Идея заменить трудоёмкую ковку прокатом металла возникла в начале XVI в., и тогда же появились первые прокатные станы, придающие металлу форму обжатием его между вращающимися вальками. Мощности водяных колёс, приводивших в движение прокатные станы, хватало только на обработку мягких металлов — олова, свинца, меди. Появление парового двигателя позволило прокатывать твёрдую сталь. Развитие железных дорог повысило спрос на прокатную продукцию — стальные рельсы. Первый стан, прокатывавший стальные рельсы, заработал в 1828 г. в английском Бедлингтоне.
1. Украшения из золотой проволоки. Северная Европа. II — I тыс. до н. э. 2. Русская скань: золотой браслет XIII в. и серебряная пуговица XVI в.
Ювелирная мысль
Проволочные украшения в II тыс. до н. э. подтверждают, что уже тогда древние мастера помимо ковки — простейшего способа обработки металлов давлением — использовали волочение — протаскивание литых стержней мягких металлов через узкие отверстия волочильных дощечек, для их утончения и превращения в проволоку.
В Византии и на Руси выкладывание узоров из проволоки — скань — было особенно популярно. Проволоку для скани часто плющили, и, возможно, ещё в XV в. для этого стали использовать плющильные вальцы. Позднее, сделав в вальцах ручьи — выемки разной ширины и формы, нашли новый способ волочения проволоки: ручей обжимал заготовку, придавая ей нужную толщину и профиль. Плющильные ювелирные вальцы могли стать прообразом листового прокатного стана (для прокатки плоских металлических листов), а вальцы для волочения проволоки подсказали идею формовочного прокатного стана (для прокатки балок разного профиля).
Прокатный стан Леонардо да Винчи: рисунок 1495 г. и современный макет. Ручкой (1) вращался верхний валец (2), а через зубчатую передачу (3) из нескольких шестерёнок (для облегчения вращения) движение сообщалось и нижнему вальцу (4). Между вальцами прокатывалась литая оловянная плита, вальцы её сдавливали и утончали, превращая в лист.
Прокатный стан,
машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса
прокатки
, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции: транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упаковку, передачу на склад готовой продукции и др.
Историческая справка.
Время и место появления первого П. с. неизвестны. Бесспорно, что раньше прокатки железа применяли прокатку цветных металлов — свинца, олова, меди, монетных сплавов и др. Наиболее ранний документ (рисунок с описанием), характеризующий устройство для прокатки олова, оставлен Леонардо да Винчи (1495). Примерно до конца 17 в. привод П. с. был ручным, в 18 в. — водяным. Промышленная прокатка железа началась примерно с 18 в. В России она особенно широко развивалась на Урале. П. с. применялись для производства кровельного железа, плющения кричной заготовки в полосу или лист, разделения откованной полосы по длине на более мелкие профили квадратного или прямоугольного сечения (т. н. «резные» станы).
В конце 18 в. для привода П. с. начали применять паровые машины; прокатка становится одним из трёх основных звеньев производственного цикла металлургических заводов, постепенно вытесняя менее производительный способ ковки.
К этому периоду относится промышленное применение П. с. с калиброванными валками, сконструированного в 1783 Г.
Кортом
(Великооритания); П. с. постепенно дифференцируются на обжимные, листовые и сортовые. В 30—40-х гг. 19 в. в связи с бурным развитием железных дорог в разных странах начинают прокатывать рельсы. В 1856—57 в Сааре (Германия) был установлен первый П. с., предназначенный для прокатки крупных балок. Развитие конструкций и специализация этих станов привели к появлению в США в конце 19 в.
блюмингов
и
слябингов.
В 1867 Г. Бедсон (Великобритания) построил непрерывный проволочный стан. В 1885 братья М. и Р.
Маннесман
(Германия) изобрели способ винтовой прокатки бесшовных труб в П. с. с косо расположенными валками. В 1886 В. Эденборн и Ч. Морган (США) применили быстроходную проволочную
моталку с
осевой подачей. Первые летучие ножницы (конструкции В. Эдвардса) установлены в 1892 в США. В 1897 для привода П. с. с успехом применен электродвигатель (Германия). В 1906 в г. Тршинец (ныне Чехословакия) пущен П. с. с реверсивным электродвигателем. Принцип непрерывной горячей прокатки листов нашёл практическое применение в 1892 в г. Теплице (ныне Чехословакия), где был установлен полунепрерывный стан. Первый непрерывный широкополосовой (листовой) стан построен в 1923 в США. Начало холодной прокатки листов относится к 80-м гг. 19 в.; холодная прокатка труб освоена в 1930 в США.
В СССР первым достижением станостроения явилось сооружение Ижорским заводом двух блюмингов, которые в 1933 введены в эксплуатацию на Макеевском и Днепродзержинском металлургических заводах. В 1940—60-х гг. Всесоюзным научно-исследовательским и проектно-конструкторским институтом металлургического машиностроения (ВНИИМЕТМАШ) создан ряд П. с. для новых технологических процессов, обеспечивающих производство прокаткой многих изделий, которые ранее изготовлялись другими, менее эффективными способами (тонкостенные безрисочные трубы, листы переменной толщины по длине, профили круглого периодического сечения, шары, втулки, винты с крупным шагом, ребристые трубы и др.). В 1959—62 ВНИИМЕТМАШем и Электростальским заводом тяжёлого машиностроения созданы принципиально новые трубные станы с бесконечным редуцированием
труб (как при печной сварке, так и при радиочастотной), а также станы для непрерывной прокатки бесшовных труб (стан 30—102) производительностью на порядок выше по сравнению с действующими (около 550 тыс.
т
/год). В эти же годы пущены разработанные ВНИИМЕТМАШем, Научно-исследовательским институтом автомобильной промышленности и Горьковским автомобильным заводом первые станы для прокатки цилиндрических и конических колёс.
В 60-е гг. в СССР, США, ФРГ и Италии начато создание литейно-прокатных агрегатов, в которых совмещены процессы непрерывного литья
и прокатки в едином неразрывном потоке. Такие агрегаты уже получили широкое применение для производства
катанки
из алюминиевых и медных сплавов, листов из алюминиевых сплавов и заготовок из стали.
Классификация и устройство прокатных станов.
Главный признак, определяющий устройство П. с., — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции П. с. разделяют на заготовочные, в том числе станы для прокатки
слябов
и
блюмов
, листовые и полосовые, сортовые, в том числе балочные и проволочные, трубопрокатные и деталепрокатные (бандажи, колёса, оси и т.д.). По технологическому процессу П. с. делят на следующие группы: литейно-прокатные (агрегаты), обжимные (для обжатия слитков), в том числе слябинги и блюминги, реверсивные одноклетевые, тандемы, многоклетевые, непрерывные, холодной прокатки. Размер П. с., предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб.
