Оборудование для заточки ножей в домашних условиях
Заточка ножей с помощью бруска
Чтобы произвести заточку ножа бруском, нужно запомнить главные шаги процесса, включающие в себя:
- Выбор угла. Об этом было написано выше;
- Выполнение работы плавными движениями, исключая обрывистое соскальзывание бруска с лезвия;
- Периодическое смачивания бруска водой для эффективного процесса.
Совет: плоскость бруска должна находиться в заранее заданных параметрах угла по отношению к лезвию ножа.
Заточка ножей с помощью мусата
Процесс выполняется сложнее, чем при использовании бруска, и выглядит так:
- Происходит установка мусата на поверхность в вертикальной плоскости.
- Кромка ножа совмещается с верхней частью мусата, а затем дугообразным движением происходит перемещение лезвия по стержню. Начинается процесс сверху и плавно переходит вниз.
- Движение повторяется определённое количество раз, пока лезвие не будет острым с одной стороны. После чего эта процедура повторяется со второй стороной лезвия.
Важно: необходимо обеспечить ровную поверхность для прочного опирания мусата
Заточка ножей с помощью электрического станка
Самое важное в процессе работы на электрическом станке – это обеспечить полную безопасность процесса. В остальном требования не отличаются от описанного выше способа заточки бруском или точильным камнем
Единственное, что стоит отметить, – это некоторые особенности, отличающие данный процесс от остальных.
- во-первых, в этом случае водой смачивается не брусок, закреплённый в станке, а лезвие ножа.
- во-вторых, в процессе нельзя допускать, чтобы лезвие сильно нагрелось. В противном случае, произойдёт деформация.
- в-третьих, необходимо обеспечить фиксированный угол. Сделать это можно, используя специальные приспособления, устанавливаемые на поверхности корпуса.
- наконец, при работе требуется закупиться средствами индивидуальной защиты во избежание возникновения несчастных случаев.
Когда нужна регулировка или замена ножей электрорубанка
Ножи на электрорубанке со временем изнашиваются. Их требуется снять и наточить либо вовсе заменить, а после обратно установить на барабан. Вновь поставленные режущие насадки требуется отрегулировать, чтобы обрабатывать пиломатериалы максимально качественно. В предварительной настройке нуждаются также лезвия нового электроинструмента перед началом использования.
Появление следующих признаков указывает на то, что регулировка необходима:
- изменение звука при обработке заготовок;
- вибрация инструмента во время работы;
- ухудшение качества строгания пиломатериалов (образование волн, сколов, бороздок, торчащих волокон и прочих дефектов);
- возрастание усилий, затрачиваемых на работу.
Изменение звука характерно не для всех моделей. Данный признак может свидетельствовать также о ряде других неполадок.
Если после выполнения регулировки ножевых полотен рассмотренные признаки не исчезнут, то понадобится производить более серьезный ремонт электроинструмента.
Настройка правильного положения режущих насадок выполняется по таким параметрам:
- высоте части лезвия, которая выступает над подошвой электроинструмента;
- размеру бокового выступа ножа, предназначенного для выборки четвертей.
С помощью правильной регулировки положения ножевых полотен на барабане достигается высокое конечное качество обработки пиломатериалов.
Процесс изготовления
Изготовить приспособление можно самостоятельно. Инструкция следующая:
- Для начала подбирается абразив требуемой зернистости.
- Следующий шаг заключается в создании шаблона под требуемым углом. Для этого идеально подходит деревянный брусок, с которого снимается материал под требуемым углом.
Создать полноценный станок с приводом от электрического двигателя достаточно сложно. Это связано с тем, что нужно провести точные расчеты.
В заключение отметим, что рубанок при своевременной заточке ножей может прослужить на протяжении весьма длительного периода. При изготовлении лезвия применяется инструментальная сталь, которая характеризуется повышенной устойчивостью к механическому воздействию.
Точилка «Домик»
Неплохое приспособление для наточки ножей. Несмотря на простую конструкцию, точилка хорошо справляется со своей задачей. Эта конструкция состоит из бруска прямоугольной формы, верхняя грань которого сделана в виде двускатной крыши. Угол наклона одной грани составляет 20 — 25 градусов, что является оптимальным. Изделие необходимо установить лезвием впритык к одному из гребней крыши, затем взять абразивный круг или брусок с наждаком и произвести движение по горизонтальной линии. Таким образом обеспечивается неизменный угол наклона, что приводит к равномерной заточке лезвия.
Существуют и сложные конструкции самодельного точильного станка. Для изготовления понадобятся следующие материалы:
- Кусок доски размером 500х150х20 мм.
- Металлическая шпилька с резьбой, которая послужит направляющей для бруска.
- Болты и гайки М8 и саморезы по дереву.
- Прижимные гайки или гайки — «барашки».
- Обычный текстолит или оргстекло, которое будет служить в качестве подложки под нож и своеобразной подвижной станиной.
- Для крепления ножа следует взять неодимовый магнит. Обычный не подойдет, так как прижимная сила у него довольно мала.
Доску необходимо почистить, обработать, а затем сделать из нее прямоугольник. Еще одну доску следует сделать прямоугольной формы, которая будет выполнять функцию стойки или опоры. Ее высота должна быть такой, чтобы наклон основной доски равнялся 20 градусам. Скрепить их между собой можно саморезами по дереву. Затем получившуюся конструкцию приделать к верстаку или вырезать заблаговременно столешницу, к которой будет крепиться одна из шпилек. После надежного крепления шпильки к столешнице нужно взять брусок 200х100 и проделать в нем два отверстия: одно для основной шпильки, на которой и будет крепиться подвижная каретка с точилом, а другое — для шпильки, которая прикреплена к столешнице.
Теперь можно приступить к сбору каретки с держателем точила. На шпильку, которая будет держать каретку, необходимо изготовить два зажима из дерева, плексигласа или металла. В зажимах просверлить отверстия, надеть на шпильку и зафиксировать с двух сторон гайками. Каретка будет вращаться свободно по своей оси.
Следующим этапом станет установка неодимового магнита на ранее заготовленную пластину. В ней необходимо проделать продольный паз — для того чтобы штатив можно было смещать вверх и вниз. В середине станины просверлить отверстие и вставить болт с гайкой, который, в свою очередь, будет прижимать пластину. На конце пластины можно просто приклеить неодимовый магнит для удержания ножа.
Самодельное устройство готово к использованию. С его помощью можно затачивать стамески и рубанки.
СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ РУБАНКА
У многих пользователей пильнострогальных станков периодически возникает проблема заточки их ножей. Случилось подобное и у моего приятеля-столяра. Попытка наточить ножи на предприятиях нашего городка не увенчалась успехом, поскольку никто не брался за такую, казалось бы, простую работу. Посмотрели мы с ним в Интернете различные варианты конструкций для заточки и выбрали схему с подвижной кареткой наждачного камня. Но одно дело картинки, а другое – изготовление чертежей и сборка полноценного станка…
Каретка с закрепленным ножом
Заточный станок состоит из рамы основания с опорными пластинами крепления к верстаку, каретки на подшипниках, подвижной площадки подачи на двух направляющих и четырех втулках, держателя ножа с регулируемым углом заточки и электродвигателя с наждачным камнем. Для его изготовления потребовались покупные комплектующие изделия: подшипник 6200 (8 шт.), болты М10х70 мм (10 шт.) и М8х30 мм (14 шт ), шайбы 10 мм (10 шт.) и 8 мм (14 шт.).
Работа по изготовлению началась с нарезки деталей для рамы основания. Для точности сварочных работ я использовал чугунную плиту размерами 400×800 мм от старого фрезерного станка. К ровной плите струбцинами прижал трубы прямоугольного сечения: две продольных 25×40 мм, одну продольную 40×40 мм и две поперечных 25×40 мм.
Затем штангенциркулем проконтролировал точность размеров и прихватил все электродуговой сваркой. Сразу же приварил по углам опорные пластины, а по центру – связующую полосу. После этого перевернул раму и снова прижал ее к плите струбцинами, проварив все окончательно.
Таким же образом сварил раму каретки и, разметив на ней восемь отверстий согласно чертежу, просверлил их ручной электрической дрелью. Сначала диаметром 5 мм, затем рассверлил до диаметра 10,5 мм. Еще сделал отверстие диаметром 12 мм по оси симметрии для винта подачи. Дополнил конструкцию двумя гайками М10 для болтов, поджимающих подшипники, и гайкой М10×0,75 винта подачи.
Тем временем приятель принес заказанные у токаря детали: две направляющих диаметром 20 мм с внутренней резьбой М10, четыре втулки для направляющих, четыре втулки для установки опорных и четыре втулки – для поджимных подшипников, втулку и шайбу для камня, а также – винт подачи.
Собрав каретку, окончательно затянули гайки и болты после проверки прилегания всех четырех опорных подшипников к трубам рамы. Поджимные подшипники также выставили ровно к продольной трубе рамы без зазоров. Проверка движения каретки по раме порадовала, но основная работа была впереди.
Из листовой стали толщиной 3 мм я вырезал пластину размерами 180×230 мм. Затем разметил на ней отверстия крепления двигателя и отверстия приварки втулок направляющих. Под болты двигателя сделал отверстия диаметром 10 мм. А под электрозаклепки – диаметром 12 мм с зенковкой на всю глубину.
Для точности сборки (обеспечения параллельности продольных труб рамы), из березовой доски выпилил по две проставки длиной по 60 мм и 92 мм соответственно. С их помощью зафиксировал правильное положение втулок на направляющих: первая пара в положении до упора в раму справа, вторая пара – в 100 мм от рамы.
Следует отметить, что полочки квадратных труб рамы не имели прогиба, иначе подшипники будут касаться ее своими кромками или проваливаться.
Затем поверх втулок положил готовую пластину крепления двигателя, выровнял и загрузил чугунной чушкой. Поочередно приварил все втулки по отверстиям с зенковкой, установил винт подачи, приварив упорный кронштейн к площадке двигателя. Закрепил винт шайбой и шплинтом и покрутил винт подачи вправо-влево, убедившись в свободном движении площадки двигателя. Замечательно!
Станок для заточки ножей рубанка
Площадка под двигатель Рамка каретки
Габаритные размеры используемого двигателя (900 об/мин, 300 Вт, 380 В)
Направляющая (2 шт.) Винт подачи Втулка направляющей (4 шт.)
Шайба камня Втулка камня Втулка поджим. подш. (4 шт.) Втулка опорн. подш. (4 шт.)
Кронштейн винта подачи
Опора ножа Основание крепления ножа Прижимная планка ножа Щека основания крепления ножа (2 шт.)
Хвостовик опоры ножа (2 шт.)
Двигатель с камнем-чашкой прикрутил четырьмя болтами М8 с шайбами и гайками. Затем приварил к площадке у двигателя стойки ручки управления движением и пластину крепления пускателя. Установил деревянную точеную ручку, пускатель, электрокабель под напряжение 380 В с вилкой. Из листа алюминия вырезал и загнул по месту защитный кожух для наждачного камня и закрепил его к площадке четырьмя винтами М5.
Работая над станком, постоянно приходилось рассматривать различные технические решения: от выбора крепления ножа в нужном положении до устройства регулировки угла заточки. Немаловажно было определиться и с выбором конструкционного материала, и как обойтись без фрезерных работ.
Выход нашелся неожиданно, когда приятель принес два швеллера высотой по 100 мм и длиной по 330 мм с прямыми полками размерами 46×8 мм. После их обработки в соответствии с чертежами получились основание, опора ножа и прижимная планка. А из обрезков швеллеров я изготовил две щеки с отверстием и пазом и два хвостика с резьбой М8. Все сварил и получил узел для установки затупленного ножа. В раме основания по месту разметил и просверлил два отверстия под болты М10 крепления узла держателя ножа.
Также потребовалась настройка положения камня с двигателем и параллельности движения вдоль узла держателя ножа.
Электродвигатель и пускатель Каретка. Вид снизу
Винт подачи
Подшипники, закрепленные на каретке
Рама основания станка
Для испытаний станка использовали три самых затупленных ножа. Первый из них установили, прижав планкой с пятью болтами М8. Включив двигатель и равномерно перемещая каретку вперед-назад винтом подачи, я подвел камень к ножу до первой искры. Затем плавно довел режущую кромку ножа до самого острого состояния, затратив на это всего пять минут! А затем заточили второй и третий ножи. Результат порадовал.
Заключительным этапом изготовления станка стала покраска рамы в синий цвет, а узла держателя ножа – в красный. А его законный хозяин приделал к нему четыре резиновых опорных ножки.
Материал подготовлен командой сайта:
Анатолий МАТВЕЙЧУК,
г. Заводоуховск,
Тюменская обл.
