ГОСТ 5781-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
| Москва Стандартинформ 2006 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Технические условия Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications | ГОСТ 5781-82 |
Дата введения 01.07.83
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1
Таблица 1
| Номер профиля (номинальный диаметр стержня dн ) | Площадь поперечного сечения стержня, см2 | Масса 1 м профиля | |
| Теоретическая; кг | Предельные отклонении, % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | -6,0 |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | +3,0 |
| 22 | 3,800 | 2,980 | -5,0 |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | |
| 36 | 10,180 | 7,990 | +3,0 |
| 40 | 12,570 | 9,870 | -4,0 |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | +2,0 |
| 60 | 28,270 | 22,190 | -4,0 |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
(Измененная редакция, Изм. № 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85×103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
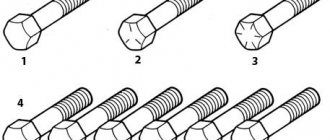
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы
Черт. 1
Черт. 2
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б — приведенным в табл. 3.
Таблица 2
Размеры, мм
| Номер профиля (номинальный диаметр dн) | d | h | d1 | h1 | t | b | b1 | r | ||
| Номин. | Пред. откл | Номин. | Пред. откл | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1?0 | 0,75 | |
| 8 | 7,5 | 0,73 | 9,0 | 0,75 | 5 | 0,75 | 1,25 | 1,1 | ||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 14 | 13,0 | -0,5 | 1,25 | 15,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 18 | 17,0 | 1,5 | ±0,5 | 20,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 20 | 19,0 | 1,5 | 22,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 22 | 21,0 | +0,4 | 1,5 | 24,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 25 | 24,0 | -0,5 | 1,5 | 27,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 1,5 | 2,5 | 3,0 | ||
| 32 | 30,5 | 2,0 | 34,5 | 2,0 | 10 | 2,0 | 3,0 | 3,0 | ||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 |
| 40 | 38,5 | -0,7 | 2,5 | 43,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 | |
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 3,0 | 54,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 55 | 53,0 | +0,4 | 3,0 | 59,0 | 3,0 | 15 | 2,5 | 4,0 | 4,5 | |
| 60 | 68,0 | 1,0 | 3,0 | ±1,0 | 64,0 | 3,0 | 15 | 2,5 | 4,0 | 5,0 |
| 70 | 68,0 | +0,5 | 3,0 | 74,0 | 3,0 | 15 | 2,5 | 4,5 | 5,5 | |
| 80 | 77,5 | -1,1 | 3,0 | 83,5 | 3,0 | 15 | 2,5 | 4,6 | 5.5 | |
Примечание. По требованию потребителя предельные отклонения размера d1
не должны превышать предельных отклонений
d
плюс удвоенные предельные отклонения
h.
Таблица 3
Размеры, мм
| Номер профиля (номинальный диаметр dн ) | d | h | d1 | h1 | hr | hB | t | b | b1 | r1 | a , град | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 1,6 | 13,8 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 2,0 | 11 | |||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 18 | 10,2 | 2,5 | +0,65 | 21,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 20 | 18,2 | 2,5 | -0,85 | 23,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | 50 | |
| 22 | 20,3 | +0,4 | 2,5 | 25,3 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 25 | 23,3 | -0,5 | 2,5 | 28,3 | 2,5 | 1,0 | 1,5 | 14 | 1,2 | 2,0 | 14 | ||
| 28 | 25.9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 14 | 1,2 | 2,5 | 14 | |||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 1,2 | 2,0 | 16 | 1,5 | 3,0 | 14 | |
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |
| 40 | 37,6 | 3,5 | 44,6 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |||
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9-1.11. (Измененная редакция, Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины;
мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Таблица 4
| Длина стержней, м | Предельные отклонения по длине, мм. при точности порезки | |
| обычной | повышенной | |
| До 6 включ. | +50 | +25 |
| Св. 6 | +70 | +35 |
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6 % измеряемой длины.
Примеры условных обозначений
Арматурная сталь диаметром 20 мм, класса A-II (А300):
20-A-II (A300) ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса A-I (А240):
18-A—I (А240) ГОСТ 5781-82
В обозначении стержней класса A-II специального назначения добавляется индекс с: Ас-II.