Оборудование П. с., служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций — вспомогательным. Основное оборудование состоит из одной или нескольких главных линий, в каждой из которых располагается 3 вида устройств (рис. 1
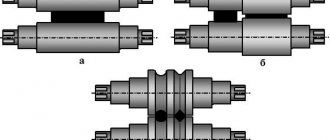
): рабочие клети (одна или несколько) — к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки; электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие большей частью из шестерённой клети, шпинделей и муфт. Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками: двухвалковые (дуо), трёхвалковые (трио), четырёхвалковые (кварто) и многовалковые (
рис. 2
). Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, называемые
эджерами.
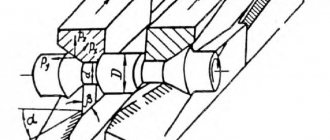
Станы, у которых вблизи горизонтальных валков расположены вертикальные, называются универсальными. Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо — под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т.д.
Число и расположение рабочих клетей П. с. определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку П. с. подразделяются на 8 типов (рис. 3
). К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см.
Калибровка
прокатных валков) или когда требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенный многоклетевой стан — непрерывный, в котором металл одновременно прокатывается в нескольких клетях (
рис. 4
). Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей.
Скорости прокатки весьма различны и зависят главным образом от требуемой производительности П. с., сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2—8 м
/
сек.
Наибольшие скорости характерны для непрерывных станов: при прокатке сортового металла 10—20
м/сек
; полосового 25—35
м
/
сек
; проволоки 50—70
м
/
сек
; при холодной прокатке жести 40
м/сек.
Данные о производительности, мощности приводов и массе оборудования некоторых П. с., получивших наибольшее распространение в СССР для производства горячекатаной стали, приведены в таблице.
Краткая характеристика основных станов для горячей прокатки стали
| Тип стана | Сортамент проката | Производительность, тыс. т/год | Общая мощность главных приводов, квт | Масса оборудования, т |
| Блюминг одноклетевой дуо 1000—1300 | Блюмы от 200´200 мм до 370´370 | До 6 000 | До 13 600 | До 5 500 |
| Листовой широкополосовой непрерывный 2000 | Полосы толщиной 1,2—16 мм, шириной до 1850 | 6 000 | 120 000 | 40 000 |
| Толстолистовой сдвоенный 3600 | Листы и плиты толщннэй 5—200 мм, шириной до 3200 | 1 750 | 21000 | 60 000 |
| Заготовочный непрерывный 900/700/500 | Заготовки сечением от 80´80 мм до 200´200 | 5 550 | 30 400 | 10 500 |
| Рельсо-балочный ступенчатый трио 800 | Рельсы, балки от № 24 до № 60, швеллеры от № 20 до №40 и др. | 1 700 | 9 800 | 22 000 |
| Крупносортный ступенчатый трио 650 | Круглая сталь диаметром 70—220 мм, б. ллки от № 16 до № 30 и др. | 750 | 8 700 | 6 500 |
| Крупносортный полунепрерывный 600 | Круглля сталь диаметром 50—120 мм, балки от № 10 до № 20 и др. | 1 600 | 34 400 | 18 000 |
| Среднесортный полунепрерывный 350 | Круглая сталь диаметром 20—75 мм, балки и швеллеры до № 10 и др. | 1000 | 16 000 | 7200 |
| Мелкосортный непрерывный 250 | Круглая сталь диаметром 8—30 мм, угловой профиль от 20´20 | 800 | 16 000 | 6 600 |
| Узкополосовой непрерывный 300 | Полоса толщиной 2—8 мм, шириной 120—460 | Более 1000 | 15 200 | 2 700 |
| Проволочный непрерывный 150 | Катанка диаметром 5,5—12,5 мм | 900 | — | — |
| Трубопрокатный автоматический | Бесшовные трубы дилметром 140—426 мм | 50—70 т/ч | 12 000 | 8000—12 000 |
| Трубопрокатный непревывный 110 | Бесшовные трубы диаметром 50—110 мм | 50—80 т/ч | 12 000 | 3 500—5 000 |
Заготовочные станы строятся двух типов в зависимости от исходного материала — слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Некоторые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана.
Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50—350 мм,
листов толщиной 3—50
мм
и полос (сматываемых в рулоны) толщиной 1,2—20
мм.
Толстолистовые станы обычно состоят из 1—2 клетей дуо и кварто с длиной бочки валков 3500—5500
мм
(см.
рис. 1
), иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10—15 клетей кварто с длиной бочки валков 1500—2500
мм
и нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15—50
т.
Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4—20
мм
), которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов —
правильные машины
, ножницы, печи для термической обработки и т.д., а у широкополосовых станов — моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы).
Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования. Основные типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из которых 2 или 3 клети универсальные, с горизонтальными валками диаметром около 1350 мм
, а 1 или 2 — дуо, с валками диаметром около 800
мм
; рельсо-балочные станы ступенчатого типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 800
мм
; крупносортные станы ступенчатого и полунепрерывного типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 650
мм
; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, большей частью непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные.
Для производства проволоки из алюминиевых и медных сплавов наиболее эффективны литейно-прокатные станы, в которых осуществляется непрерывный процесс получения проволоки из жидкого металла. Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5—8 т/ч
(
рис. 5
).
Сортовые станы, как и листовые, имеют разнообразное вспомогательное оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологические и транспортные операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции.
Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий — для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы. Конструкция трубопрокатных агрегатов определяется главным образом выбранным технологическим процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки.
Станы холодной прокатки стали и цветных металлов изготовляются следующих типов: листовые — для штучной прокатки; листовые широкополосовые — для рулонной прокатки; ленто-прокатные — для прокатки ленты толщиной от 1 мкм
до 4
мм
и шириной от 20 до 600
мм
, сматываемой после прокатки в бунты или рулоны; фольгопрокатные — для прокатки полосы толщиной менее 0,1
мм
; плющильные — для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны — моталки, которые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производительные листовые станы — непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети.
Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения — круглых периодических валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента — червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации.
Оборудование прокатных станов.
Конструкция основных деталей и механизмов П. с., несмотря на их различное назначение и многообразие, во многих случаях одинакова. Главные элементы рабочей клети —
валки прокатные
, подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки.