Рекомендуем почитать
- ДЕМОНТАЖ-ШПРИЦЕМ! Медицинские одноразовые шприцы, используемые для инъекций, благодаря стараниям энтузиастов технического творчества стали находить дальнейшее применение. Например, в радиолюбительской…
- СВЕРХБЫСТРЫЙ ЗАЖИМ Он предназначен для мгновенной фиксации деталей круглого сечения — осей, штоков, валиков и им подобных. Его можно применять при сверлении торцевых отверстий, фрезеровании лысок, пазов…
Станки с фиксирующимися лезвиями
Станки для затачивания ножей с фиксирующимися лезвиями привлекут к себе внимание тех людей, которые хотят наточить нож не только качественно, но и быстро. Конструкция, жёстко фиксирующая лезвие ножа относительно движущегося под установленным углом точильного камня, позволяет точно выставить угол наклона
Для создания подобного самодельного станка своими руками понадобятся:
- Основание — прямоугольная деревянная пластина с размерами 440*92 мм и толщиной 18 мм.
- Деревянная плашка 92*45*45 мм (для фиксирования вертикальной резьбовой шпильки).
- Деревянный брусок 245*92 мм и толщиной 18 мм (пластина, к которой будет крепиться нож).
- Железная пластина 200*65 мм и толщиной металла 4 мм.
- Рояльная петля, длиной 92 мм.
- Шпилька М8 длиной 325 мм.
- Гайки и болты с резьбой М8.
- Сверло 6,5 мм.
- Метчик М8.
- Саморезы 50 мм, 4 шт.
Плашку, предназначенную для фиксирования вертикальной резьбовой шпильки, необходимо просверлить насквозь сверлом 6,5 мм. Отверстие должно располагаться на расстоянии 15 мм от края плашки, примерно по центру.
Схема расположения отверстия в деревянной плашке
Далее в получившемся отверстии требуется нарезать резьбу под шпильку М8. Подготовленную таким образом деревянную плашку, необходимо прикрутить к основанию на расстоянии 265 мм от края при помощи обычных саморезов длиной 50 мм, вкрученных с обратной стороны основания.
После того, как брусок и основание будут надёжно скреплены, предстоит вставить шпильку М8 в отверстие в бруске. Шпилька должна проходить по всему сечению бруска и основания; таким образом риск изменения её положения сводится к минимуму. Шпильку у основания бруска нужно жёстко зафиксировать гайкой М8, слегка утопив её при закручивании в древесине бруска.
Вторая часть работы заключена в сборе зажимающего устройства для фиксации положения ножа. Для этого к бруску из дерева 245*92 мм тремя саморезами крепится рояльная петля с торца деревянной пластины, при помощи которой она будет крепиться к основанию приспособления.
Крепление фиксирующего бруска к основанию при помощи рояльной петли
После закрепления деревянной части удерживающего устройства, можно приступить к прикреплению железной пластины. В центе пластины 200*65 мм нужно просверлить продолговатый паз, длиной 90 мм и шириной около 1 см. Паз должен располагаться от края зажимной пластины на расстоянии 60 мм. Дополнительно требуется просверлить отверстие на расстоянии 20 мм от противоположного края и нарезать в нём резьбу под болт М8. Затем нужно прикрепить при помощи этого болта зажимную пластину на подготовленное ранее деревянное основание. При помощи ещё одного болта и подходящей шайбы необходимо зафиксировать зажимную пластину по центру вырезанного паза. Фиксация должна быть чёткой, но при этом аккуратной, чтобы не повредить поверхность клинка.
Прикрепление железной зажимной пластины
Самая сложная часть сборки этого приспособления заключается в подготовке регулирующего устройства, которое будет задавать угол заточки ножа. Для этого понадобится:
- металлический квадратный профиль 40×40 мм;
- мебельная скоба, шириной 40 мм;
- пара заклёпок;
- брусок фанеры 42×25 и толщиной 18 мм;
- болт и гайка М5;
- пара гаек-барашков М8;
- оселок;
- стальной пруток диаметром 0,8 см и длиной 40 см.
На бруске фанеры необходимо просверлить пару отверстий: сквозное отверстие диаметром 8 мм по сечению 42×18 мм (расстояние от края по стороне 42 мм выставить на уровне 15 мм) и сквозное отверстие диаметром 5 мм по стороне с сечением 42×25 мм (расстояние от края 10 мм). Квадратную трубу следует разрезать пополам так, чтобы получилась «П»-образная скоба с шириной 40*15 мм и ушками по 20 мм. В ушках нужно просверлить 8-ми миллиметровые отверстия, в которые в дальнейшем будет вставлена шпилька М8. Соединить получившуюся скобу с мебельной петлёй при помощи заклёпок. К получившейся конструкции, при помощи второй части мебельной скобы, притянуть брусок фанеры болтом М5.
Расположение на спице направляющего механизма
Оселок соединить с направляющим штоком, в качестве которого выступает стальной стержень с сечением 8 мм. При соединении оселка и направляющего штока следует строго следить за тем, чтобы их осевые линии совпадали. При желании, для удобства пользования точилкой, к оселку с обратной стороны можно приспособить ручку-держатель. Осталось закрепить оселок в направляющем механизме, зафиксировать барашком и самодельное приспособление для заточки ножей готово.
Точилка в сборе
Как сделать точилку для стамесок и ножей рубанков
Здравствуйте, уважаемые читатели и самоделкины! Многие из Вас занимаются столярным делом, и прекрасно знают, что хорошо заточенные стамески и ножи ручных рубанков являются залогом качества и скорости выполнения обработки заготовок.
Содержать их в надлежащем, остром виде достаточно просто, имея в своем арсенале водные заточные камни и специальное приспособление для заточки.
В данной статье автор YouTube канала «Cosmas Bauer» расскажет Вам, как изготовить весьма простую и одновременно точную оправку для этих целей.
Материалы. — Алюминиевая пластина 16 мм толщиной — Латунный пруток, алюминиевая трубка, стальная полоса, листовая фанера — Бакелитовые барашковые гайки М8 — Винты с потайной головкой под шестигранный шлиц, барашковые гайки, пластиковые колесики — Стальная шпилька M8, стопорные гайки, шайбы — Двухкомпонентная эпоксидная смола — Наждачная бумага, машинное масло, двухсторонний скотч.
Инструменты, использованные автором. — Струбцины — Электрический лобзиковый станок — Ручная циркулярная пила — Мини-сверлильный станок 220 В 710 Вт, кобальтовые сверла, метчик, лерка — Станочные тиски — Циркулярная пила, каретка, толкатели — Ленточный шлифовальный станок, сварочный полуавтомат, маска хамелеон — Тиски, надфиль, напильник — Автоматический керн, циркуль, отвертка, инбусовый (шестигранный) ключ, чертилка, линейка — Водные заточные камни. Процесс изготовления. Итак, основным материалом для корпуса точилки послужит алюминиевая пластина толщиной 16 мм. Сначала автор размечает на ней контуры двух заготовок для боковых частей.
