Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Серебро и его свойства. Когда необходима пайка серебра
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: «R-A-805736-2», renderTo: «yandex_rtb_R-A-805736-2», async: true }); }); t = d.getElementsByTagName(«script»)[0]; s = d.createElement(«script»); s.type = «text/javascript»; s.src = «//an.yandex.ru/system/context.js»; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, «yandexContextAsyncCallbacks»);
Серебро – это «белый» драгоценный металл, который активно используется для создания ювелирных украшений. Его сакральные свойства известны еще с древних времен, но именно физические свойства, такие как мягкость, пластичность, легкоплавкость сделали его популярным в ювелирной промышленности.
Когда необходимо восстановить поломанный элемент украшения или подправить деформированный участок применяется пайка серебра.
Пайка серебра применяется не только для ремонта украшений, а также для изготовления новых изделий или для обновления старых. За основу берется 925 проба.
Пайка серебряного кольца
Техника безопасности ремонтных работ
Так как пайка является процессом, который связан с использованием кислот, высокотемпературных паяльника и газовой горелки, то необходимо соблюдать базовые правила безопасности:
- работы производятся только на огнеупорной поверхности;
- при работе с кислотой необходимо использовать обтягивающие резиновые перчатки и защитные очки;
- пламя газовой горелки необходимо тушить всякий раз, когда прекращается работ;
- для паяльника используется специальная подставка.
Действие кислоты нейтрализует простая пищевая сода. Необходимо положить ее на блюдце рядом с собой, чтобы удалить кислоту, если она вдруг попала на кожу. После поверхность кожи промывается водой.
Техника пайки серебряной цепочки паяльником
Для того чтобы понять, как починить серебряную цепочку при помощи паяльника, необходимо выполнить следующие мероприятия каждого этапа:
- Поверхности очищаются от загрязнений и обезжириваются кислотой, а после протираются фланелевой ветошью. Желательно выполнять все на стерильной поверхности. Это значит, что огнеупорную подставку тоже предварительно протирают и обезжиривают.
- Две поверхности для пайки разогреваются паяльником. Важно, чтобы температура поверхностей стала выше температуры оплавления припоя, иначе запаять серебряную цепочку не получится.
- К поверхностям подается расплавленный припой, покрытый слоем флюса.
- Поверхность дополнительно прогревается паяльником до расплавления флюса. Пером паяльника расплав переносится с одной поверхности на другую, образуя соединение.
- После остывания на стыках образуется небольшая бороздка, которую необходимо отшлифовать до ровной поверхности.
Если мастер паяет серебро 925 пробы, то шлифовка производится высокоточными инструментами.
Пайка серебряной цепочки паяльником
Процесс пайки на газовой горелке пошагово
План действий при работе с газовой горелкой:
- С поверхности серебра очищаются потемнения и следы окисления.
- На место пайки наносится слой жидкого флюса.
- К месту спаивания прикладывается небольшой фрагмент припоя. Его размеры должны быть сопоставимы с размерами соединяемых граней.
- К месту пайки подается пламя из горелки, но так чтобы припой не был сдут.
- Как только припой начнет оплавляться, пламя горелки постепенно усиливается до тех пор, пока припой не станет расплавом и не образует единое соединение граней.
- После остывания место соединения зачищается и шлифуется. Необходимо выровнять все шероховатости и зачистить остаток флюса.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Качество припоя: как починить качественно
Эффективность пайки напрямую зависит от качества припоя. В мастерских, где занимаются починкой ювелирных изделий, в обязательном порядке используются высококачественные сплавы на основе серебра с добавлением очищенной меди или олова.
Для придания припою серебряного блеска в него добавляют до 20% цинковой пудры, которая при расплаве образует соответствующий цвет.
Припой можно изготовить самостоятельно, но для этого понадобится муфельная печь и исходные элементы: олово, серебро или медь. Если пайка производиться дома самостоятельно, то лучше купить готовый пруток или проволоку. В этом случае можно рассчитывать на качество будущего соединения.