(Измененная редакция, Изм. № 4).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-VI (А-1000) марки стали устанавливают по согласованию изготовителя с потребителем.
Таблица 5
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (A240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| А-II (А300) | 10-40 | Ст5сп, Ст5пс |
| 10-80 | 1НГ2С | |
| Ас-II (Ас300) | 10-32 | 10ГТ |
| (36-40) | ||
| А-III (А400) | 6-40 | 35ГС, 25Г2С |
| 6-22 | 32Г2Рпс | |
| 10-18 | 80С | |
| A-IV (А600) | (6-8) | |
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| (6-8) | ||
| А-V (А800) | 10-32 | 23Х2Г2Т |
| (36-40) | ||
| A-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
1. Допускается изготовление арматурной стали класса A-V (А800). Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали — нормам, приведенным в табл. 6.
Таблица 6
| Марки стали | Массовая доля элементов, % | |||
| Углерод | Марганец | Кремний | Хром | |
| 10ГТ | Не более 0,13 | 1,00-1,40 | 0,45-0,65 | Не более 0,30 |
| 18Г2С | 0,14-0,23 | 1,20-1,60 | 0,60-0,90 | Не более 0,30 |
| 32Г2Рпс | 0,28-0,37 | 1,30-1,75 | Не более 0,17 | Не более 0,30 |
| 35ГС | 0,30-0,37 | 0,80-1,20 | 0,60-0,90 | Не более 0,30 |
| 25Г2С | 0,20-0,29 | 1,20-1,60 | 0,60-0,90 | Не более 0,30 |
| 20ХГ2Ц | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 0,90-1,20 |
| 800 | 0,74-0,82 | 0,50-0,90 | 0,60-1,10 | Не более 0,30 |
| 23Х2Г2Т | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,35-1,70 |
| 22Х2Г2АЮ | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,50-2,10 |
| 22Х2Г2Р | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 1,50-1,90 |
| 20Х2Г2СР | 0,16-0,26 | 1,40-1,80 | 0,75-1,55 | 1,40-1,80 |
Продолжение табл. 6
| Марки стали | Массовая доля элементов, % | ||||||
| Титан | Цирконий | Алюминий | Никель | Сера | Фосфор | Медь | |
| не более | |||||||
| 10ГТ | 0,015-0,035 | — | 0,02-0,05 | 0,0-10 | 0,030 | 0,30 | |
| 18Г2С | — | — | — | 0,30 | 0,045 | 0,040 | 0,30 |
| 32Г2Рпс | — | — | 0,001-0,015 | 0,30 | 0,050 | 0,045 | 0,30 |
| 35ГС | — | — | — | 0,30 | 0,045 | 0,040 | 0,30 |
| 25Г2С | — | — | — | 0,30 | 0,045 | 0,040 | 0,30 |
| 20ХГ2Ц | — | 0,05-0,14 | — | 0,30 | 0,045 | 0,045 | 0,30 |
| 80С | 0,015-0,040 | — | — | 0,30 | 0,045 | 0,040 | 0,30 |
| 23Х2Г2Т | 0,02-0,08 | — | 0,015-0,050 | 0,30 | 0,045 | 0,045 | 0,30 |
| 22Х2Г2АЮ | 0,005-0,030 | — | 0,02-0,07 | 0,30 | 0,040 | 0,040 | 0,30 |
| 22Х2Г2Р | 0,02-0,08 | — | 0,015-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
| 20Х2Г2СР | 0,02-0,08 | — | 0,05-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02-0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2А10 должна составлять 0,015-0,030 %, массовая доля остаточного азота в стали марки 10ГТ — не более 0,008 %.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007 %. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008 %.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03 %, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06 %.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей — по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств — по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Таблица 7
| Элементы | Предельные отклонения, % |
| Углерод | +0,020 |
| Кремний | +0,050 |
| Марганец | +0,100 |
| Хром | +0,050 |
| Медь | +0,050 |
| Сера | +0,005 |
| Фосфор | +0,005 |
| Цирконий | +0,010 |
| -0,020 | |
| Титан | ±0,010 |
Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца.