Далее в заготовках высверливаются два отверстия на краях будущего серповидного регулировочного паза. Сначала автор использует тонкое сверло, а позже рассверливает отверстия до диаметра 8 мм.
С помощью циркуля автор соединяет края отверстий линиями.
Пластина фиксируется на верстаке струбцинами, под прижимы которых подкладываются обрезки фанеры. Обе детали отрезаются от пластины с помощью ручной циркулярной пилы или электрического лобзика.
Следующая операция по удалению излишков металла выполняется на лобзиковом станке. Такой агрегат весьма редко встречается в мастерских, да и его цена кусается. Простенький аналог этого станка можно сделать самостоятельно, ознакомившись со следующей статьей. В другом случае можно воспользоваться ручным лобзиком, или дремелем.
Затем выравниваются плоскости на краях заготовок с использованием ленточного шлифовального станка. Для закругления углов и выполнения финишной шлифовки, рабочая часть станка поворачивается в горизонтальное положение.
Из той же алюминиевой пластины вырезается деталь для регулируемой подошвы. Ее ширина должна быть около 100-120 мм, в зависимости от размеров используемых Вами камней. На одном из широких краев детали, при помощи циркулярной пилы, делается прорезь шириной 8 и глубиной 10 мм. Разметив центры на противоположных торцах, сверлятся два соосных отверстия для установки латунных штифтов. Также делается пара отверстий для винтов M8 прижимной пластины. Шпилька отрезается по ширине корпуса с запасом на гайки. Она продевается через серповидные пазы в боковых деталях, и между ними устанавливается регулируемая платформа.
Вырезав перемычку такой же ширины, и наклеив на ее торцы двухсторонний скотч, мастер выравнивает ее относительно поверхности верстака, прижимая ее и нижние края боковых деталей к столу. Остается аккуратно прижать боковины к краям перемычки, и затянуть барашковые гайки.
Эта конструкция фиксируется на столе сверлильного станка, и мастер делает по два отверстия для крепежных винтов с каждой стороны. Сверление выполняется сквозь боковые пластины и в массиве перемычки сверлом с расчетом на резьбу М6. После этого отверстия в боковушках рассверливаются до 6 мм, и выполняется зенковка под потай.
Теперь в перемычке нарезается резьба М6.
После полимеризации клея, в центре пластины сверлится отверстие, и в нем нарезается резьба М12.
Автору пришлось приобрести пару пластиковых колесиков и вот такую шариковую рукоятку с винтом М12.
Также за кадром была сделана прижимная пластина из стальной полосы, к которой приварены два обрезка шпильки М8. Кроме того он сделал две небольшие втулки из алюминиевой трубки.
Кстати говоря, идею этой конструкции мастер позаимствовал у уже известного местным читателям Джона Хайсца.
При сборке точилки, первой прикручивается к боковине одна перемычка, затем в отверстия вставляются штифты платформы, и прикручивается вторая боковина.
При фиксации перемычки следует выровнять геометрию приспособления, прижав его к ровной поверхности. Теперь в пазы вставляется шпилька таким образом, чтобы она попала в паз платформы, и фиксируется барашковыми гайками М8. С нижней стороны платформы продеваются винты прижимной пластины.
На них надеваются шайбы и втулки, и накручиваются барашковые гайки. Последней вкручивается шариковая рукоятка.
Остается установить колеса, и накрутить на концы осей стопорные гайки.
На обратной стороне платформы автор разметил две линии, вдоль которых выставляется затачиваемый инструмент. Фиксация положения выполняется двумя барашковыми гайками. На поверхность прижимной пластины можно приклеить кусочек кожи, чтобы не поцарапать полированные инструменты.
Благодарю автора за подробные инструкции по изготовлению простого, весьма точного приспособления для заточки стамесок и ножей рубанков!
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Как заточить нож дома?
Известно, что острый нож позволяет быстрее справиться с процессом приготовления пищи на кухне, оставляя время на другие важные дела. Но далеко не каждый умеет точить нож. Для начала стоит ознакомиться с главными правилами, которые помогут справиться с заточкой качественно и быстро.
Угол
Угол, под которым держится инструмент во время заточки, является существенным фактором. Разные ножи имеют разное назначение и отличающиеся друг от друга характеристики
Таким образом, лезвия у них тоже отличаются, и поэтому важно во время заточки расположить прибор под правильным углом
Ниже приведен список оптимальных углов для ножей разных видов:
- 55-60 – для столовых;
- 40-45 – для охотничьих;
- 30-35 – для кухонных;
- 35 – для ножей, которые используются при нарезке овощей;
- 25-30 – для ножей, которые используются при нарезке мяса;
- 25 – для ножей, которые используются при нарезке рыбы.
Последние три варианта написаны тем, кто использует в работе профессиональные инструменты.
Для чего нужна ручная заточка?
Применяется заточка ручного рубанка исключительно по предназначению. Среди особенностей использования отметим следующее:
- Устройство подходит для заточки режущей кромки рубанка, а также многих других изделий.
- Подобный механизм может проводить снятие металла с поверхности. Абразив может обладать различной зернистостью, что определяет количество снимаемого материала за один проход.
В большинстве случаев ручное приспособление применяется в случае, когда нужно провести обработку сложной поверхности. В отличии от электрического оборудования, механизм достаточно прост и обходится в небольшую сумму. Также при применении подобного инструмента может проводится заточка ножа, который также имеет режущую кромку.
Геометрия лезвия рубанка, стамески, долота
Оптимальный профиль режущей кромки столярного инструмента сформировался опытным путем. Он немного отличается от привычного сечения обычного ножа, описанного в статье о правилах заточки лезвия.
Хотя полотно клинка тоже имеет прямоугольную форму.
В поперечном сечении лезвия столярного инструмента создается односторонний профиль.
Можно сказать, что плоскость спусков совмещена с подводом, а режущая кромка окончательно доводится за счет формирования микроподводов во время полировки на шлифовальном ремне.
Угол заточки может меняться в пределах от 25 до 45 градусов. Он зависит от плотности обрабатываемой древесины.
Советы по эксплуатации
Рубанок требует учета правил эксплуатации. То же самое требует процедура заточки инструмента. Необходимо учитывать, что обработка ножей должна выполняться только при использовании следующих инструментов и материалов:
- бруска, поверхность которого покрыта мелкими абразивными зернами;
- наждака;
- шлифовальных кругов;
- ремня из кожи;
- полировочной пасты.
