— метод получения полимерных покрытий с высокими защитными и декоративными свойствами. Данный метод окраски был разработан в 1950-х гг. Способ порошкового окрашивания является популярной альтернативой нанесению жидких лакокрасочных материалов для деталей, допускающих термообработку.
Суть метода порошковой окраски
На очищенное изделие напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Не осевшие на изделие частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что невозможно при использовании обычных жидких красок. Далее изделие с нанесённой порошковой краской переносится в камеру полимеризации для «запекания» краски.
В процессе формирования покрытия из нанесённого порошкового слоя создается монолитное качественное покрытие на поверхности изделия.
Процесс формирования покрытия осуществляется путём нагрева слоя порошковой краски до состояния его оплавления с образованием монолитного слоя. При последующей обработке в результате отвердения (для термореактивных материалов) или охлаждения (для термопластичных материалов) слоя образуется твердая плёнка.
Оплавление порошковых красок делится на три стадии: 1) порошок оплавляется и переходит в вязко-текучее состояние; 2) образуется монолитный слой из оплавленных частиц порошка; 3) окрашиваемая поверхность смачивается расплавленным полимером, вследствие чего формируется покрытие.
Основные области применения
- окрашивание любых металлических комплектующих для изделий;
- окрашивание готовых металлических изделий, которые выдерживают нагрев до 200 градусов по Цельсию;
- окрашивание керамики и стеновых камней;
- окрашивание МДФ, стекла.
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все покрытия (за редким исключением).
Оборудование для порошковой окраски
Порошковые краски наносят на детали либо электростатическим распылением, либо их погружением в псевдоожиженный слой порошковой краски (с электризацией частиц или без неё), либо методом газопламенного распыления.
Швейцарская компания GEMA в начале 70-х впервые в мире успешно внедрила высоковольтный каскад в окрасочный пистолет.
Для запекания порошковой краски используются печи полимеризации. Печь полимеризации — закрытая камера, внутренний рабочий объём которой нагревается до необходимой для полимеризации температуры. Окрашиваемое изделие помещается внутрь камеры, где и происходит полимеризация порошкового покрытия.
Порошковая окраска − это самый современный и технологичный способ покрытия металлических поверхностей.
Окрашенные таким образом изделия не подвержены истиранию и царапинам. Их сложнее повредить, значит, металл не будет ржаветь. Кроме того, порошковая окраска не разрушается под влиянием ультрафиолета.
В этой статье расскажем о преимуществах метода порошковой покраски и технологическом процессе.
Почему не жидкие краски
Когда не требуется высокое качество покраски, используется метод безвоздушного распыления. Оборудование для него стоит относительно недорого, и технология дает результат приемлемого качества. Но «приемлемое» здесь − ключевое слово, поэтому для промышленной окраски изделий с высокими требованиями к внешнему виду способ не подходит.
Недостатки технологии распыления для производства изделий из металла:
- Высокая трудоемкость процесса и невозможность автоматизации ряда этапов.
- Неравномерность слоя, цвета и высокий риск дефектов окраски.
- Высокие потери окрасочного материала, которые увеличивают стоимость работы.
- Образование в воздухе ядовитого тумана, который вреден для здоровья людей и предъявляет повышенные требования к безопасности.
Поэтому в современном производстве используются более совершенные методы.
Технология порошковой окраски изделий из металла
Технология порошковой окраски состоит из трех этапов: подготовка поверхности, нанесение порошка и полимеризация в печи.
Подготовка поверхности изделия
Подготовка производится на автоматизированной линии из 5 ванн.
Обезжиривание.
Поверхность при температуре 60оС покрывается химическим составом, который удаляет с нее загрязнения.
Омывание технической водой.
С поверхности изделия удаляются остатки химии и пены.
Деминерализация поверхности водой электропроводностью 100 мкСм.
С металла удаляются соли, с которыми не справляются предыдущие этапы очистки. От этой стадии зависит долговечность порошкового покрытия.
Пассивация.
На поверхности создается конверсионный слой, который повышает адгезию.
Деминерализация поверхности водой электропроводностью 500 мкСм.
После очистки металлоизделия высушиваются в камере при температуре 100−120оС.
Порошковая покраска изделия
Для порошковой покраски используется мелкодисперсный полимерный красящий порошок. Напыление осуществляется в покрасочной камере. Ровные участки окрашиваются в автоматизированном режиме при помощи системы из 12 автоматических пистолетов Gema. Самые сложные участки − места сгиба и сварные швы − обрабатываются вручную.
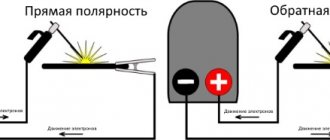
Перед покраской металлическое изделие заряжается отрицательным электрическим зарядом. Полимерный порошок получает положительный электрический заряд. Возникает электростатический эффект и порошок сам прилипает к железу.
Полимеризация покрасочного порошка
Раньше в металлургии использовались закрытые печи, но этот метод значительно сокращал производительность процесса. Поэтому сегодня мы используем современные проходные печи. На этой стадии порошок нагревается, оплавляется, а потом, остывая, формирует плотный полимерный слой, который выполняет одновременно защитную и декоративную функцию.
