Профнастил, профлист, профилированный лист – все это названия одного и того же материала, применяемого в строительстве в качестве стенового, кровельного покрытия, а также при возведении заборов и других ограждающих конструкций. Недорогой, долговечный, он представляет собой стальной лист с ребристой поверхностью, оцинкованный или окрашенный порошково-полимерной краской.
Ребристой поверхность выполняется для создания ребер жесткости, что увеличивает прочность материала, его способность выдерживать значительные ветровые, прочие механические нагрузки. Длина и ширина профлиста зависит от марки, типа изделия. Толщина составляет 0,45-1,2 мм в зависимости от предназначения. Так, стеновой профнастил толще кровельного в силу требований к его эксплуатации.
Преимущество материала – его дешевизна, определяемая низкой себестоимостью производства. Благодаря этому критерию он настолько востребован.
Этапы производства профилированного листа
Интересно, как производится стеновой и кровельный профнастил? Производство профнастила не отличается сложностью. Технология изготовления листов заключается в прокатывании рулонной листовой стали с заранее нанесенной оцинковкой или полимерным покрытием. Профилирование (создание ребер жесткости) осуществляется одним из двух базовых способов:
- Одновременно. Заготовка прокатывается через станок, который выгибает в нем сразу все заданные ребра жесткости.
- Последовательно. Станок за один проход выгибает только одно или несколько ребер.
Оборудование первого типа позволяет получить гораздо более качественный результат, значительно сокращает время производства. Станки для последовательного проката дешевле, поэтому их закупают небольшие цеха или индивидуальные предприниматели, ограниченные в средствах.
Вся линия по изготовлению профнастила – это:
- Разматыватель. Устройство для захвата и подачи листа-заготовки из рулона.
- Станок для холодной прокатки. Создает ребра жесткости с заданными размерными параметрами.
- Режущий станок. Чаще всего это гильотинные ножницы с гидравлическим приводом. Разрезают рулон на готовые профлисты.
- Приемник. Устройство для приема, складирования готовых материалов.
Это типовая производственная линия. В зависимости от особенностей используемых технологий и оборудования ее состав может меняться.
Сам производственный процесс выглядит следующим образом:
- На разматыватель выгружается рулон оцинкованного или окрашенного стального листа, где фиксируется в заданном положении.
- Конец листа заправляется в приемник прокатного станка.
- Оператор устанавливает параметры скорости проката, характеристики ребер жесткости, требуемого количества единиц профнастила.
- Оборудование запускается, и начинается производственный процесс.
Современные линии по изготовлению профлиста – это автоматизированные системы, в которых все станки связаны в единую технологическую цепочку общей системой управления. Благодаря этому обеспечивается качество, скорость процесса. Также минимизируется количество работников, задействованных в производстве. Как результат – минимально возможная себестоимость готового материала, складывающаяся из расходов на стальной лист, его окрашивание или цинкование, само изготовление. Причем доля последнего параметра в формировании итоговой цены производителем, как правило, совсем незначительная.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».
Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.
Разматыватель
Его предназначение – подготовить и подавать лист в прокатный стан, постепенно разматывая рулон. Как правило, это приспособление с гидравлическим приводом, хотя встречаются и другие системы. Управление его работой осуществляется с применением общей автоматизированной системы, координирующей работу всей технологической цепи. Оборудование достаточно простое. В его основе – устройство захвата и фиксации, подвижный вал, привод и тормозная система для регулирования скорости подачи листа.
Прокатный стан
Прокатный стан (альтернативное название – формовочная машина) – ключевой станок в любой линии по производству профнастила. Именно он превращает обычную стальную полосу в профилированный лист, выгибая его так, чтобы создать ребра жесткости с заданными характеристиками высоты, ширины и расстояния между ними. Технология проста – холодная прокатка под высоким механическим давлением через систему вальцов. Привод может быть гидравлическим, пневматическим или электрическим.
Прокатный стан может быть предельно простым, нерегулируемым или минимально регулируемым. Или сложным, позволяющим задавать самые разные параметры в плане количества, высоты и ширины изгибов. Общее качество результата определяется вальцами, точнее, их способностью выгибать лист аккуратно, не деформируя его, а также не повреждая нанесенный слой антикоррозийной защиты – оцинковки или краски.
Наиболее эффективными являются пневматические станки, которые способны обрабатывать стальные листы, шириной до 2500 мм, задавая угол ребра до 90 градусов. Предельная толщина листа, с которым способно справиться подобное оборудование – 1,5 мм.