Дополнительно требуется подготовить еще один ремень, с помощью которого можно выполнить шлифовку поверхности. Заточка обеспечивает восстановление остроты режущей кромки.
Если во время обработки появились дефекты, то необходимо воспользоваться шлифовальным кругом. Он поможет избавиться от выступающих заусениц, а также предотвратит выгибание ножа. Эффективная заточка подразумевает использование наждака, оборудованного двумя кругами:
- первый имеет вставку крупного абразивного зерна;
- второй – вставку более мелких частиц.
Такое сочетание обеспечивает необходимый эффект и позволяет увеличить остроту лезвий. Заточка требует ответственного подхода, так как игнорирование требований и особенностей способно привести к поломке лезвия, инструмента. Важный параметр, который требуется учитывать при эксплуатации точильных инструментов – это угол, при котором нужно точить нож. Чаще всего этот показатель не должен быть ниже 25 и выше 45 градусов.
Существует несколько рекомендаций, которые помогут добиться успешной заточки рубанков.
- При проведении работ лучше избегать сильных нажимов, если не хочется снимать толстый слой материала. Такая ошибка к тому же приводит к поломке лезвия в процессе использования рубанка из-за сниженной прочности и неправильного распределения напряжений.
- Когда нож будет соприкасаться с кругом, его поверхность станет нагреваться, что приведет к повышению показателя пластичности. Чтобы лезвие не выгнулось, рекомендуется почаще охлаждать металл в ведре с водой.
- После основной заточки следует доработать поверхность лезвия, избавляясь от очевидных дефектов. Сделать это можно с помощью мелкозернистого бруса.
Окончательный этап – использование кожаного ремня и шлифовальной пасты. С их помощью можно сделать лезвие максимально гладким и блестящим. Заточка сложна в исполнении. Однако проводить ее требуется регулярно, чтобы предотвратить износ рубанка и улучшить эффективность работы.
В случае с лезвиями электрических инструментов за заточкой лучше обращаться к специалистам. Объясняется это тем, что даже незначительный дефект, который может возникнуть в процессе обработки, способен вывести конструкцию из строя. А стоят такие рубанки дорого.
Разновидности ножей для электрорубанков
Ножи на электрорубанке являются расходным материалом. С их помощью обеспечивается обработка деревянных поверхностей.
Часто ножи идут в комплекте с электроинструментом в количестве 2-х штук.
Ножи для электрорубанка классифицируются по следующим критериям:
- возможности повторного практического использования;
- форме лезвий;
- размерам ножевых полотен;
- стоимости.
Покупая электрический рубанок, кроме проверки его работоспособности и комплектации следует уделять внимание качеству установленных на барабане ножей, их заточке. Лезвия должны быть острыми, с ровной кромкой, не содержащей изгибов или выбоин. Проверять следует и запасные ножи. От правильного подбора режущих насадок зависит конечное качество обработки пиломатериалов.
Одноразовые ножи
Ножи, предназначенные для одноразового использования, делают из твердых сплавов на основе стали в виде острых с двух сторон пластин. Затачиванию такие режущие части не подлежат. После того, как используемая кромка полностью изнашивается, ножевое полотно переворачивают и устанавливают на барабане другой стороной. При этом инструментом продолжают работать. Если и вторая режущая кромка затупляется, то лезвие просто выбрасывают.
Одноразовые ножи предназначены только для выполнения работ, которые не требуют высокой точности и качества обработки заготовок. Но они удобны в практическом использовании: при установке их не надо точно настраивать и балансировать.
По форме одноразовые изделия бывают:
- прямыми;
- волнистыми;
- прямыми, но закругленными с концов.
У первой разновидности изделий прямая режущая часть. Такие расходные материалы удобно применять, чтобы выполнять обработку деталей, имеющих меньшую ширину, чем длина у установленного лезвия, выбирать четверти. Волнистые ножи используют при необходимости проведения грубой обработки пиломатериалов. С их помощью можно придавать деревянной поверхности различную текстуру, например, сымитировать «старение». Прямые режущие кромки, закругленные по краям, хороши тем, что не оставляют следов (борозд, ступенек) на поверхности обрабатываемой древесины. Это подходящий вариант при необходимости работы с широкими деревянными заготовками.
Одноразовые лезвия имеют больший срок службы, но могут достаточно легко сломаться при случайном столкновении с металлом (например, гвоздем, болтом). Являются оптимальным вариантом насадок при необходимости работы с заготовками из твердого дерева.
Многоразовые режущие насадки
Изделия, которые предназначены для многоразового использования, отличаются как своей формой, так и размерами от одноразовых режущих насадок. Их изготавливают, используя сталь высокого качества, что обеспечивает легкость и качественность обработки деревянных поверхностей.
С помощью многоразовых ножей можно добиться такой степени гладкости поверхности заготовки, что шлифование не потребуется. Они имеют маркировку HSS (полностью High-Speed Steel, что переводится как быстрорежущая сталь). Такие лезвия считаются профессиональными. Их установка сопровождается высокоточной балансировкой и регулировкой. Заточка также должна быть отличного качества. При этом инструментальную быстрорежущую сталь можно наточить так, чтобы она была очень острой.
Многоразовые режущие насадки покупать выгоднее, потому что есть возможность их многократного затачивания. Но обрабатывать древесину твердых пород (например, лиственницу или дуб) изделия из быстрорежущей стали не позволяют.
На рабочие барабаны большинства моделей электрических рубанков можно устанавливать как одноразовые, так и многоразовые режущие насадки. Но встречаются также устройства, которые возможно оснастить только лезвиями, не предназначенными для затачивания. По этой причине при покупке электрорубанка рекомендуется отдавать предпочтение универсальным электроинструментам.
Классификация по размерам
Ножи для электрорубанка могут быть стандартного или нестандартного размера. Изделия первого вида, называемые «пластинами», имеют длину 82 мм, ширину 5,5 мм, а толщину 1,2 мм. Такие режущие насадки подходят на большинство моделей электрических рубанков от иностранных фирм Макита, Skil, Бош, Black&Dekker.
Ножи прямые для электрорубанков Bosch, SKIL
Нестандартные режущие насадки с большей шириной и толщиной лезвий характерны для электрорубанков от фирм Байкал и Интерскол. Из-за своих параметров они прочнее и качественнее стандартных пластин. При попадании на металл такие ножи не ломаются. Их можно затачивать с помощью наждака. Ширина насадок составляет около 1 см. Длина может быть 82 мм, 102 мм, а у изделий фирмы Ребир она достигает 110 мм.