(Измененная редакция, Изм. № 3).
2.5. Арматурную сталь классов А-I (А240), А-II (А300), A-III (А400), A-IV (А600) изготовляют горячекатаной, класса A-V (А800) — с низкотемпературным отпуском, класса A-VI (A1000) — с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (A1000) при условии получения относительного удлинения не менее 9 % и равномерного удлинения не менее 2 % при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Таблица 8
| Класс арматурной стали | Предел текучести sт | Временное сопротивление разрыву sв | Относительное удлинение d5, % | Равномерное удлинение dr , % | Ударная вязкость при температуре -60 °С | Испытание на изгиб и в холодном состоянии (с — толщина отправки, | ||||
| Н/мм2 | кгс/мм2 | Н/мм2 | кгс/мм2 | МДж/м2 | кгс×м/см2 | |||||
| Не менее | ||||||||||
| A-I (А240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180°; c = | |
| A-II (А300) | 295 | 30 | 490 | 50 | 19 | — | — | — | 180°; с = 3 | |
| Ас-II (Ас300) | 295 | 30 | 441 | 45 | 25 | — | 0,5 | 5 | 180°; c = | |
| A-III (А400) | 390 | 40 | 590 | 60 | 14 | — | — | — | 90°; с = 3 | |
| A-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | — | — | 45°; с = 5 | |
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | 2 | — | — | 45°; с = 5 | |
| A-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | 2 | — | — | 45°; с = 5 | |
Примечания:
1. По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II (Ас300).
2. (Исключен, Изм. № 3).
3. Для арматурной стали класса А-IV (А600) диаметром 18 мм стали марки 80С норма изгиба в холодном состоянии устанавливается не менее 30°.
4. Для арматурной стали класса A-I (А240) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с
= 2
d
, класса A-II (А300) диаметром свыше 20 мм
с
= 4
d.
5. В скобках указаны условные обозначения по пределу текучести.
(Измененная редакция, Изм. № 1, 3).
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25 % на каждый миллиметр увеличения диаметра, но не более чем на 3 %.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм2) при относительном удлинении: d5
30 % и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм2) при пределе текучести не менее 405 МПа (41 кгс/мм2), относительном удлинении: d5
не менее 20 %.
2.7. Статистические показатели механических свойств арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств — обязательному приложению 1 и табл. 9.
Таблица 9
| Класс арматурной стали | Номер профиля | S | So | ||||||
| Для sт ( | Для sв | Для sт ( | Для sв | Для sт ( | Для sв | Для sт ( | Для sв | ||
| МПа (кгс/мм2) | МПа (кгс/мм2) | ||||||||
| He более | |||||||||
| А-II (А300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (А400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,08 | 0,07 | 0,05 | 0,03 |
| A-IV (А600) | 10-32 | 69(7) | 69(7) | 39(4) | 39(4) | 0,09 | 0,07 | 0,06 | 0,05 |
| A-V (A800) | 10-32 | 78(8) | 78(8) | 49(5) | 49(5) | 0,09 | 0,07 | 0,06 | 0,05 |
| A-VI (А1000) | 10-22 | 88(9) | 88(9) | 49(5) | 49(5) | 0,08 | 0,07 | 0,05 | 0,04 |
Примечания:
1. S
— среднеквадратическое отклонение в генеральной совокупности испытаний;
Sо
— среднеквадратическое отклонение в партии-плавке;
— среднее значение в генеральной совокупности испытаний;
— минимальное среднее значение в партии-плавке.
2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S
и
Sо
на 4,9 МПа (0,5 кгс/мм2).
3. (Исключен, Изм. № 5).
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
(Измененная редакция, Изм. № 3, 5).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. № 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
Особенности маркировки строительной арматуры
Арматурный прокат востребован во многих сферах, поэтому выпускается в обширном ассортименте. Каждый производитель обязан наносить на продукцию определенную маркировку, которая отражает физико-механические свойства и эксплуатационные качества изделий.
Для чего нужна арматура?
Бетон не зря считается одним из самых прочных и долговечных строительных материалов. Он прекрасно выдерживает нагрузку на сжатие, но слабо противостоит растягивающим или сдвигающим нагрузкам. Из-за этого конструкция может быстро потрескаться или разломиться.