Качественный припой отличают следующие характеристики:
- он имеет однотонный оттенок, если припой изготовлен в виде порошка, — то однородную структуру;
- при расплаве припой не пузырится, не «брызгает», поскольку это означает наличие в сплаве загрязнений.
Для проверки можно предварительно нагреть и расплавить небольшой кусочек припоя.
Паяльник для серебра
Пайка оцинкованного железа в домашних условиях: советы от профессионалов
Пайка оцинкованного железа требует определенного под хода к процессу. Для выполнения необходим флюс. Это вещество одновременно является и растворителем, и окислителем. Дополнительно это вещество позволяет металлу смачиваться железом, так можно получить шов высокого качества. Чаще всего в качестве флюса для работы с оцинкованными деталями или изделиями в домашних условиях используют канифоль или соляную кислоту. В отдельных случаях возможно применение борной кислоты или хлористого цинка.
- Когда оцинкованный металл пригоден для паяния
- Припой для проведения домашних работ, его состав и свойства
- Оборудование для проведения работ в домашних условиях
Когда оцинкованный металл пригоден для паяния
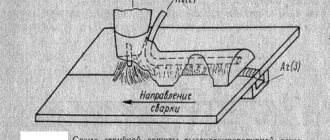
Для правильного решения вопроса, как паять оцинковку, необходимо рассмотреть некоторые свойства цинка. Этот металл начинает плавиться при температуре в +460 о С. А при температуре +960 о С начинает испаряться. Выше этих температурных значений в материале начинают образовываться поры, трещины и дефекты паяных соединений. Поэтому процедуру можно проводить только при меньших показателях. Альтернативой может служить использование присадочной проволоки. В промышленных условиях процедура в этом случае проводится в защитной среде газа. Чаще используют проволоку, содержащую медь с кремнием, бронзой и алюминием.
Эти материалы дают такие преимущества:
- сварочный шов защищен от коррозии;
- разбрызгивание в процессе выполнения пайки – минимально;
- покрытие выгорает незначительно;
- для процедуры нужны небольшие показатели тепла;
- обработка сформированного шва – проста;
- в зоне шва формируется естественная катодная защита.
Припой для проведения домашних работ, его состав и свойства
Припои принято классифицировать на твердые и мягкие. Для пайки оцинковки в домашних условиях используется только вторая группа. Если применять твердые припои, то не только невозможно добиться качественного сварного шва, но и существуют риски коробления самих изделий из оцинкованного железа. Присадочные материалы должны иметь низкую температуру плавления, точка должна располагаться ниже, чем у основного материала. Чаще всего в домашних условиях используют припой ПОС-30, это вещество на основе олова. Для него в качестве флюса лучше использовать хлористый цинк. Если поверхности были заранее облужены, то возможно использование канифоли. ПОС 30 характеризуется следующими свойствами:
- оптимальная текучесть, материалы проникают во все пространства, заполняя даже небольшие пустоты;
- сравнительно низкая температура плавления;
- ПОС 30 производятся в различных типоразмерах, что позволяет подобрать оптимальную модификацию для выполнения конкретных работ;
- высокая степень смачиваемости облегчает процесс и гарантирует более высокие качества результата;
- материалы могут использоваться для лужения заготовок;
- ПОС 30 имеет хорошую проводимость и низкое сопротивление, что позволяет использовать его для пайки небольших деталей;
- материалы после застывания жестко фиксируют детали между собой.
Соединения получаются ровными и герметичными. Швы представляют собой шары поверх основного материала.
Если спаиваемые элементы велики, то перед пайкой их нужно облудить – покрыть поверхности тонким слоем припоя. Это же действие необходимо при пайке цилиндрических изделий, входящих друг в друга. Если это трубы, то на элемент большего диаметра припой наносится с внутренней стороны, а у детали меньшего диаметра – с внешней.
ПОС 30 состоит из 30% олова и 70% свинца. Материал имеет следующие технические параметры:
- материал начинает плавиться при +180 о С;
- полное расплавление ПОС 30 происходит при температуре +256 о С;
- плотность – 10,1 кг/м3;
- удлинение сплава в относительных показателях – 58%;
- кристаллизационный интервал – 73 о С;
- сопротивление действию на разрыв – 32 мПа.
Оборудование для проведения работ в домашних условиях
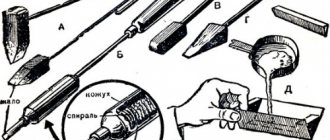
Прежде, чем задаваться вопросом, как паять оцинкованное железо в домашних условиях, нужно подготовить необходимое оборудование. Главным инструментом является обычный паяльник с жалом в форме шила. Но будут нелишними и другие приспособления. Для паяльника необходим специальный держатель или подставка, который удержит инструмент в нагретом состоянии. Для точного соединения мелких деталей понадобятся штативы с оптическими линзами. Для удаления из помещения дыма – дымопоглотители. Для удаления излишков олова понадобятся оловоотсосы. Существуют различные коммутаторы, термопасты, модули управления и адаптеры. Это оборудование позволит не только выполнять процесс пайки, но и обеспечит максимально качественный результат.
Рубрика вопрос — ответ
Можно ли припаять серебро обычным паяльником оловом?
Мнение эксперта
Гришанов Михаил Петрович
Ювелир, директор мастерской «Гришанов и Ко»
К сожалению, пайка серебра оловом не осуществляется из-за разной плотности металлов. Олово способно соединить кромки, но даже при малейшем механическом усилии украшение снова разрушится.
Как отремонтировать серебряную цепочку своими руками дома, это реально?
Мнение эксперта
Прибрежный Геннадий Валентинович
Ювелир 6-го разряда
Необходимо купить специальные инструменты и принадлежности, обеспечить себе рабочее место и безопасность проведения работ, воспользоваться руководством и выполнить ремонт самостоятельно.
Как выбрать флюс для пайки: материалы для работы с медью, алюминием, серебром и нержавейкой
Флюс – вещество, необходимое для аккуратного удаления окисей металлов, образующихся при пайке.
Кроме того, нанесение флюса позволяет защитить обрабатываемый металл от окисления и обеспечить оптимальное растекание припоя.
Какой же использовать флюс для пайки алюминия, нержавеющей стали, серебра, микросхем BGA, а также других материалов, и как сделать его своими руками?
Выбор флюса зависит от особенностей соединяемых поверхностей, а также используемых материалов, ведь при пайке оловом и твердыми припоями применяются разные составы.
Разновидности, типы флюса
Важно учитывать, что температура плавления припоя обязательно должна быть выше, чем плавления флюса. При этом важно учитывать, что только флюсы для реактивно-флюсовой пайки могут взаимодействовать с припоем – для других материалов это недопустимо.
Когда необходима помощь ювелира. Таблица: стоимость услуг в вашем городе
Если для починки ювелирного украшения из серебра срочно нужна помощь ювелира, то целесообразным будет обращение в мастерскую по ближайшему адресу. На каждый вид пайки предоставляется установленный прейскурант.
Цены на пайку варьируются от вида работ, региона.
Красноярск:
| Вид пайки | Стоимость |
| Паяльником | от 800 рублей |
| Газовой горелкой | от 1000 рублей |
Тюмень:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
СПБ:
| Вид пайки | Стоимость |
| Паяльником | От 1000 рублей |
| Газовой горелкой | От 1100 рублей |
Москва:
| Вид пайки | Стоимость |
| Паяльником | От 600 рублей |
| Газовой горелкой | От 900 рублей |
Новосибирск:
| Вид пайки | Стоимость |
| Паяльником | От 700 рублей |
| Газовой горелкой | От 900 рублей |
Цена также определяется сложность украшения и объемом работ.
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.