Ножи прямые для электрорубанка Rebir ИЭ-5709
Цена режущей насадки зависит от фирмы производителя. Также этим фактором часто определяется качество изделия. Если приобретать ножи известных компаний (например, Бош), то можно рассчитывать на долгий срок их службы.
Некоторые модели электрорубанков комплектуются режущими насадками необычной формы и конструкции. Чтобы не ошибиться с размерами, рекомендуется перед покупкой старое лезвие брать с собой для сравнения.
Особенности
Сегодня существует несколько приспособлений для обработки лезвий. Их классифицируют по разным признакам. Наиболее распространенными являются следующие.
- Приспособления классифицируют по типу использования. Выделяют ручные и механизированные станки. Первый вариант отличается простотой использования, а также небольшой стоимостью. Преимуществом второго является высокая скорость обработки стального материала, именно поэтому такие инструменты более популярны.
- Вторая классификация подразумевает разделение приспособлений по зернистости абразивного материала. Большое зерно приводит к быстрому снятию стали с лезвия, а уменьшение камней абразива способствует уменьшению толщины металлического слоя.
- Третий вариант классификации – самодельные или покупные устройства. Если требуется, можно собрать станок своими руками, при этом такой вариант обойдется даже дешевле.
Сегодня многие компания занимаются производством точильных устройств. Однако от ручной заточки отказываться не стоит. Такое приспособление имеет ряд плюсов:
- оно подходит для обработки режущей кромки и может быть использовано для заточки других ножей;
- механизм снимает небольшое количество металла, в процессе можно использовать несколько абразивных элементов разной зернистости.
Виды оборудования для заточки ножей
Применяемое приспособление для заточки ножей для рубанка может классифицироваться по достаточно большому количеству различных признаков. Среди особенностей классификации отметим следующие моменты:
- Есть ручные и механизированные приспособления. Первый вариант более прост в применении и обходится намного дешевле, второй позволяет существенно повысить скорость обработки. Электрические инструменты в последнее время весьма распространены.
- Рассматривая устройство заточки ножей рубанка следует уделить внимание зернистости абразива. Слишком большое зерно становится причиной быстрого снятия материала, уменьшение их величины позволяет за один проход уменьшить толщину снимаемого слоя.
- Есть самодельные и покупные устройства. Точилка самодельная справляется с поставленной задачей.
Производством точильных устройство занимается большое количество различных компаний. Во многом популярность бренда определяет стоимость механизма.
Приспособление для заточки из деревянных брусков
Простым приспособлением для затачивания ножей является инструмент, состоящий из пары деревянных реек и пары брусков с абразивом, с одинаковыми геометрическими размерами.
Деревянные рейки стоит подвергнуть тщательной шлифовке абразивными шкурками. Затем, после нанесения вспомогательной разметки, зависящей от угла заточки ножа, сделать пропилы на глубину 15 мм. В получившиеся отверстия вставить наждачные бруски таким образом, чтобы каждый паз совпал, после чего закрепить их болтами. Для придания точильному устройству большей устойчивости, нижнюю часть поверхности можно проложить куском резины.
Виды приспособлений для затачивания режущего инструмента различны и каждый мастер сможет остановить свой выбор на том ручном станке, который будет удовлетворять в полной мере именно его потребности.
Правила заточки ножей
Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Если вы сторонник использования бруска с абразивным напылением, начинайте работу с самой острой части лезвия, и заканчивайте более тупой, а именно той, которая мало задействована в процессе нарезки продуктов. Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Тип заточного станка для ножей рейсмуса и материал, из которого он изготовлен, также влияет на качество проведения работы.
На различных интернет ресурсах, вы можете найти специальные видео ролики, в которых наглядно показан процесс заточки лезвия ножа.
Примечание.
Производство ножей происходит в основном из легированной и углеродистой стали. Каленую сталь нужно точить бруском с абразивом, нержавейку – напильником трехгранным. Это связано с тем, что относительно мягкие металлы, в процесс заточки забывают поверхность бруска с абразивом. Кованое лезвие довольно гибкое, поэтому его желательно закреплять и точить бруском движениями вскользь. Частое применение абразивных брусков, способствует образованию жирной пленки на поверхности, которую нужно затирать обдиркой.
Раньше, станки заточные настольные для ножей делали из брусков клиновидной формы и дуба мореного. Бруски располагали с обеих сторон деревянного клинка, таким образом, чтобы кромка режущая была свободной. Конструкцию перетягивали веревкой и при помощи точильного камня затачивали лезвия до предельной остроты, получая при этом, отличный угол заточки.
Затачивание ножей, которые используются в рубанках, выполняется следующим образом: на стекло большой толщины, накладывают наждачную шкурку с мелкой фракцией, скошенной частью кромки режущей на абразив и точится движениями по кругу.
Ножи для рубанков: какие можно заточить
Основным элементом рассматриваемого механизма являются ножи. Их режущая часть может быстро изнашиваться при определенных условиях
При эксплуатации рубанков следует уделить внимание тому, что выделяют два вида приспособлений:
- Ручные сегодня встречаются крайне часто. При изготовлении основной части может применяться пластик, металл или дерево. Лезвие изготавливается при применении специальной стали, которая характеризуется повышенной устойчивостью к износу.
- Электрические рубанки применяются при обработке большого количества материала. За счет встроенного двигателя можно существенно повысить скорость и эффективность проводимого процесса.
Нужно учитывать тот момент, что у электрического инструмента может быть сразу несколько резцов. За счет этого существенно повышается эффективность проводимого процесса. Основная часть изготавливается из инструментальной стали или вольфрама. Стоит учитывать, что режущая часть из вольфрама не поддается заточке, после сильного износа он должен замениться. При этом поверхность может различаться по форме и некоторым другим параметрам.
Как определить, что ножам рубанка требуется заточка?
Важно своевременно определить то, когда нужно провести заточку поверхности. Приспособление для заточки ножей рубанка можно приобрести или собрать самостоятельно. Среди особенностей отметим следующее:
- Определить состояние резца можно при визуальном рассмотрении кромки фаски. Если при осмотре оказывается, что есть тонкая блестящая лента, то нужно приступить к заточке.
- Некоторые изделия снабжаются двусторонними ножами. При сильном износе лезвия проводится его поворот, за счет этого можно обеспечить требуемую работоспособность.
Приспособление для заточки ножей рубанка может применяться в соответствии с определенными рекомендациями. Не стоит забывать о том, что при допущении ошибки есть вероятность появления серьезного дефекта, за счет которого провести снятие материала не получается.
