ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены в табл. 1:
Таблица 1
| Обозначение | Наименование |
| d | Наружный диаметр наружной резьбы (болта) |
| d1 | Внутренний диаметр наружной резьбы |
| d2 | Средний диаметр наружной резьбы |
| D | Наружный диаметр внутренней резьбы (гайки) |
| D1 | Внутренний диаметр внутренней резьбы |
| D2 | Средний диаметр внутренней резьбы |
| P | Шаг резьбы |
| H | Высота исходного треугольника |
| R min | Наименьший радиус впадины наружной резьбы |
| S | Длины свинчивания группы короткие |
| N | Длины свинчивания группы нормальные |
| L | Длины свинчивания группы длинные |
| Td ; | Допуски диаметров d , |
| es | Верхнее отклонение диаметров наружной резьбы |
| ES | Верхнее отклонение диаметров внутренней резьбы |
| ei | Нижнее отклонение диаметров наружной резьбы |
| EI | Нижнее отклонение диаметров внутренней резьбы |
1.2. Система допусков резьбы предусматривает:
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на черт. 1.
Черт. 1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл. 2.
Допуски диаметров d
и
D
не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Таблица 2
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | 4; 6; 8 |
| d2 | 3; 4; 5; 6; 7; 8; 9; 10* | |
| Внутренняя резьба | D2 | 4; 5; 6; 7; 8; 9* |
| D1 | 4; 5; 6; 7; 8 |
* Только для резьб на деталях из пластмасс.
1.5. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EI для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Положения полей допусков приведены на черт. 1 и в табл. 3.
Таблица 3
| Вид резьбы | Диаметр резьбы | Степень точности |
| Наружная резьба | d | d; е; f; g; h |
| d2 | d; е; f; g; h | |
| Внутренняя резьба | D2 | Е; F; G; H |
| D1 | Е; F; G; H |
Примечания:
1. Верхнее отклонение диаметра d1
должно соответствовать основному отклонению диаметра
d2.
2. Нижнее отклонение диаметра D
должно соответствовать основному отклонению диаметра
D2
.
3. Основные отклонения Е и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.
1.6. Длины свинчивания подразделяются на три группы: короткие S
, нормальные
N
и длинные
L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения. Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметров d
или
D1
).
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в приложении 1.
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами. Для обозначения этой важной характеристики используют букву P.
- Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
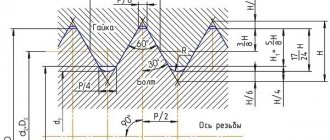
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
ГОСТ 8724
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 4 — 6.
Таблица 4
Допуски диаметров d
и
D1
| Шаг Р , мм | Наружная резьба | Внутренняя резьба | ||||||
| Степень точности | ||||||||
| 4 | 6 | 8 | 4 | 5 | 6 | 7 | 8 | |
| Допуск, мкм | ||||||||
| Td | TD1 | |||||||
| 0,2 | 36 | 56 | — | 38 | 48 | 60 | — | — |
| 0,25 | 42 | 67 | — | 45 | 56 | 71 | — | — |
| 0,3 | 48 | 75 | — | 53 | 67 | 85 | — | — |
| 0,35 | 53 | 85 | — | 63 | 80 | 100 | — | — |
| 0,4 | 60 | 95 | — | 71 | 90 | 112 | — | — |
| 0,45 | 63 | 100 | — | 80 | 100 | 125 | — | — |
| 0,5 | 67 | 106 | — | 90 | 112 | 140 | 180 | — |
| 0,6 | 80 | 125 | — | 100 | 125 | 160 | 200 | — |
| 0,7 | 90 | 140 | — | 112 | 140 | 180 | 224 | — |
| 0,75 | 90 | 140 | — | 118 | 150 | 190 | 236 | — |
| 0,8 | 95 | 150 | 236 | 125 | 160 | 200 | 250 | 315 |
| 1 | 112 | 180 | 280 | 150 | 190 | 236 | 300 | 375 |
| 1,25 | 132 | 212 | 335 | 170 | 212 | 265 | 335 | 425 |
| 1,5 | 150 | 236 | 375 | 190 | 236 | 300 | 375 | 475 |
| 1,75 | 170 | 265 | 425 | 212 | 265 | 335 | 425 | 530 |
| 2 | 180 | 280 | 450 | 236 | 300 | 375 | 475 | 600 |
| 2,5 | 212 | 335 | 530 | 280 | 355 | 450 | 569 | 710 |
| 3 | 236 | 375 | 600 | 315 | 400 | 500 | 630 | 800 |
| 3,5 | 265 | 425 | 670 | 355 | 450 | 560 | 710 | 900 |
| 4 | 300 | 475 | 750 | 375 | 475 | 600 | 750 | 950 |
| 4,5 | 315 | 500 | 800 | 425 | 530 | 670 | 850 | 1060 |