Подшипники прокатных валков работают при очень больших нагрузках, доходящих на некоторых станах до 30—60 Мн
(3000—6000
тс
) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, называются подушками, которые располагаются в проёмах станины.
Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной — до 60—120 т
и более. Материал станины — стальное литьё с 0,25—0,35% С. Станина устанавливается на фундаментных стальных плитах (плитовинах), которые прикрепляются болтами к бетонному или железобетонному фундаменту. Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в которых повышение жёсткости достигается не увеличением массивности станины, а с помощью специальных стяжных механизмов.
Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука (см. рис. 1
).
Вспомогательное оборудование П. с. предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки,
клеймения, укладки, промасливания, упаковки и т.д.
Электрооборудование П. с. характеризуется большими мощностями и размерами главных приводов (мощность одного электродвигателя доходит до 6—7 Мвт
и более, а общая мощность — до 200—300
Мвт
), сложностью систем управления электроприводами, вызываемой главным образом необходимостью автоматического регулирования в широких пределах скорости большинства машин П. с.
Смазочное оборудование П. с. обеспечивает бесперебойную автоматическую подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали — также подачу технологической смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в специальных подвалах.
Автоматика крупных П. с. состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны. Каждая локальная система имеет многочисленные и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологического процесса, в том числе о температуре металла, давлении металла на валки П. с., параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения. Вся эта информация поступает в вычислительные машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами П. с., относящимися к данной локальной системе, а также информация общей вычислительной машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др. участков П. с., управляемых остальными локальными системами. Одна из главных задач автоматизации (и экономически наиболее выгодная) — автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматического изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля. Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при производстве тонколистовой продукции.
Успешное решение этой задачи стало возможным благодаря использованию вычислительной техники, т.к. обычные адаптивные системы (самоприспосабливающиеся системы
) вследствие высоких скоростей прокатки (около 30—40
м/сек
) не обеспечивают своевременную корректировку междувалкового пространства.
Большой экономический эффект даёт также автоматизация контроля качества готового проката и нанесения защитных покрытий. П. с. в связи с непрерывностью процесса и выпуском однотипной продукции в больших количествах имеют все необходимые предпосылки, чтобы быть одними из первых полностью автоматизированных промышленных объектов.
О производстве П. с. см. в ст. Станостроение.
Лит.:
Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т. 1—2, М., 1962; Королев А. А., Прокатные станы и оборудование прокатных цехов. (Атлас), М., 1963; его же, Механическое оборудование прокатных цехов, 2 изд., М., 1965; Специальные прокатные станы, под ред. А. И. Целикова, М., 1971; Целиков А. И., Зюзин В. И., Современное развитие прокатных станов, М., 1972; Tribology in iron and steel works, L., 1970.
А. И. Целиков.
Оглавление
Скалки для металла
Ручной прокатный стан для получения тонких листов мягкого металла придумал Леонардо да Винчи в 1495 г. В XVI в. на таких станах с гладкими оббитыми железом вальцами, вращаемыми зубчатой, или червячной, передачей, стали прокатывать оловянные, свинцовые и медные полосы и листы для пивоваренных чанов, водосточных труб и желобов, бочарных ободов и других изделий. Вальцы, вращаемые водяным колесом, раскатывали эти мягкие металлы, как скалка тесто.
Осилить железо
В Швеции в 1707 г. прокатный стан с мощным гидравлическим двигателем прокатывал размягчённые в печи литые железные плиты 2 см толщиной, превращая их в тонкое листовое железо. В 1710-х гг. в Саксонии работали плющильные станы для прокатки полосового железа из литых прутков. Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.
Прокатный стан де Геннина на уральских заводах. Рисунок XVIII в. Размягчённую в печи заготовку — железный прут (1) — рабочий (2) вставлял меж железными вальцами стана. Вальцы сжимались винтами (3), сдавливая заготовку. Водяное колесо (4) вращало нижний валец (5), который посредством зубчатой передачи (6) передавал вращение верхнему вальцу (7). Прут прокатывался, равномерно уплощаясь и утончаясь, и другой рабочий (8) вытаскивал из вальцов ровную тонкую полосу железа.
Появление прокатных станов. Изобретатель Егор Кузнецов
Доменное производство Читать далее: Куренное дело
1.2.3 Появление прокатных станов. Изобретатель Егор Кузнецов
Но эти же рапорты наряду, разумеется, с другими архивными материалами помогли прояснить одно из таких «белых пятен» в истории русской горно-металлургической техники, как появление первых в России прокатных станов.
Несмотря на то, что историей прокатного дела в нашей стране занималось хотя и не специально довольно много исследователей, единой точки зрения по этому вопросу нет до сих пор. Одни историки, как, например, С. П. Сигов, считают, что прокатные станки с калибровочными ручьями для выделки железа непосредственно из криц, известные за границей еще с 1783 года, впервые нашли применение у нас лишь в 1826 –1827 годы. Другие, как, например, Н. Б. Бакланов, наоборот, появление первых в России прокатных станов относят на сто лет раньше, связывая изобретение их с именем В. И. Геннина: «Геннин устраивает на заводах совершенно новые фабрики и оборудует их еще небывалыми в России станками, заимствуя последние из Саксонии. Это были плющильная и железорезная фабрики с двумя видами станков: плющильным и железорезным. Оба они относятся к типу прокатных машин и являются, таким образом, прадедами современных блюмингов».
Действительно, как свидетельствует сам Геннин в своих «Абрисах», первые прокатные машины в России появились на построенном им Екатеринбургском заводе. Сохранилось и описание этих машин, которое говорит о том, что Геннин и использовал идею саксонских «плющильных машин», то значительно модернизировал их, приспособив к условиям производства уральских заводов. Это же описание говорит о том, что в принципе обе машины, как плющильная, так и железорезная, устроены были одинаково и довольно просто: на фундамент, изготовленный в виде сруба, обтянутых железными обручами, и уложенный на сваи, вбитые в грунт, ставились две массивные стойки. Под стойки укладывались, очевидно, для прочности, чугунные башмаки, а в самих стойках устанавливались передвижные при помощи вертикальных винтов подшипники, в которые и вставлялись прокатные или резальные валики. Длина регулировочных винтов, вращавшихся в продольных брусьях, позволяла регулировать зазор между валками в довольно больших размерах, однако прокатывать в такой плющильной машине можно было, конечно, лишь тонкий лист.