Профили заточки
Профиль лезвия ножа увязан со свойствами материала и структурой клинка, а также со свойствами материалов, для обработки которых инструмент предназначен. Заточка на простой тупой клин (поз. 1 на рис.) дает стойкое, но грубое лезвие: сопротивление резанию велико, а достаточно вязкие материалы нож рвет. Острый клин (поз. 2) быстро тупится или выкрашивается, на вязких и/или волокнистых материалах сопротивление резанию может быть и больше, чем тупым клином из-за трения отрезаемого о клинок.
Профили заточки лезвия ножа
Идеальным во всех отношениях является оживальный (плавно сбегающий) профиль, поз. 3. Специалисты до сих пор спорят, какая его образующая лучше – эвольвента, гипербола или экспонента. Но бесспорно одно – сделать оживальное лезвие в производственных условиях сложно и дорого, а направить его самостоятельно невозможно. Поэтому ножи с оживальной заточкой используются только в спецоборудовании, напр. микротомах – биологических приборах для получения тончайших срезов тканей.
Для одноразовых клинков, напр. лезвий безопасных бритв, используется граненая заточка, поз. 4, т.е. оживальная образующая, как говорят математики, аппроксимируется отрезками прямых. Количество граней заточки указывается в сертификате или на сайте производителя. Для толстой грубой щетины лучше подойдет 3-4-гранная; для нежных волос не на лице – 8-гранная. Универсальной считается 6-гранная.
Угол α
Угол заточки дается всегда в половинном значении α, т.к. многие инструменты и, напр., штык-ножи, затачиваются на одну сторону. Для ножей различного назначения угол α выдерживается в след. пределах:
- 10-15 градусов – медицинские скальпели, опасные бритвы, ножи для художественной резьбы.
- 15-20 градусов – кондитерские (для тортов) и овощные ножи.
- 20-25 градусов – ножи хлебные и филейные.
- 25-30 градусов – охотничьи, походные, ножи выживания.
- 30-35 градусов – бытовые ножи общего назначения.
- 35-40 градусов – столярный инструмент, сапожные ножи, топоры.
Полуторная
Заточка ножей, кроме специальных, делается почти исключительно полуторного профиля, слева на рис. Полуторная заточка названа так потому, что пологая грань лезвия (спуск) формируется в процессе изготовления клинка и заточке не подлежит. Фактически, направка ножа с полуторной заточкой не сложнее заточки на простой клин. Полуторная заточка оптимальна для ножа, которым работают с самыми разными материалами, и сделать точилку для ножей с полуторной заточкой гораздо проще, чем на заточку граненую.
Заточка лезвия бытового или походного ножа
В центре и справа на рис. показаны стадии заточки лезвия и номера используемых на них абразивов. Номер абразива соответствует количеству его зерен на 1 кв. мм поверхности. Стадия доводки имеет некоторые особенности:
- Охотничьи и походные ножи не доводятся. Так ими легче резать твердое (напр., кости) с протяжкой (с подпиливанием). Кроме того, если случайно порезаться, то слегка рваная рана быстрее перестает кровоточить, легче заживает и опасность проникновения инфекции в нее меньше.
- Лезвия опасных бритв, ножей сапожных и для художественной резьбы после абразива доводятся до зеркальной гладкости на кожаном оселке с пастой ГОИ.
- Направку и доводку лезвий кухонных ножей можно свести в одну операцию с абразивом №№ 800-1100.
Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин-1, иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.
При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.
Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Основные виды самодельных приспособлений
Главное условие для самодельных ножеточек – не исказить заданный на производстве угол между гранями лезвий. Выдержать его вручную, не имея набитой руки и навыка, нелегко.
Приспособление же фиксирует угол заточки, поэтому точить нож специальным инструментом намного легче, чем бруском.
Ниже перечислены самые простые и популярные точилки, каждую из которых по силам изготовить самостоятельно:
- Выбор качественного камня. Если в хозяйстве найдется точильный камень в форме крыши с двумя скатами, им легко можно вернуть остроту затупившемуся прибору. С этим “домиком” просто работать: лезвие крепится к одному скату крыши, а его другую сторону затачивают абразивным камнем, совершая горизонтальные движения. Потом нож переворачивают и обрабатывают вторую поверхность клинка. Удобство и эффективность способа в том, что не нужно выдерживать руками угол между лезвиями, он фиксируется формой и углом бруска.
- Простое устройство для домашнего затачивания можно сделать из двух треугольников из дерева. Их ставят параллельно друг другу и соединяют винтами-барашками. Точильный брусок фиксируется между деревянными опорами под углом, который при желании можно поменять. Требуемый наклон абразива легко выставить с помощью транспортира или программы на планшете.
При обработке лезвия на треугольниках нож надо держать 100% вертикально. Если такую конструкцию долго использовать, стяжки могут ослабеть и выставленный градус бруса изменится, а вместе с ним и угол затачивания. - Вместо вертикальных треугольников можно сделать надежное горизонтальное основание из дерева, пластика или металла. В нем нужно предусмотреть подвижные механизмы для фиксации точильных камней. Идея в том, что должна была возможность задать разный угол наклона брусков.Абразивные камни вставляются в отверстия в основании и крепятся. Нож “ходит” вертикально. Такое устройство нужно держать рукой, чтобы оно не двигалось по столу или зафиксировать струбцинами.
- Можно сделать точилку из стабильного бруска, который крепится к катающейся тележке с колесами. Нож затачивается движением руки вперед-назад. Угол затачивания определяется высотой бруска по отношению к рабочей поверхности.Это приспособление используют для работы с кухонными ножами и только на ровной плоскости. Бывает, что угол затачивания при движении незначительно отклоняется от заданного. Для большей точности конструкция должна стоять на месте неподвижно.
- Более сложное приспособление, на изготовление которого придется потратить время и силы, предполагает не только фиксацию бруса, но и возможность регулировать его положение. Особенность системы состоит в следующем: лезвие ножа надежно фиксируется на горизонтальной опоре, точильный брусок крепится к направляющей, а на вертикальной стойке делают прорезную планку.Благодаря отверстию в вертикальной опоре направляющую с закрепленной абразивной поверхностью можно перемещать и корректировать угол лезвия. При таком способе добиваются максимальной точности.
Точильный (абразивный) брус или камень – необходимый элемент любого фабричного или самодельного устройства для затачивания ножа. Удобно, когда он имеет форму прямоугольника (должен быть длиннее лезвия), так проще точить инструмент.
Камни бывают разной степени зернистости: крупной, средней и мелкой.
Она определяется количеством зерен на единицу площади и выражается числом, чем оно меньше, тем грубее камень.
Для заточки ножей потребуются бруски со средним и мелким зерном.