Используемая в наших цехах технология практически безотходна. Некоторая часть покрасочного порошка в процессе производства не электризуется, но в отходы не идет. Ее можно использовать повторно для окраски изделий со сниженными требованиями к внешнему виду.
Необходимое техническое оснащение
В первую очередь следует самостоятельно правильно выбрать помещение, где будет проводиться работа по покраске.
Далее потребуется приготовить необходимое оснащение, а именно:
- печь для полимеризации порошковой смеси;
- источник бесперебойного питания (в норме 25 кВ);
- форсунка для порошковой покраски;
- материал, предназначенный для покраски.
Для работы потребуется особая старательность и осторожность при выполнении, а также нужно соблюдать правила указанные в инструкции.
Производство печи для просушивания порошковой покраски
Главной стадией при порошковой покраске самостоятельно является её полимеризация. От правильного и полного высыхания краски зависит её стойкость на металлической поверхности.
Так как профессиональные печи для полимеризации достаточно дорогие, можно попробовать изготовить печь самостоятельно из подручных средств.
Для изготовления печи размером 2м×1м×1м понадобится:
- труба профильная;
- негорючий теплоизоляционный материал (например, базальтовая плита);
- металл в форме листов, их можно заказывать сразу по нужным размерам;
- вентилятор диаметрального сечения (тангенциальный);
- нагревающие ТЭНы.
Описание изготовления печи самостоятельно :
- Из профильных труб нужно изготовить каркас и поместить внутрь теплоизоляционный материал.
- Обшейте стены по периметру каркаса листовым металлом. Для наружной отделки подойдёт гипсоволокно.
- Для вентиляции воздуха в печи следует установить тангенциальный вентилятор, наварив широкий вход и узкий выход потоков воздуха.
- В печь стоит установить вентилятор, который вбирает в себя воздух сверху конструкции, а после пропускает этот воздух через нагревательные ТЭНы и уже прогретый воздух понизу распределяется по всему периметру печи. Основная часть вентилятора не должна быть в самой конструкции печи, так как это может привести к повреждению обмотки.
- ТЭНы следует устанавливать вдоль стенок печи параллельно друг к другу и закрыть или изолировать.
- При установке электрощита нужно быть особенно осторожным, а правильнее будет эту работу доверить мастеру.
Готовое приспособление будет иметь производственную мощность 12 кВт при нагревании воздуха и 6 кВт при основной работе.
Пистолет как инструмент для покраски
Для порошковой покраски предназначены определённые приспособления, например, краскопульт. Но так как это оборудование не дешёвое и используется не так часто, то можно изготовить самостоятельно пистолет для распыления порошковой краски.
Для изготовления такого пистолета самостоятельно потребуется не более 10-ти минут времени.
Инструкция по изготовлению краскопульта для порошковой покраски:
- Понадобится обычная чистая пластиковая бутылка, примерно 1,5 литра.
- ЛКМ необходимо на 1/3 заполнить эту бутылку и закрутить металлической пробкой, предварительно проделав в ней много небольших отверстий.
- К металлической пробке необходимо подключить плюсовой провод от электрического тока. Для этого подойдёт преобразователь тока, который может издать 25000 вольт бесперебойного напряжения. Зачастую они используются в колонках и отопительных котлах, электрошокерах, в электроподжиге газовой плиты.
Следует быть предельно осторожным при изготовлении преобразователя, поэтому лучше всего доверить эту работу электрику.
Основные моменты перед началом работ
- Для работы потребуется помещение с отличным светом. Можно даже установить дополнительно лампы дневного света.
- Необходимо обеспечить хорошую вентиляцию, а для собственной защиты нужно использовать респираторы или, в крайнем случае, марлевую повязку.
- Для сбора остатков материала нужно специальное оборудование, или можно использовать ненужный, но ещё рабочий пылесос.
Преимущества порошковой окраски металла
- Экологичность.
Покрытия не содержат токсинов и тяжелых металлов, опасных для здоровья людей. С ними могут без последствий контактировать дети и аллергики. - Разнообразие вариантов декора.
Можно создать как гладкое покрытие, так и шагрень, антик, муар и другие разновидности отделки. - Устойчивость к механическим повреждениям.
Слой краски сохраняется даже при деформации поверхности.
Методика покраски
Процесс покраски ЛКМ можно условно поделить на 3 этапа.
Подготовительный этап
На этом этапе необходимо самостоятельно тщательно подготовить поверхность к покраске. Для этого нужно следовать таким рекомендациям к покраске:
- Самостоятельно очистить поверхность детали от загрязнений с помощью чистой тряпки перед покраской. Если деталь невозможно отчистить просто тряпкой, необходимо деталь замочить в щелочном растворе, после чего повторить очищение.
- Самостоятельно очистить металл детали от ржавчины с помощью щётки по металлу или наждачной бумагой.
- Для увеличения сцепления поверхности детали во время покраски необходимо обезжирить металлическую деталь.
- Используя ЛКМ на основе неорганического вещества, проведите грунтовку детали. Этот слой краски защитит в дальнейшем от попадания воздуха и влаги под порошковую ЛКМ.
- Во избежание появления коррозии на металле необходимо покрыть деталь сверху пассивационным слоем из нитрата хрома и натрия.
- Самостоятельно хорошо высушить деталь в изготовленной печи.
Этап покраски деталей порошковой краской
В процессе покраски нужно самостоятельно поместить металлическую деталь в отсеке напыления, а к ней прикрепить минусовый провод от электрического преобразователя.
Для проверки достаточного напряжения индикатором послужат искры, которые должны появиться при поднесении металлической крышки на бутылке с краской к детали на расстоянии 2-3 см.
Для покраски порошковой смесью самостоятельно необходимо надавливать на бутылку с краской, а под действием высоковольтного электричества смесь сама электризуется и плотным слоем ложится на поверхность детали.
Так как смесь будет разлетаться по всем сторонам, нужно что-нибудь самостоятельно настелить на пол, например, газету или картон, чтобы потом ЛКМ можно было аккуратно собрать.
Этап полимеризации средства
На этом этапе прокрашенную деталь нужно самостоятельно поместить в уже изготовленную камеру для сушки краски. При этом необходимо следовать чётким инструкциям к выбранной вами краске.
Для хорошего результата необходимо самостоятельно следить за тем, чтобы все части детали равномерно нагревались, а также соблюдать точное время для просушки слоя ЛКМ.
Самостоятельно изготовить печь для полимеризации существенно сэкономит бюджет, но стоит учесть, что эта работа довольно кропотливая и трудоёмкая.
Основные достоинства профлиста с порошковым окрашиванием
Материал универсален и подходит для обустройства кровельных, фасадных, воротных, ограждающих конструкций. Вариантов расцветки — 250 по RAL, а чтобы кровля и забор были выполнены в единой цветовой гамме, к профлистам подбирается сопутствующая фурнитура. Как будет выглядеть конструкция, решает заказчик. В каталоге представлен профнастил с порошковым покрытием по цене производителя. Среди практичных свойств:
- устойчивость к коррозийным процессам;
- надежность (слой цинкового покрытия 100-200 г/кв. м, краски — от 45 мкм);
- стойкость к механическим повреждениям
- сохранение характеристик при температуре -60-+150°С.
- широкая гамма цветов RAL
- возможность покраски в два разных цвета
Конструкции из профлиста с порошковым окрашиванием служат более 25 лет, не доставив проблем в эксплуатации и уходе.
©Сталь Партнер
Порошковая покраска металлоизделий
Преимущества оборудования порошковой покраски
Список сильных сторон отличается своими значительными размерами. Необходимо более подробно рассмотреть, на какие именно основные достоинства можно рассчитывать: • Порошковая краска расходуется крайне экономично и удаётся добиться минимальных трат на её приобретение. 95% неиспользованного состава можно применять повторно. • Технология выполнения работ предполагает высокую степень автоматизации всех процессов на участке порошковой покраски. • Минимальное время нанесения на поверхность. Затвердение происходит за полчаса. • Высокое качество создаваемого покрытия. Порошковая краска надёжно пристаёт и практически не стирается с течением времени. • Среднестатистический состав обладает увеличенным показателем вязкости и эффективнее противостоит неблагоприятным факторам окружающей среды.
Сколько стоит оборудование порошковой окраски
Довольно часто у наших клиентов возникает вопрос о стоимости представленной в каталоге продукции. Как показывает практика, этот момент сильно зависит от особенностей установок, а также целого ряда других факторов. Оборудование для порошковой покраски металла может быть компактным или представлять собой потоковые линии. Второй вариант предполагает высокую стоимость и рекомендуется при годовой программе в 50 и более тысяч квадратных метров окрашиваемой поверхности. Производительность модели является одной из главных составляющих цены. Порошковая покраска, оборудование для которой реализует наша компания, может использовать дополнительные технологии. Для повышения эффективности, иногда, требуется приобрести определённые аксессуары.
Как заказать оборудование для покраски?
Наша компания придерживается ориентированной на клиента политики взаимодействия. Купить оборудование для порошковой покраски реально, так как цена на это оборудование вполне доступна. Чтобы его заказать, необходимо заполнить форму покупки. При возникновении вопросов, следует обратиться к сотруднику и уточнить интересующие моменты. Мы поставляем оборудование для порошковой покраски в города Сыктывкар, Москва, Ижевск, Ставрополь, Астрахань, Брянск, Волгоград, Воронеж, Калининград, Киров, Курск, Липецк, Орел, Псков, Рязань, Саратов, Тамбов, Тула, Ярославль, Саранск, Краснодар, Архангельск, Белгород, Владимир, Вологда, Иваново, Калуга, Кострома, Санкт-Петербург, Мурманск, Новгород, Пенза, Ростов-на-Дону, Самара, Смоленск, Тверь, Ульяновск.