Необходимость в появлении на металлургических заводах таких плющильных машин была очевидной: полосовое и особенно «дощатое» железо, выходившее из-под колотушечных и отделочных молотов, каким бы мастерством ни обладали кузнецы, все равно «гуляло» как по толщине, так и по размерам. Да и вытянуть из-под молота длинную и совершенно ровную, аккуратную полосу было если не невозможно, то невероятно трудно. А техника того времени особенно в европейских странах, куда главным образом шло уральское железо, требовала железа точного и ровного по размерам. До нас дошло довольно много писем Геннина, где он, с трудом сдерживая раздражение, доказывает перекупщикам уральского железа, что их требования к чистоте и точности молотового железа абсурд, что само по себе высокое качество уральского железа вовсе не означает возможность такого же высокого качества и его отделки. Но письма письмами, а делать что-то надо было. И особенно с размерами полосового железа, ширину которого выдержать было под молотами труднее всего – этим, кстати, объясняется решительный протест Геннина против «второго опыта», то есть испытания полосового железа обвиванием вокруг столба: и без того сложно добиться точной геометрии полосы, а тут еще исправляй спирали! Поэтому для самого Геннина гораздо важно внедрить на уральских железных заводах плющильные машины, сколько «железорезательные», при помощи которых можно было бы получать полосы хотя бы ровные по ширине и с гладкими краями. И Геннин создает такую «железорезательную» машину, частично используя конструкцию плющильной машины, но с «резательными» валками, по своей конфигурации точно соответствующими сортаменту уральского железа.
И вот геннинская «железорезательная» машина по своему принципу уже гораздо ближе к современным прокатным станам с калибровочными ручьями, ее валки представляли своеобразные калибры, задававшие пропускаемым через них полосам точные размеры по ширине. Поэтому, очевидно, приоритет английского часовщика Д. Пейна на стан с калибровочными ручьями, датируемый обычно 1728 годом, должен быть поделен (если не уступлен совсем) с начальником Уральских горных заводов В. И. Генниным, который, как это можно понять из архивных материалов, построил свою «железорезательную» машину вскоре после пуска Екатеринбургского завода – то есть, где-то в 1725-26 годах.
Но и геннинская «железорезная машина», и цейтновский стан были еще, конечно, очень далеки от современных прокатных станов, что, очевидно, и дало основание некоторым историкам отнести появление первых «настоящих» прокатных станков в России к первой половине XIX века. Точно такая же картина наблюдается и с листопрокатными станами, «прадедом» которых геннинскую плющильную машину считает один лишь, пожалуй, Н. Б. Бакланов. Так, С. П. Сигов, например, пишет, что плющильная машина, вырабатывающая листовое железо (т.е. листопрокатный стан) появилась у нас, по-видимому, лишь в конце XVIII века.
Впрочем и Н. Б. Бакланов в этом отношении тоже почти солидарен с С. П. Сиговым: «Любопытно, что приспособить плющильные станы к изготовлению кровельного и котельного железа в XVIII веке не додумались. Лишь в начале XIX в. листы кровельного железа прокатываются выкованные, готовые, пачками, только для выпрямления”.
В какой-то степени оба эти историка, основывающие свои выводы только на машинах В.И.Геннина, правы : и плющильная, и железорезательная машины были по своей конструкции и по своим возможностям еще очень далеки от настоящих прокатных станов. Однако, когда тот же Н.Б.Бакланов утверждает, что “лишь с развитием железнодорожного строительства, когда появился спрос в большом количестве на рельсы, вопрос об их наиболее экономичном изготовлении был решен с помощью прокатного стана”, то (как теперь после исследований историков-краеведов Н. С. Боташова и Е. И. Гагарина стало ясно) он допускает ошибку. Ибо прокатные станы с калибровочными ручьями, причем в виде двухвалковых клетей почти “в современном виде”, появились уже в 70-х годах. И появились они в Нижнетагильском заводе.
Первым на широкое применение в Нижнем Тагиле “плющильных машин” указал академик П.С.Паллас. Не очень разбираясь в тонкостях кострукций этих машин, он, тем не менее, счел отметить, что на Нижнетагильском заводе имеется не только “плющильная, кою и для разделки употреблять можно”, но есть еще специальное “здание для плющения и деления железа”.
Уже одно только упоминание о плющильной машине, “кою и для разделки употреблять можно”, должно было насторожить более внимательного ученого, чем П.С.Паллас ( который не очень-то, судя по его запискам, жаловал русских механиков и мастеров, считая их подражателями “аглицким, швецким и саксонским механикусам”): а что за машина, которая обладает такими универсальными возможностями? И это не говоря уже о том, что в отличие от остальных заводов Нижнетагильский имел помимо “плющильной машмны” еще особую плющильную фабрику!
Чтобы полнее представить себе картину, не оставившую в памяти и сознании П.С.Палласа ничего, кроме чисто механического перечисления фактов, обратимся к более поздним источникам. Как сообщает И.Герман, уже в конце XVIII века на Урале насчитывалось 16 прокатных станов, причем 4 из них – на Нижнетагильском заводе.
И объяснялось это тем, что именно здесь работал русский конструктор прокатных станов, выдающийся уральский механик Егор Григорьевич Кузнецов, имя которого долгое время оставалось неизвестным.
Одним из первых, кто заинтересовался фигурой Егора Кузнецова, был тагильский краевед Н. С. Боташов. Начал он с надписи на знаменитых музыкальных дрожках, хранящихся в Эрмитаже. Эта надпись рядом с портретом самого механика сообщает, что «сих дрожек делатель» родился в 1725 году, над дорожками трудился «по самохотной выучке и любопытному знанию» с 1785 по 1801 год. Остальные сведения о жизни и деятельности Кузнецова удалось установить только после глубокого изучения личного архива Нижнетагильского завода.
Родился Е.Г.Кузнецов, очевидно, в семье кузнеца Выйского завода, так как по традиции того времени «с малолетства» был приучен к кузнечному делу (отсюда и фамилия) и довольно долго работал у горна. Видимо, уже тогда, работая кузнецом, будущий конструктор прокатных станов проявил недюжинную смекалку и любовь к машинам, возможно, кое-что и усовершенствовал, потому что в 1757 году был переведен в слесари, а еще спустя пять лет, в 1762 году «в угодность воли и желания его высокородия Никиты Акинфиевича, по принуждению…Нижнетагильской конторы» Кузнецов назначается на Нижнетагильский С этого момента и начинается деятельность Кузнецова на Нижнетагильском заводе как изобретателя и строителя «диковинных машин».
Первой такой машиной была водоотливная установка для медного рудника, работы на котором и, соответственно, выплавка меди на Выйском заводе были возобновлены Н.А. Демидовым в 1761 году.
Но водоотливная машина для Кузнецова была, видимо, делом эпизодическим, так как главное свое внимание в середине шестидесятых годов он сосредоточил на прокатном деле.
