимости от того, какие задачи перед ним ставят.
Так, в наше время в работе мастера используют:
- шейвер;
- торцеватель.
Шейвер – инструмент, что сильно напоминает муфту с отверстиями и накладными ручками. Его задача заключается во внешней очистке трубы от пластикового слоя, а затем удалении и армирования.
После обработки шейвер оставляет чистый полипропилен без армирования, заусениц и прочих непотребностей.
Внутри шейвер оборудован ножами из инструментальной стали. Снаружи его корпус выполнен из легких металлов. Работает он так же, как и точилка для карандаша. Только срез ножей более плавный, и рассчитан на твердую структуру полипропилена. Работать с ним тоже надо так же, как и с точилкой.
Насадили, сделали несколько поворотов (как правило не больше 5) и готово. Продают шейвер по цене до 10 долларов за единицу.
Торцеватель – инструмент схожего образца. Если шейвер предназначен для внешней зачистки армирования, то торцеватель применяется при внутренней зачистке.
Он уже напоминает модифицированный . Только в отличие от метчика не нарезает резьбу, а срезает стружку полипропилена вместе с армированием.
Торцевателем имеет смысл пользоваться, когда трубы предполагается паять через станок с нагревом по внутренней стороне трубы. Стоимость ручного торцевателя равна 5-8 долларам. Есть и более дорогие модели.
Встречаются также механизированные насадки. Они монтируются на дрель или станок. Рассматриваемые детали демонстрируют удивительную эффективность.
Станок зачищает единую трубу буквально за секунду, при этом качество зачистки просто идеальное. Но не у каждого есть доступ к такому оборудованию. При ремонте или стройке в бытовых условиях станок вполне заменят ручные шейвер и торцеватель.
Обзор и взаимодействие с полипропиленовыми трубами (видео)
Зачистка и спаивание
Рабочий процесс элементарен и легко проделывается вручную. Все что нужно сделать – зачистить трубу, а затем скрепить ее с другим отрезком или путем нагрева.
Этапы работы:
- Готовим инструмент и материал.
- Зачищаем ее шейвером или торцевателем.
- При необходимости убираем излишки или заусеницы.
- Спаиваем отрезки.
Желательно не перебарщивать с зачисткой. От трех до пяти поворотов хорошим инструментом вполне достаточно. Если зачистите больше, то слой полипропилена в месте сцепки труб станет слишком тонким, а это уже чревато ослаблением всей конструкции.
Применение труб в составных металлоконструкциях весьма выгодно: трубы придают соединениям повышенную прочность и жёсткость, одновременно снижая массу узла. Однако сопряжение труб между собой трудоёмко, и требует специальной подготовки торцов. Эту работу можно облегчить, используя специальные приспособления – торцеватели для труб.