Коротко о применении профнастила, доставка с завода
Профлист с8 традиционно считается фасадной маркой (стеновой, для забора). Характеризуется самой низкой высотой профиля и одинаковым размером равномерной трапеции с обеих сторон листа. Профнастил с10 также является в большей степени стеновым материалом, но с другой формой трапеции. В отдельных случаях его можно использовать и в качестве кровельного покрытия. Однако профлист с10 нельзя монтировать на больших скатах с низкими уклонами крыши. Профнастил оцинкованный с8 и с10 обладают самым малым весом и поэтому монтаж даже длинных листов выполняется достаточно просто и быстро. Вы можете заказать со склада на заводе профнастил с8 двух метровых длин – это складские позиции. Другие длины изготавливаются на производстве в течение 2-5 дней.
Профлист с20 – самая популярная кровельная марка, применяющаяся как в промышленном строительстве, так и в малоэтажном коттеджном. Такой материал с высотой профиля 18 мм имеет достаточные ребра жесткости, одновременно обеспечивая хороший сток воды с крыши. Возможно использовать профнастил с20 и с более универсальной целью – и на кровле, и в качестве стенового материала. Кровельный профлист с21 является на сегодняшний день не менее востребованной маркой. Размеры более высокого профиля 21 мм и широкий выбор толщин металла дают возможность эффективно использовать его на кровлях производственных и общественных зданий больших площадей. Однако в отличие от профлиста нс35 или нс44, несущих функций у него нет даже при максимальной толщине.
Профнастил нс35 является материалом с минимальной высотой профиля, если Вам необходимо, чтобы профнастил выполнял несущие функции стены и кровли, или кровли и перекрытия одновременно.
Производство профнастила с21 возможно двух видов – кровельный (с кровельной канавкой на каждом листе) или фасадный (такая же высота и форма трапеции, но без кровельной канавки) и в толщине металла до 0,8 мм.
Профнастил н60 и профлист н75 – самые распространенные проектные марки для строительства любых несущих конструкций. Эту продукцию характеризует наличие на каждой из сторон трапеции дополнительного ребра (шва) жесткости, который и обеспечивает несущие свойства. Если Вы выбираете, заказать профнастил н75 750 или профлист н60 для монтажа кровли с несущими свойствами, то следует иметь в виду, что рабочая ширина первого 750 мм, а второго 845 мм. Профнастил н114 рекомендуется СНиП для обеспечения конструкции перекрытия или кровли максимальной жесткости и прочности. При изготовлении профлиста н114 на заводе используется оцинкованный металл не менее 0,8 толщины. Технические характеристики такого профнастила и эксплуатационные свойства позволяют свободно использовать металлическое перекрытие до 50 лет – 70 лет.
Металлорежущая машина
Как правило, это станок гильотинного типа с гидравлическим или электромеханическим приводом. Важная особенность – форма ножа для резки, которая в точности совпадает с конфигурацией ребер на прокатанном профлисте. Поэтому профессиональные гильотины, рассчитанные на производство разных типов профнастила, обязательно комплектуются как минимум несколькими типами сменных ножей.
Такая конструкция позволяет обрезать листы не только быстро, но и аккуратно, избегая производственных дефектов – образования неровностей и заусенец.
Приемник
Это последний элемент производственной линии по изготовлению профилированного листа. Его задача – принимать готовый профнастил после обрезки и складировать его. Хорошие производственные машины оборудуются автоматизированными штабелерами, упрощающими процесс дальнейшей отгрузки готовых материалов и их транспортирования к месту временного хранения.
Приемники рассчитаны на прием листов разной длины, поэтому общая длина некоторых моделей превышает 14 метров. Механика их работы различается, зависит от общей производительности линии.
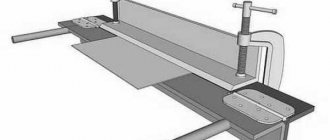
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Система управления
Современное производство подразумевает максимальную автоматизацию процесса. Эффективно работает оборудование, управляемое централизованно, в автоматическом режиме. Системы автоматизированного управления производственной линией различаются по комплектации и архитектуре построения. Но они всегда имеют пост оператора, где можно запустить и остановить процесс (в том числе экстренно, в аварийном режиме), а также задать настройки скорости работы, характеристики продукции и т. п.
Станки нужно настраивать индивидуально всегда, за исключением самых современных производственных линий. А вот управление должно быть автоматизированным. Это позволяет упростить контроль, повысить безопасность процесса, уменьшить количество задействованных работников.
Основа системы – блок управления, который в зависимости от модели может быть, как компьютерным интерфейсом, так и более привычным блоком с кнопками и индикаторами.
Профнастил – недорогой и технологичный
Благодаря простой, дешевой технологии изготовления профилированный лист стал востребованным в строительстве материалом. Он используется для обшивки ограждений, стен и крыш производственных, сельскохозяйственных, складских, подсобных сооружений. Сочетание стального каркаса с профлистом – это возможность получить готовое недорогое, но прочное и долговечное сооружение, способное надежно защитить внутреннее пространство и его содержимое от воздействия основных факторов окружающей среды.
Возможно, вам будет интересно: Прямоугольные водостоки: особенности.
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению