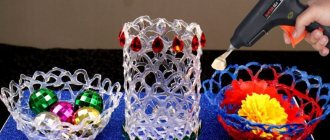
Как обрабатывать детали кислотой
Жидкие флюсы наносятся на поверхности кисточкой. В этом случае обеспечивается более точное и равномерное смачивание ими подлежащих пайке элементов, поэтому кисточка должна находиться в любом комплекте для паяния. В то же время, как уже писалось выше, и более активные флюсы, и менее активные в той или иной степени разрушающе воздействуют и на соединенные поверхности, и на припой. Если по окончании работы не удалить флюс, то на стальных деталях, к примеру, процессы ржавления будут протекать в гораздо более быстрых темпах.
Чтобы исключить подобное, после пайки покрытые флюсом детали нужно обработать нейтрализаторами. Самый простой из них – вода. Чтобы удалить Ф-38 Н, ничего, кроме нее, применять не надо. Хорошо нейтрализует действие соляной, ортофосфорной, ацетилсалициловой кислоты сода, так как является основанием. После пайки на детали следует нанести содовый раствор, который затем смывается водой. Остатки ВТС удаляются спиртом или ацетоном.
Нестандартные способы
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.
Виды паяльных кислот и особенности применения
Паяльная кислота подразделяется на два основных вида, вне зависимости от сферы применения, ортофосфорный и соляной тип. Вне зависимости от состава, назначением является удаление окислов, загрязнений с областей пайки. Качественный, аккуратный шов может быть исполнен только при соблюдении условий подготовки металлов. Долговечность материалов повышается за счет образования защитной пленки от окисления на поверхности соединения.
Важно знать, что использовать флюс при работе с электронными платами категорически запрещается. Тонкие и хрупкие элементы могут быть стерты с конструкции платы, кислота для пайки производит токопроводящие соединения. Все эти факторы могут плачевно повлиять на работоспособность узла, конструкции общим состоянием.
Хлорцинковый флюс
Раствор хлористого цинка применяется для пайки соединений железа. Составом является цинк, растворенный соляной кислотой. Производится раствор следующим образом:
- подготавливается гранулированный цинк;
- в зависимости от технического задания, добавляют раствор, либо концентрат;
- после химической реакции цинка, возможно использовать смесь.
Пропорциональные части берутся на примере 1 литр соляного раствора на 400 грамм гранулированного цинка. По окончании работ следует обработать поверхность для прекращения реакции, для этого отлично подходит мыльный раствор. Перед изготовлением самостоятельно, следует помнить, что важно соблюдать последовательность. Кислоту разбавляют цинком, при этом образуются газы, получается достаточно взрывоопасная смесь. Все действия производятся на проветриваемом месте.
Олеиновая кислота
Для пайки алюминиевых сплавов прекрасно подходит олеин. Не применяется чистым видом, доступен только в техническом состоянии. Стабильное состояние достигается путем смешивания олеина с различными жирными кислотами. Далее вступает в реакцию йодид лития, который заканчивает смешивание массы для пайки алюминия.
Электропаяльник
Чтобы качественно залудить провод, нужно придерживаться следующих рекомендаций:
- Подготовка паяльника. Для заточки жала необходимо использовать наждачную бумагу. У мастера должна получиться идеально гладкая и блестящая поверхность изделия. Раскаленное жало помещают во флюс и припой. Наконечник прикладывают к небольшой деревянной дощечке. Манипуляции повторяют ровно до тех пор, пока изделие не приобретет нужный вид.
- Обработка проводов. Их обязательно очищают от оплетки (на расстоянии 1.5-2 см от края) и покрывают подготовленным флюсом. Сверху накладывают наконечник паяльника. Только после оплавления провод можно извлечь.
- Финальные работы. Жало инструмента обрабатывают припоем, необходимый участок нагревают до оптимальной температуры. После покрытия проводов оловом, нужно избегать лишних движений. Чтобы ускорить остывание, можно задействовать вентилятор.
Особенности применения и пайки с паяльной кислотой
Категория, к которой попадает паяльная кислота отличается на фоне других реагентов, обладает рядом положительных свойств. В качестве флюса изделие распространяется только в жидком виде, некоторые составы возможно разбавлять для снижения концентрации при взаимодействии с металлом. Перед тем, как использовать элемент, стоит разобраться, для чего нужна паяльная кислота.