Начал Кузнецов, очевидно, с «плющильных машин», конструкция которых навела его на мысль приспособить ее не для «оглаживания», то есть выравнивания «дощатого» железа, а для самого изготовления. Это был принципиально новый подход к решению задачи, и можно только удивляться, как неграмотному слесарю при полном отсутствии каких бы то ни было знаний теории пластичности металла удалось довольно точно изготовить и валки, и сам стан новой «плющильной» машины без всяких расчетов и чертежей. Но, тем не менее, «плющильная» машина для «приготовления листового железа» была им построена, испытана в действии, а первые образцы проката летом 1766 года были отправлены «на досмотр» в Москву Н.А. Демидову.
Хозяин завода проявил к кузнецовской машине большой интерес, а поскольку довольно хорошо разбирался в горнозаводском деле, то и отписал на . А далее настаивал, чтобы валы плющильной машины были тщательно обточены и отшлифованы.
Естественно, приказ хозяина был выполнен, и с 1766 года на Нижнетагильском заводе началось производство «дощатого железа» при помощи первого в России листопрокатного стана. Его-то, очевидно, видал академик П. С. Паллас, назвав «плющильной, коею и для разделки употреблять можно». Но не исключено, что в данном случае он имел в виду другой прокатный стан – сортовой, который как раз к его приезду был создан и даже опробован.
История создания этого стана довольно интересна и показательна для всей деятельности Е. Г. Кузнецова на Нижнетагильском заводе.
Будучи неграмотным и не умея чертить, как, впрочем, большинство талантливых механиков-самоучек того времени, вышедших из простого народа, Кузнецов подумывал всю машину до малейших деталей в уме, а затем «дабы войти в угодность» хозяину строить модель. Так было и на этот раз.
Успех листопрокатного стана подсказал Кузнецову мысль получать таким же образом, прокаткой в горячем виде валков, «четвероугольное» железо – немногим менее трудоемкое при ковке его молотами. И вот в 1768 году контора Нижнетагильского завода отправляет в Москву модель новой «диковинной машины» слесаря Кузнецова. Стан, очевидно, понравился Демидову, но испугал своей сложностью: сумеет ли такую машину тагильский слесарь построить самостоятельно? Поэтому Демидов направляет на Нижнетагильский завод для постройки сортового стана по модели Кузнецова механика Шталмеера. А дальше происходит вполне обычная для того времени картина: Шталмеер, используя идею и модель Кузнецова, самого автора от работы отстраняет полностью, а чтобы закрепить за новым прокатным станом полностью свое авторство, изменяет соотношения между валками. При испытании стана в мае 1770 года «оный сразу же сломался, и от того надлежащего действия в порядок привесть учинено препятствие».
Пристыженный неудачей, Шталмеер переделывает отдельные оказавшиеся слабыми узлы стана, снова испытывает и… снова «оный сразу же сломался». Эта канитель тянулась, видимо, не менее четырех лет, пока наконец вернувшийся из заграничного путешествия Демидов не отозвал Шталмеера, приказав довести конструкцию самому Кузнецову. Кузнецов, очевидно, переработал сортовой стан в соответствии с отлично работавшей моделью, и в 1775 году новая кузнецовская машина начала выдавать прокат. О качестве железа и о производительности самого стана можно судить хотя бы по заказу одного из самых придирчивых заказчиков – Адмиралтейства, которое затребовало с Нижнетагильского завода в 1776 году 12400 пудов четвероугольного прокатного железа.
Интересна и реакция самого Демидова на этот очевидный успех «плющильный четвероугольного железа машины» нижнетагильского слесаря. В одном из писем в том же 1766 году Демидов пишет в Нижнетагильскую контору: «Жепинского (это заводская кличка изобретателя, пущенная в ход кем-то из приказчиков) обнадежить, ежели он постарается для сортового железа машину привести в хорошее действие, то моею милостью оставлен не будет. Наипаче не найдет ли способ, чтоб пропусках на тех же валках поаккуратнее прорезы провести, дабы можно было пропустить круглые и осьмигранные сорты. Буде же того нельзя, то и при одном четвероугольном останусь доволен».
Другими словами, Демидов поставил перед Кузнецовым задачу, которую техника сумела решить лишь в середине XX века, полтора столетия спустя. Видимо, ту же задачу можно было решить и гораздо проще – при помощи сменных валков с калибровочными ручьями. Но Демидов уже начал постепенно остывать к прокатному делу, ибо на новую модель ( на этот раз машины для резки железа) ответил, что «постройка оной будет коштовата, для чего оную и не делать». А изобретатель в это время, совершенствуя сортопрокатную машину, пришел к выводу, который предвосхитил идеи конструкторов прокатных станов уже следующего, XIX века.
Для того чтобы получить «доброе железо» при прокатке, заготовку нужно было пропускать через валки по крайней мере дважды – сначала в «черновых ручьях», а затем после перевалки, то есть смены валков, — уже в «чистовых ручьях». Собственно, эта процедура с перевалкой не изжита даже сейчас – на современных металлургических заводах. Но начиная с середины XIX века конструкторы прокатных станов бились над проблемой так называемой непрерывной прокатки, не требующей смены валков. Так вот впервые в мире проблема непрерывной прокатки была разрешена еще в семидесятых годах XVIII века, и разрешена простым слесарем Е. Г. Кузнецовым. Впрочем, после поездки на Тульские заводы Григория Демидова, где Кузнецов выполнил ряд «важных дел» по усовершенствованию прокатного дела, он назначается «заводам первым слесарным и кузнечным мастером», и ему выделяют избу-мастерскую с учениками.
К идее непрерывной прокатки Кузнецов шел поэтапно: сначала он решил, что проще, да и дешевле, будет прокатывать «четвероугольное» железо не в два приема, с перевалкой, а в двух поставленных друг за другом плющильных машинах. В этом случае отпадет необходимость во втором нагреве железа.
Но эта идея, сама по себе рациональная и правильная, на деле оказалась почти невыполнимой: скорость прокатки у машин получалась разной, железо между ними выгибалось или рвалось, да и попасть точно в «ручей» второго стана было очень трудно. И вот тогда Кузнецов и приходит к мысли объединить две «плющильных машины» в один стан непрерывной прокатки.