Для улучшения качественных характеристик уже много лет используется железобетон. Это своеобразный сплав металла и искусственного камня. Сначала в опалубке формируется каркас из стальных стержней – арматуры. А затем уже заливается бетон. Получившееся сооружение обладает всем необходимым набором свойств: прочное, при этом достаточно пластичное, выдерживает почти все виды деформационных нагрузок, включая вибрацию, изгиб и тому подобное.
Описание строительной арматуры будет неполным, если мы не перечислим сферы использования стальных изделий. Это:
1. Строительство жилых мало- и многоэтажных домов (фундамент, монолитные стены, перекрытия), промышленных зданий, сложных сооружений специального назначения (причалы, гидроэлектростанции, метрополитен).
2. Возведение различных опорных и защитных конструкций (теплицы, опоры для трубопроводов, колонны).
3. Устройство стяжки, укрепление штукатурки.
4. Производство железобетонных изделий фасонного типа (кольца, трубы, плиты перекрытий, балки, фундаментные блоки).
5. Формирование дорожного полотна, тротуаров, аэродромных взлетных полос и др.
Для каждой вышеперечисленной области выпускается арматура определенного сорта, типа и диаметра. Эти параметры указаны в виде буквенно-цифрового набора символов на каждом стержне.
Читаем символы маркировки
Символьный код арматурного проката начинается с литеры:
- А – горячекатаная или холоднокатаная (термоупрочненная) продукция;
- В – холоднодеформированная;
- К – канаты.
Далее идет указание на класс арматуры в виде цифрового набора от А240 до А1000, что обозначает индекс текучести стали в МПа. Чем выше показатель, тем прочнее и надежнее изделия.
Выделяют следующие серии арматурного проката:
1. А240 или А1 – производится из стали марок Ст3СП, Ст3ПС, Ст3КП, классифицируется как монтажные пруты с гладким профилем диаметром от 4 до 40 мм.
2. А300 или А2 – изготавливается из металла серии СТ5СП(пс) или СТ18Г2С, относится к рабочим изделиям с рифленой поверхностью сечением 10-80 мм. В зависимости от диаметра производится в виде проволоки, свернутой бухтами либо стержнями длиной 6-12 м.
3. А400/А500 или А3– выпускается из стали марок 35ГС, 25Г2С, 32Г2Р. Это рабочая арматура периодического профиля сечением 6-40 мм. Производится также в серии «В» из металла методом холодного вытягивания. Это наиболее востребованная арматура для фундамента плитного, ленточного или свайного типа.
4. А600 или Ат4 – производится из низколегированной термоупрочненной (холоднокатаной) стали класса 80С, 20ХГ2Ц, предназначенного для сварных конструкций. Длина прутов классифицируется как мерная (пруты по 6, 9 и 11,7 м) или немерная (стержни и бухты до 12 м). Диаметр варьируется от 10 до 32 мм. Поверхность периодическая, серповидного типа.
5. А800 или Ат5 – изготавливается из металлического низколегированного сырья марки 23Х2Г2Т. Продукция выпускается в диаметре 6-40 мм и предназначена для формирования сварных каркасов в обычных и предварительно напряженных ЖБИ.
6. А1000 или А6 – из низколегированной стали классов 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. Отличительная черта – применение любого типа сварных работ без ограничений. Диаметр стержней варьируется от 6 до 32 мм.
Маркировка включает также указание на особые свойства продукции:
- К – коррозионная стойкость. Изделия подвергаются процессам цинкования, гальванизации и другим, в результате которых на поверхности образуется защитная пленка, предотвращающая окисление.
- С – соединение методом сварки.
- Т – термомеханически упрочненная сталь.
После основных параметров указывается диаметр. К примеру, маркировка А500С Ø12 расшифровывается как арматура горячекатаная с индексом текучести 500 Мпа и периодическим профилем, предназначена для сварных работ, диаметр изделия – 12 мм.
Для отдельных видов продукции ГОСТы требуют окрашивать концы прутов. Для разных классов применяются следующие цвета:
1. Для арматуры из низколегированной стали:
- А4 – красный;
- А5 – красный и зеленый;
- А6 – красный и синий.