Перед спайкой металлов необходимо подготовить области к применению. При длительной эксплуатации металлы имеют свойство окисляться, на них ложится слой грязи, пыли. Если с грязью возможно справиться механическим способом, при помощи шкурки или напильника, то окислы устраняются только с применением химических растворов. Паяльная кислота помогает предотвратить появление новой пленки, удалить присутствующие отложения.
Чистка металла паяльной кислотой
Основные металлы, которые возможно обработать паяльной кислотой:
- сплавы меди любыми пропорциями;
- железные изделия;
- никель;
- всевозможные сплавы цветных металлов;
- сталь.
Латунные, медные сплавы возможно пропаять с помощью буры. Алюминиевые или стальные изделия никак не соединится без паяльной кислоты. Перед тем, как паять кислотой, деталь обрабатывается от твердых отложений, после пайки смывают водой с малым щелочным содержанием. Разновидности паяльной продукции производятся по стандартам ГОСТ 23178-78, обладают текучестью, пониженной вязкостью.
Кислоты со стеарином
Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Для предотвращения окисления металла можно тщательно зачистить его и припой, затем покрыть их стеарином. Стеарин (парафин) можно взять из свечек.
Перед нанесением защитного слоя на металл стеарин нужно расплавить, не перегревая. Защитный слой исключит контакт с кислородом. Пайку следует проводить под стеариновым слоем.
Некоторые мастера, чтобы заменить канифоль, на зачищенную поверхность металла намазывают всем известный клей БФ-6. Паять при этом нужно, сильно прижимая паяльник.
Приведенные способы – это «скорая помощь» паяльщика. При неожиданных ситуациях выход всегда можно найти с помощью простых и доступных средств. Но все же для качества пайки лучше использовать специальные средства.
Флюс из ортофосфорной кислоты
Еще одна распространенная паяльная кислота – ортофосфорная (H3PO4). Она успешно справляется с удалением оксидов с поверхностей металлов и защищает их от образования новых соединений с кислородом, образующих на металле препятствующую спаиванию деталей пленку. Неслучайно ортофосфорная кислота входит в состав большинства средств для антикоррозийной обработки стальных конструкций.
Для пайки сплавов хрома и никеля кислота применяется не в чистом виде. Флюс почти на 1/3 состоит из этилового спирта. На долю H3PO4 приходится 32%, и 6% в составе занимает канифоль. В иных составах для лужения и паяния объем кислоты может доходить почти до 100%. Зачастую ортофосфорная кислота разводится вместе с хлористым цинком, массовое содержание которого во флюсе может колебаться от 50% до тысячных долей процента. H3PO4 применяется не только для соединения деталей из никелевых сплавов, ее используют для пайки изделий из низколегированной стали и чистой меди или ее сплавов.
Таблица кислотных флюсов.
Ортофосфорная кислота входит в состав активного флюса Ф-38 Н, с помощью которого проводится пайка:
- легированной, малоуглеродистой и среднеуглеродистой стали;
- меди и ее сплавов;
- хромоникелевых сплавов.
Ф-38 Н применяется для пайки в местах с затрудненным доступом и защищает спаянные детали от коррозии. В его составе:
- солянокислый диэтиламин;
- H3PO4 (25%).
Ортофосфорная кислота взрыво- и пожаробезопасна, но работа с ней и ее хранение должны проводиться с соблюдением всех мер предосторожности. Смывать вещество после попадания на кожу или глаза также следует проточной водой. Длительность промывания составляет не менее 10-ти минут.
Для чего нужны кислотные флюсы
Кислота обеспечивает наилучшую среду для контакта припоя с деталями на как можно большей площади:
Рисунок 2. Устройство солевой батарейки.
- очищая обрабатываемые поверхности от окислов и загрязнений;
- оберегая их от возобновления процесса окисления;
- значительно снижая поверхностное натяжение припоя, что способствует более свободному его растеканию.
Результатом этого становится более надежное соединение спаиваемых деталей.
Разные металлы требуют и применения разных паяльных кислот, но сразу следует усвоить, что кислотные флюсы не следует применять при сборке плат, ведь они являются агрессивной средой, способной разрушительно воздействовать на все их компоненты. Кроме того, кислоты – отличные электропроводники, умеющие создать для тока дополнительные (и нежелательные) каналы прохождения. Полагаться на нейтрализацию кислотной среды после спайки не следует.