О сложности проблемы, которую так блестяще разрешил Кузнецов, говорит хотя бы то, что он не только соединил обе пары валков шестеренчатой передачей, но и точно подобрал размеры каждой пары. Над этой задачей – равномерной прокатки железа в двухвалковом непрерывном стане – бились позже многие инженеры и в конце концов пришли к решению, найденному тагильским мастером: валки должны быть разными по диаметру, причем вторая пара – больше первой. Только в этом случае двухвалковый стан может работать точно, без разрывов и сминания прокатываемого железа. Можно удивляться, каким образом Кузнецову только на основе интуиции удалось решить эту сложную инженерную задачу.
В феврале 1776 года модель двухвалкового стана непрерывной прокатки была уже в Москве рассмотрена Демидовым, и в Нижнетагильский .
Однако ни средств, ни людей для постройки «настоящей машины» Демидов не выделил, и Кузнецов вынужден был практически в одиночку, только со своими учениками в «слесарной избе», строить новую, теперь уже действующую модель будущего стана непрерывной прокатки. Фактически это уже была не модель, а стан для прокатки прутков небольшого диаметра, на котором Кузнецов, очевидно, проверял свои идеи и узлы – их размеры, прочность – будущей «настоящей машины».
Прокатанные на действующей модели прутки Кузнецов отослал опять Демидову, «на апробацию», и стал ждать ответа. Но с ответом Демидов на этот раз не спешил. Лишь в 1787 году Кузнецову, наконец, разрешили построить «настоящую машину», однако с приводом от обычного, «рядового» водяного колеса, мощность которого по оценкам современных гидротехников была не более 20 лошадиных сил.
Очевидно, Кузнецов понимал, что «рядовое» колесо двухвалковый стан не потянет, мощности его едва хватало на одновалковую плющильную машину, но ослушаться приказа хозяина завода, опасавшегося, что большие водяные колеса приведут к «оскуднению» воды в пруде, в конторе никто не посмел. Кузнецов приступил к работе над станом, видимо уже понимая, что в работе он свое детище так и не увидит.
Так оно и случилось: первый в мире стан непрерывной прокатки мог работать только вхолостую, и все попытки заставить его катать «четверогранное железо» закончились неудачей. Это была уже техника следующего века, парового, однако первые паровые машины на Нижнетагильском заводе появились лишь спустя тридцать лет.
Точно такая же история произошла и с изобретенными Кузнецовым ножницами для резки железа, приводить в действие которые тоже должно было довольно крупное водяное колесо, которое Демидов опять-таки строить не разрешил. Поэтому из всех изобретений Е. Г. Кузнецова на Нижнетагильском заводе получили внедрение «пилозубильная машина» – для насекания зубьев на пилах горячем виде, которую он построил в 1772 году, одновалковый стан для прокатки «четверогранного железа» и новый листопрокатный стан, построенный Кузнецовым взамен первой «листоплющильной машины» в 1774 году. Он мог катать листовое железо шириной в ¾ аршина, то есть до 53 сантиметров. Очевидно, эти три прокатных стана, да еще бездействующий двухвалковый непрерывной прокатки и попали в «ведомость» И. Германа по плющильному производству на уральских горных заводах.
Доменное производство Читать далее: Куренное дело
Информация о работе «История Нижнетагильского металлургического комбината в XVIII в.»
Раздел: Промышленность, производство Количество знаков с пробелами: 165772 Количество таблиц: 0 Количество изображений: 0
Похожие работы
Нижний Тагил: история и современное состояние
32350
0
0
… обслуживания. А промышленные великаны, несмотря на все сложности своего экономического развития, демонстрируют огромную жизнеспособность и отнюдь не намерены исчезать. Невозможно отрицать тот факт, что современный индустриальный потенциал Нижнего Тагила был создан в гг. Советской власти. К 1977 г. объем промышленного производства вырос по сравнению с 1913 г. в315 раз — и это в городе, с XVIII …
Особенности формирования туристского рынка Свердловской области
180971
6
15
… Благоприятное отношение к туристам может быть создано через программы общественной пропаганды и информации, разработанные для местного населения. 2. АНАЛИЗ СОСТОЯНИЯ ТУРИСТСКОГО РЫНКА СВЕРДЛОВСКОЙ ОБЛАСТИ 2.1 Общая характеристика ООО ТК «ГлавТур» Параметры, показатели Характеристика Полное наименование предприятия / сокращенное наименование Общество с ограниченной ответственностью …
Металлургический комплекс РФ: черная металлургия
91879
10
1
… деловые советы как обязательный образец для управления всеми национализированными заводами Урала. К концу февраля 1918 г. в руки пролетарской власти на Урале перешли 8 горнозаводских округов (36 предприятий черной металлургии) и бывшие казенные металлургические заводы Урала. Накануне первой мировой войны эти заводы производили 39,6 млн. пуд. чугуна и 24,6 млн. пуд. проката, или соответственно …
Там, где Европа сходится с Азией
12307
0
0
… (в т.ч. дом-музей П.П.Бажова , краеведческий музей, музей Уральских гор, литературный музей им. Д.Н.Мамина-Сибиряка и др.). Здесь проводятся многочисленные выставки и фестивали, в т.ч. международный музыкальный фестиваль «Европа — Азия». Отсюда на всю страну прославились такие группы как «Чайф», «Агата Кристи», «Наутилус Помпилиус» и др. Екатеринбург также родина всемирно известного скульптора …
Становление металлопроката
Становление металлопроката связано с самой быстроразвивающейся отраслью XIX в. — железнодорожным транспортом. В 1828 г. по заказу Дж. Стефенсона для железной дороги Ливерпуль-Манчестер на паровых формовочных прокатных станах Бедлингтонского завода начали прокатывать стальные рельсы. Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали.
Превратить этот пакет в монолитное изделие строго стандартной формы можно было только прокатом. Пакет раскаляли и несколько раз прокатывали в стане профильными ручьями: с каждым прокатом форма заготовки становилась ближе к заданной. После последней прокатки в ручье чистового стана получался гладкий стандартный рельс. На прокатных станах изготавливались и стальные листы для паровозных корпусов и паровых котлов.
Развитие идеи
Г. Бессемер, в 1856 г. открывший дешёвый способ получения качественной стали — бессемеровский процесс, вытеснивший пудлингование, совершил революцию и в металлопрокате, в 1857 г. запатентовав литейно-прокатные станы. Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
Производство тонколистовой стали сразу произвело переворот в судостроении. К этому времени военный флот из парусного уже превратился в паровой. Но если парусному судну небольшая пробоина в борту не мешала продолжать бой, то пароход полностью обездвиживало любое повреждение паровой машины, а от снарядов двигатель защищала только деревянная обшивка борта. Обшивка из лёгкой и прочной листовой стали оказалась отличной бронёй для двигателя. Так появился новый класс кораблей — броненосцы. Вскоре и гражданские пароходы стали строить из металла.