2. Для проката из термоупрочненного металла:
- Ат3 – белый и синий;
- Ат4 – белый и желтый;
- Ат4К – зеленый;
- Ат5 – синий;
- Ат5СК – белый и зеленый;
- Ат5К – желтый и зеленый;
- Ат6 – желтый;
- Ат6К – зеленый и черный.
Цветовая маркировка дополняет цифро-буквенную, предоставляет дополнительную информацию о продукте.
ПРАВИЛА ПРИЕМКИ
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждая партия сопровождается документом о качестве по ГОСТ 7566-81 с дополнительными данными:
номер профиля;
класс;
минимальное среднее значение и среднеквадратические отклонения Sо
в партии величин
sт
(
s0,2
) и
sв
;
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинения для стали класса А-IV (А600), A-V (A800), A-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях — не менее 5 % от партии;
при изготовлении и мотках — два мотка от каждой партии.
(Измененная редакция, Изм. № 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565-81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.
Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. № 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566-81.
МЕТОДЫ ИСПЫТАНИЙ
4.1 Химический анализ стали проводят по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564-73.
4.6. Испытание на растяжение проводят по ГОСТ 12004-81.
4.7. Испытание на изгиб проводят по ГОСТ 14019-80 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454-78 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454-78.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10-4.12. (Введены дополнительно, Изм. № 3).
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. № 4).
Область применения
Массовое применение A3 в строительстве жилых и промышленных зданий и сооружений обусловлено высоким уровнем пластичности, отличной свариваемостью и высокой сопротивляемостью механическим/усталостным нагрузкам этого класса арматурной стали. Немаловажным является экономический фактор: при использовании A3 в обычных, без предварительного напряжения конструкциях, экономия стали достигает почти 30%.
Наиболее востребованными на рынке металлопроката являются следующие диаметры: 6, 8, 10, 12, 14, 16, 18, 20. Арматура A3 используется для сооружения несущих силовых арматурных каркасов конструкций любого класса ответственности, а благодаря легирующей добавке марганца А3 отличается морозостойкостью и успешно применяется в регионах с низкими температурами.
Также вы можете:
- «Сталь горячекатаная для армирования железобетонных конструкций»;
- «Прокат периодического профиля из арматурной стали»;
- узнать цены и купить арматуру А3
УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7500-81 с дополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса A-V (А800) — красной и зеленой, класса A-VI (A1000) — красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т;
на ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, A-III) или условное обозначение класса по пределу текучести (А400).
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
(Измененная редакция, Изм. № 3, 5).
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
1. Предприятие-изготовитель гарантирует потребителю средние значения временного сопротивления sв
и предела текучести (физического
sт
и условного
s0,2
) в генеральной совокупности —
i
и минимальные средние значения этих же показателей в каждой партии-плавке —
i
; значения которых устанавливаются из условий:
i
³
хiбp
+
t×S
i
> 0,9
хiбp
+ 3
Sо
i
³
хiбp
,
где хiбp
— браковочные значения величин
sв
,
s0,2
, указанные в табл. 8 настоящего стандарта;
t
— величина квантиля, принимаемая равной 2 для классов A-II (А300) и A-III (А400) и 1,64 для стержней классов A-IV (А600), A-V (А800) и A-VI (А 1000).
2. Контроль качества показателей механических свойств продукции на предприятии-изготовителе.
2.1. Требуемые показатели качества профилей обеспечивается соблюдением технологии производства и контролируются испытанием согласно требований п. 3.5, пп. 4.4-4.8.
2.2. Величины , , S
и
Sо
устанавливаются в соответствии с результатами испытаний и положений приложения 2.
3. Контроль качества показателей механических свойств продукции на предприятии-потребителе.
3.1. Потребитель при наличии документа о качестве на продукцию высшей категории качества может не проводить испытания механических свойств.
3.2. При необходимости проверки механических свойств от каждой партии проводится испытание шести образцов, взятых из разных пакетов или мотков и от разных профилей, и по результатам проверяется выполнение условий
xmin
³
i
— 1,64
So
в
³
i
³
iбр
,
где в
— среднее значение механических свойств по результатам испытаний шести образцов;
tmin
— минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения относительного удлинения d5
и равномерного удлинения
dr
должны быть не менее значений, приведенных в табл. 8.