Для затачивания ножей абразивы с зернистостью 200-350 не используют. Такими зернами можно деформировать лезвие. Ножи точат на брусках со средним зерном – от 600. После основной обработки лезвие шлифуют и доводят до блеска наждачной бумагой на 1000-1200 зерен.
Двусторонний брусок, когда с одной стороны грубая абразивная поверхность, а с другой – более изящная, удобен вдвойне, поскольку им можно сделать основную заточку ножа и финишную доработку.
Камни отличаются еще и по материалу, из которого они сделаны. Натуральные – из сланцевых и корундовых пород. Эти камни с крупным зерном, они быстро стачиваются, поскольку их во время работы смачивают водой или маслом. Есть алмазные и керамические бруски, более износостойкие, прослужат дольше натуральных.
Дополнительная информация о станке TS 150 (MS 6000, WT-650)
| На станке можно затачивать плоские ножи длинной от 600 мм, ножи для рубанка до 120 мм. Станок прост в обращении и имеет эффективную систему крепления ножей на столе. | |
| Сам нож крепится на на специальном подвижном рабочем столе, направляющие которого настраиваются на определенный наклонный угол заточки ножа угол | |
| Угол наклона и положение ножа надежно фиксируются специальными ручками и винтами | |
| Станок для заточки ножей для рубанка длинной до 150 мм, стамесок, зубил, долот комплектуется держатель для ножа до 120 мм | |
| Станок комплектуется зажимным патроном для заточки сверл от 3 до 16 мм | |
| Верхняя часть заточного круга для более безопасной работы закрыта защитным кожухом | |
| Продольная подача строгального ножа по длине производится за 2 ручки рабочего стола по направляющим в ручную | |
| Массивная, устойчивая к вибрациям конструкция, обеспечивает стабильность и оптимальный результат заточки;- Станок имеет литое основание. Для надежного монтажа конструкции в нижней части предусмотрены специальные «проушины» с отверстиями |
Зачем нужна точилка
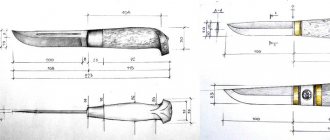
Живой реликт наших дней – финский охотничий нож. Не бандитская финка порой причудливой формы, а охотничий нож финского типа, слева на рис. Традиционные охотничьи ножи (в центре и слева) по форме на него похожи, но разница между ними очень большая.
Финский нож и классические охотничьи ножи
Клинок финского ножа отковывается из кричного железа, которое можно выплавить прямо у себя во дворе из болотной руды в печке-домнице, не прибегая к доменному процессу, пудлингованию и пр. способам передела чугуна в железо и сталь. Вязкость кричного железа отменная, сломать клинок из него очень трудно. Но и твердость невелика, где-то HRS55, нож довольно быстро тупится. Финских охотников это не волновало: клинок такой твердости можно направить (подточить) отбивкой на многих природных камнях, а оглаженных моренных валунов в Фенноскандии всегда хватало.
Точат нож отбивкой примерно так же, как отбивают косу, только оселок неподвижен, а двигают клинок. Сначала его тянут по оселку обухом от себя, затем переворачивают и тянут обухом к себе. Положение режущей кромки (РК) на оселке всегда волочащееся; движения быстрые: ширк-ширк! На каждом движении нужно держать пятно контакта лезвия с оселком (см. далее), но к выдерживанию угла наклона требования не столь строгие. Научиться точить нож отбивкой не очень сложно, а при некотором навыке можно и наводить на лезвие плавно сбегающий профиль, см. далее. Однако финский нож в общем-то тупик эволюции режущего инструмента, выживший в особых природных условиях.
Хороший нож дешевым никогда не был, а в экстремальной ситуации стойкость лезвия в сочетании с вязкостью клинка становились жизненно важными обстоятельствами. Поэтому еще в древности клинки ножей научились закаливать с поверхности и цементировать: сердцевина оставалась вязкой, не ломкой, а снаружи на ней образовывалась твердая каленая корка, см. след. рис.:
Структура клинка ножа с поверхностной закалкой и цементацией
Направить нож с цементированным клинком отбивкой еще возможно, но навык нужен такой, какой дается не всем. И абразив уже нужен из особой породы камня – литографского сланца грюнштейна. Его в природе мало; грюнштейн и поныне числится стратегическим сырьем. Искусственного грюнштейна нет и не предвидится. Испортить же цементированный нож неумелой отбивкой проще простого – чуть где-то кора цементации сдерется до сырого металла (на глаз этого не видно), нож останется только выбросить, лезвие будет сразу тупиться и пойдет крошиться.
Хозножам не требуется такая стойкость и вязкость, как охотничьим и походным, и стоить они должны много меньше. Как следствие, в производстве хозножей широко используются спецстали и порошковая металлургия. Клинок «вечного» кухонного ножа структурирован наподобие резца грызуна: продольными слоями, твердость которых падает от сердцевины наружу. В любом случае точить нож приходится реже, но отбивка исключается однозначно – лезвие от нее сразу выкрашивается.
Виды и их устройство
Ножи являются основным элементом рубанка, поэтому стоит внимательнее рассмотреть их конструкцию, устройство и особенности. Режущая часть лезвий в процессе эксплуатации подвергается износу, поэтому периодически материал требуется затачивать. Сегодня известно два вида рубанков, использующих особые лезвия.
Механизированные
Представляют собой электрические инструменты. Предназначены для обработки большого количества древесины, поэтому лезвия в них толстые и выполнены из более прочной стали. За счет двигателя, предусмотренного в конструкции каретки, повышается скорость работы, а также увеличивается износ режущих элементов.
Ручные
Довольно распространенный вид инструмента, который при желании можно сделать в домашних условиях. Для изготовления корпуса тележки рубанка используют:
- металл;
- дерево;
- пластик.
Лезвие отличается небольшой толщиной, для создания задействуют специальную сталь. Отличительной характеристикой ножа является устойчивость к износу. Между двумя инструментами разница не только в наличии или отсутствии двигателя.
Электрические рубанки отличаются наличием нескольких резцов и возможностью использования двусторонних лезвий. Все это повышает эффективность работы, поэтому механизированные инструменты популярны.
В процессе эксплуатации не сразу удается определить, что ножам рубанка требуется заточка. Однако существует несколько верных признаков, которые помогут понять необходимость проведения заточки.
- Внешний вид фаски. Если при проведении осмотра на ее поверхности обнаруживается блестящая лента небольшой толщины, то необходима заточка.
- Внешний вид двустороннего ножа. В этом случае определить необходимость заточки просто – достаточно взглянуть на металл после двойного поворота элемента в рубанке.