Поделиться ссылкой
Значение слова прокатный стан
прокатный стан
стан, машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки , в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции: транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упаковку, передачу на склад готовой продукции и др. Историческая справка. Время и место появления первого П. с. неизвестны. Бесспорно, что раньше прокатки железа применяли прокатку цветных металлов — свинца, олова, меди, монетных сплавов и др. Наиболее ранний документ (рисунок с описанием), характеризующий устройство для прокатки олова, оставлен Леонардо да Винчи ( 1495). Примерно до конца 17 в. привод П. с. был ручным, в 18 в. — водяным. Промышленная прокатка железа началась примерно с 18 в. В России она особенно широко развивалась на Урале. П. с. применялись для производства кровельного железа, плющения кричной заготовки в полосу или лист, разделения откованной полосы по длине на более мелкие профили квадратного или прямоугольного сечения (т. н. ‘резные’ станы). В конце 18 в. для привода П. с. начали применять паровые машины; прокатка становится одним из трёх основных звеньев производственного цикла металлургических заводов, постепенно вытесняя менее производительный способ ковки . К этому периоду относится промышленное применение П. с. с калиброванными валками, сконструированного в 1783 Г. Кортом (Великооритания); П. с. постепенно дифференцируются на обжимные, листовые и сортовые. В 30-40-х гг. 19 в. в связи с бурным развитием железных дорог в разных странах начинают прокатывать рельсы. В 1856-57 в Сааре (Германия) был установлен первый П. с., предназначенный для прокатки крупных балок. Развитие конструкций и специализация этих станов привели к появлению в США в конце 19 в. блюмингов и слябингов . В 1867 Г. Бедсон (Великобритания) построил непрерывный проволочный стан. В 1885 братья М. и Р. Маннесман (Германия) изобрели способ винтовой прокатки бесшовных труб в П. с. с косо расположенными валками. В 1886 В. Эденборн и Ч. Морган (США) применили быстроходную проволочную моталку с осевой подачей. Первые летучие ножницы (конструкции В. Эдвардса) установлены в 1892 в США. В 1897 для привода П. с. с успехом применен электродвигатель (Германия). В 1906 в г. Тршинец (ныне Чехословакия) пущен П. с. с реверсивным электродвигателем. Принцип непрерывной горячей прокатки листов нашёл практическое применение в 1892 в г. Теплице (ныне Чехословакия), где был установлен полунепрерывный стан. Первый непрерывный широкополосовой (листовой) стан построен в 1923 в США. Начало холодной прокатки листов относится к 80-м гг. 19 в.; холодная прокатка труб освоена в 1930 в США. В СССР первым достижением станостроения явилось сооружение Ижорским заводом двух блюмингов, которые в 1933 введены в эксплуатацию на Макеевском и Днепродзержинском металлургических заводах. В 1940-60-х гг. Всесоюзным научно-исследовательским и проектно-конструкторским институтом металлургического машиностроения (ВНИИМЕТМАШ) создан ряд П. с. для новых технологических процессов, обеспечивающих производство прокаткой многих изделий, которые ранее изготовлялись другими, менее эффективными способами (тонкостенные безрисочные трубы, листы переменной толщины по длине, профили круглого периодического сечения, шары, втулки, винты с крупным шагом, ребристые трубы и др.). В 1959-62 ВНИИМЕТМАШем и Электростальским заводом тяжёлого машиностроения созданы принципиально новые трубные станы с бесконечным редуцированием труб (как при печной сварке, так и при радиочастотной), а также станы для непрерывной прокатки бесшовных труб (стан 30- 102) производительностью на порядок выше по сравнению с действующими (около 550 тыс. т /год). В эти же годы пущены разработанные ВНИИМЕТМАШем, Научно-исследовательским институтом автомобильной промышленности и Горьковским автомобильным заводом первые станы для прокатки цилиндрических и конических колёс. В 60-е гг. в СССР, США, ФРГ и Италии начато создание литейно-прокатных агрегатов, в которых совмещены процессы непрерывного литья и прокатки в едином неразрывном потоке. Такие агрегаты уже получили широкое применение для производства катанки из алюминиевых и медных сплавов, листов из алюминиевых сплавов и заготовок из стали. Классификация и устройство прокатных станов. Главный признак, определяющий устройство П. с., — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции П. с. разделяют на заготовочные, в том числе станы для прокатки слябов и блюмов ,листовые и полосовые, сортовые, в том числе балочные и проволочные, трубопрокатные и деталепрокатные (бандажи, колёса, оси и т.д.). По технологическому процессу П. с. делят на следующие группы: литейно-прокатные (агрегаты), обжимные (для обжатия слитков), в том числе слябинги и блюминги, реверсивные одноклетевые, тандемы, многоклетевые, непрерывные, холодной прокатки. Размер П. с., предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб. Оборудование П. с., служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций — вспомогательным. Основное оборудование состоит из одной или нескольких главных линий, в каждой из которых располагается 3 вида устройств ( рис. 1 ): рабочие клети (одна или несколько) — к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки; электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие большей частью из шестерённой клети, шпинделей и муфт. Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками: двухвалковые (дуо), трёхвалковые (трио), четырёхвалковые (кварто) и многовалковые ( рис. 2 ). Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, называемые эджерами . Станы, у которых вблизи горизонтальных валков расположены вертикальные, называются универсальными. Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо — под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т.д. Число и расположение рабочих клетей П. с. определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку П. с. подразделяются на 8 типов ( рис. 3 ). К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см. Калибровка прокатных валков) или когда требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенный многоклетевой стан — непрерывный, в котором металл одновременно прокатывается в нескольких клетях ( рис. 4 ). Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорости прокатки весьма различны и зависят главным образом от требуемой производительности П. с., сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2-8 м / сек. Наибольшие скорости характерны для непрерывных станов: при прокатке сортового металла 10-20 м/сек ; полосового 25-35 м / сек ; проволоки 50-70 м / сек ; при холодной прокатке жести 40 м/сек. Данные о производительности, мощности приводов и массе оборудования некоторых П. с., получивших наибольшее распространение в СССР для производства горячекатаной стали, приведены в таблице. Краткая характеристика основных станов для горячей прокатки сталиТип стана Сортамент проката Производительность, тыс. т/годОбщая мощность главных приводов, квтМасса оборудования, тБлюминг одноклетевой дуо 1000-1300 Блюмы от 200`200 мм до 370`370 ммДо 6 000 До 13 600 До 5 500 Листовой широкополосовой непрерывный 2000 Полосы толщиной 1,2-16 мм, шириной до 1850 мм6 0000 Толстолистовой сдвоенный 3600 Листы и плиты толщннэй 5-200 мм, шириной до 3200 мм1 7500 Заготовочный непрерывный 900/700/500 Заготовки сечением от 80`80 мм до 200`200 мм5 550 30 400 10 500 Рельсо-балочный ступенчатый трио 800 Рельсы, балки от | 24 до | 60, швеллеры от | 20 до |40 и др. 1 700 9 800 22 000 Крупносортный ступенчатый трио 650 Круглая сталь диаметром 70-220 мм, б. ллки от | 16 до | 30 и др. 750 8 700 6 500 Крупносортный полунепрерывный 600 Круглля сталь диаметром 50-120 мм, балки от | 10 до | 20 и др. 1 600 34 400 18 000 Среднесортный полунепрерывный 350 Круглая сталь диаметром 20-75 мм, балки и швеллеры до | 10 и др. 1000 16 000 7200 Мелкосортный непрерывный 250 Круглая сталь диаметром 8-30 мм, угловой профиль от 20`20 мм до 40`40 мм и др. 800 16 000 6 600 Узкополосовой непрерывный 300 Полоса толщиной 2-8 мм, шириной 120-460 ммБолее 1000 15 200 2 700 Проволочный непрерывный 150 Катанка диаметром 5,5-12,5 мм900 — — Трубопрокатный автоматический Бесшовные трубы дилметром 140-426 мм50-70 т/ч12 000 8000-12 000 Трубопрокатный непревывный 110 Бесшовные трубы диаметром 50-110 мм50-80 т/ч12 000 3 500-5 000 Заготовочные станы строятся двух типов в зависимости от исходного материала — слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Некоторые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана. Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываемых в рулоны) толщиной 1,2-20 мм. Толстолистовые станы обычно состоят из 1-2 клетей дуо и кварто с длиной бочки валков 3500-5500 мм (см. рис. 1 ), иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10-15 клетей кварто с длиной бочки валков 1500-2500 мм и нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15-50 т. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4-20 мм ),которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов — правильные машины , ножницы, печи для термической обработки и т.д., а у широкополосовых станов — моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы). Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования. Основные типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из которых 2 или 3 клети универсальные, с горизонтальными валками диаметром около 1350 мм ,а 1 или 2 — дуо, с валками диаметром около 800 мм ; рельсо-балочные станы ступенчатого типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 800 мм ; крупносортные станы ступенчатого и полунепрерывного типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 650 мм ; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, большей частью непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные. Для производства проволоки из алюминиевых и медных сплавов наиболее эффективны литейно-прокатные станы, в которых осуществляется непрерывный процесс получения проволоки из жидкого металла. Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5-8 т/ч ( рис. 5 ). Сортовые станы, как и листовые, имеют разнообразное вспомогательное оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологические и транспортные операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции. Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий — для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы. Конструкция трубопрокатных агрегатов определяется главным образом выбранным технологическим процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки. Станы холодной прокатки стали и цветных металлов изготовляются следующих типов: листовые — для штучной прокатки; листовые широкополосовые — для рулонной прокатки; ленто-прокатные — для прокатки ленты толщиной от 1 мкм до 4 мм и шириной от 20 до 600 мм , сматываемой после прокатки в бунты или рулоны; фольгопрокатные — для прокатки полосы толщиной менее 0,1 мм ; плющильные — для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны — моталки, которые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производительные листовые станы — непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети. Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения — круглых периодических валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента — червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации. Оборудование прокатных станов. Конструкция основных деталей и механизмов П. с., несмотря на их различное назначение и многообразие, во многих случаях одинакова. Главные элементы рабочей клети — валки прокатные , подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки. Подшипники прокатных валков работают при очень больших нагрузках, доходящих на некоторых станах до 30-60 Мн (3000-6000 тс ) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, называются подушками, которые располагаются в проёмах станины. Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной — до 60-120 т и более. Материал станины — стальное литьё с 0,25-0,35% С. Станина устанавливается на фундаментных стальных плитах (плитовинах), которые прикрепляются болтами к бетонному или железобетонному фундаменту. Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в которых повышение жёсткости достигается не увеличением массивности станины, а с помощью специальных стяжных механизмов. Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука (см. рис. 1 ). Вспомогательное оборудование П. с. предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки , клеймения, укладки, промасливания, упаковки и т.д. Электрооборудование П. с. характеризуется большими мощностями и размерами главных приводов (мощность одного электродвигателя доходит до 6-7 Мвт и более, а общая мощность — до 200-300 Мвт ), сложностью систем управления электроприводами, вызываемой главным образом необходимостью автоматического регулирования в широких пределах скорости большинства машин П. с. Смазочное оборудование П. с. обеспечивает бесперебойную автоматическую подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали — также подачу технологической смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в специальных подвалах. Автоматика крупных П. с. состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны. Каждая локальная система имеет многочисленные и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологического процесса, в том числе о температуре металла, давлении металла на валки П. с., параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения. Вся эта информация поступает в вычислительные машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами П. с., относящимися к данной локальной системе, а также информация общей вычислительной машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др. участков П. с., управляемых остальными локальными системами. Одна из главных задач автоматизации (и экономически наиболее выгодная) — автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматического изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля. Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при производстве тонколистовой продукции. Успешное решение этой задачи стало возможным благодаря использованию вычислительной техники, т.к. обычные адаптивные системы ( самоприспосабливающиеся системы ) вследствие высоких скоростей прокатки (около 30-40 м/сек )не обеспечивают своевременную корректировку междувалкового пространства. Большой экономический эффект даёт также автоматизация контроля качества готового проката и нанесения защитных покрытий. П. с. в связи с непрерывностью процесса и выпуском однотипной продукции в больших количествах имеют все необходимые предпосылки, чтобы быть одними из первых полностью автоматизированных промышленных объектов. О производстве П. с. см. в ст. Станостроение . Лит.: Прокатное производство. Справочник, под ред. Е. С. Рокотяна, т. 1-2, М., 1962; Королев А. А., Прокатные станы и оборудование прокатных цехов. (Атлас), М., 1963; его же, Механическое оборудование прокатных цехов, 2 изд., М., 1965; Специальные прокатные станы, под ред. А. И. Целикова, М., 1971; Целиков А. И., Зюзин В. И., Современное развитие прокатных станов, М., 1972; Tribology in iron and steel works, L.,1970. А. И. Целиков.
Большая советская энциклопедия, БСЭ