(Измененная редакция, Изм. № 3).
МЕТОДИКА определения статистических показателей прочностных характеристик механических свойств проката горячекатаного для армирования железобетонных конструкций
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методика применяется при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
1. Для определения статистических показателей механических свойств (предела текучести физического sт
или условного
s0,2
, временного сопротивления разрыву
sв
) используются контрольные результаты испытаний, начинаемые генеральными совокупностями.
2. Соответствие механических свойств проката требованиям нормативно-технической документации определяется на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относятся ко всей генеральной совокупности.
3. Выборка — совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанной на один или группы близких профилеразмеров.
4. Выборка, на основании которой производится расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее трех месяцев, в течение которого технологический процесс не изменяется. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки по нормативно-технической документации.
5. Количество партий-плавок в каждой выборке должно быть не менее 50.
6. При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценка анормальности результатов испытаний проводится по нормативно-технической документации.
7. При статистической обработке определяется среднее значение , среднее квадратическое отклонение S
каждой выборки (генеральной совокупности), среднее квадратическое отклонение внутри партии-плавки
Sо
, а также среднее квадратическое отклонение плавочных средних
S1
. Величина
S1
определяется по формуле
.
Величины , S
определяются по нормативно-технической документации.
8. Проверку стабильности характеристик и S
проводят в соответствии с ОСТ 14-34-78.
9. Величина So
определяется для ускоренно-охлажденной, термомеханически и термически упрочненной арматурной стали только экспериментальным методом, для горячекатаной — экспериментальным методом и методом размаха по формуле , где и
Sv
соответственно среднее значение и среднее квадратическое отклонение распределения размаха по двум испытаниям от партии. Минимальное значение
Sо
равно 1.
10. Определение величины Sо
экспериментальным методом производится не менее чем на двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
11. Величина минимального среднего значения прочностных характеристик sт
(
s0,2
),
sв
) в каждой партии-плавке
2
определяется из условия
i
= —
t
×
S1
, где
t
— величина квантиля 1,64 для вероятности 0,95.
12. Минимальное значение результатов испытаний на растяжение двух образцов (n
= 2) каждой партии, подвергаемой контролю, должно быть не менее
xmin
, определяемого по формуле
xmin
³
i
— 1,64
So
.
13. Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:
i
³
xiбр
+ 1,64
S
;
i
³
xiбр
;
i
³ 0,9
xiбр
+ 3
So
,
где xiбр
— браковочное значение
sт
(
s0,2
) и
sв
, указанное в соответствующей нормативно-технической документации.
(Введено дополнительно, Изм № 3).
Технические характеристики и области применения арматуры А3
Продукция изготавливается из низколегированной стали марок 35ГС, 25Г2С, 32Г2Рпс. Благодаря повышенному содержанию марганца, материал устойчив к низким температурам. Этот вид проката способен выдерживать высокие эксплуатационные статические и динамические нагрузки. Для повышения длительности рабочего периода арматуры обычно применяют цинкование или алюмоцинкование горячим, электрохимическим или термодиффузионным способами.
Основные физические характеристики:
- предел текучести – 390 Н/мм2;
- временное сопротивление разрыву – 590 Н/мм2;
- относительное удлинение – не менее 14%.
Термомеханически упрочненная арматура с аналогичным сопротивлением разрыву – 550-600 Н/мм2 – изготавливается в соответствии с ГОСТом 10884-94.
Эксплуатационные свойства продукции:
- прочность;
- возможность придания требуемой формы;
- хорошая свариваемость (без ограничений) изделий, изготовленных из сталей с низким содержанием углерода, высокая прочность сварных соединений.
Благодаря техническим характеристикам, арматурные стержни класса А3 применяются:
- в монолитном строительстве и производстве ЖБИ для изготовления плоских и пространственных арматурных каркасов;
- для создания металлоконструкций различного назначения;
- для армирования стяжек пола, дорожек, отмосток;
- для усиления дорожных покрытий;
- для изготовления решеток, ограждений, сеток;