| 5 | 335 | 530 | 850 | 450 | 560 | 710 | 900 | 1120 |
| 5,5 | 355 | 560 | 900 | 475 | 600 | 750 | 950 | 1180 |
| 6 | 375 | 600 | 950 | 500 | 630 | 800 | 1000 | 1250 |
Таблица 5
Допуски диаметра d2
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Степень точности | |||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Допуск Тd2 , мкм | |||||||||
| От 1 до 1,4 | 0,2 | 24 | 30 | 38 | 48 | (60) | (75) | — | — |
| 0,25 | 26 | 34 | 42 | 53 | (67) | (85) | — | — | |
| 0,3 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
| Св. 1,4 до 2,8 | 0,2 | 25 | 32 | 40 | 50 | (63) | (80) | — | — |
| 0,25 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
| 0,35 | 32 | 40 | 50 | 63 | 80 | (100) | — | — | |
| 0,4 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
| 0,45 | 36 | 45 | 56 | 71 | 90 | (112) | — | — | |
| Св. 2,8 до 5,6 | 0,25 | 28 | 36 | 45 | 56 | (71) | — | — | — |
| 0,35 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
| 0,5 | 38 | 48 | 60 | 75 | 95 | (118) | — | — | |
| 0,6 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
| 0,7 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,75 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,8 | 48 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | |
| Св. 5,6 до 11,2 | 0,25 | 32 | 40 | 50 | 63 | (80) | — | — | — |
| 0,35 | 36 | 45 | 56 | 71 | 90 | — | — | — | |
| 0,5 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
| 0,75 | 50 | 63 | 80 | 100 | 125 | (160) | — | — | |
| 1 | 56 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | |
| 1,25 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,5 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
| Св. 11,2 до 22,4 | 0,35 | 38 | 48 | 60 | 75 | 95 | — | — | — |
| 0,5 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,75 | 53 | 67 | 85 | 106 | 132 | (170) | — | — | |
| 1 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,25 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
| 1,5 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,75 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 2 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2,5 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| Св. 22,4 до 45 | 0,5 | 48 | 60 | 75 | 95 | 118 | — | — | — |
| 0,75 | 56 | 71 | 90 | 112 | 140 | (180) | — | — | |
| 1 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | |
| 1,5 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 2 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 3 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | |
| 3,5 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 4 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4,5 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | |
| Св. 45 до 90 | 0,5 | 50 | 63 | 80 | 100 | 125 | — | — | — |
| 0,75 | 60 | 75 | 95 | 118 | 150 | — | — | — | |
| 1 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,5 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | |
| 3 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 4 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | |
| 5 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 5,5 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | 670 | |
| 6 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | 710 | |
| Св. 90 до 180 | 0,75 | 63 | 80 | 100 | 125 | 160 | — | — | — |
| 1 | 75 | 95 | 118 | 150 | 190 | — | — | — | |
| 1,5 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 2 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | |
| 3 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 6 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | 750 | |
| Св. 180 до 355 | 1,5 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | — |
| 2 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 3 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 4 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | 710 | |
| 6 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | |
| Св. 355 до 600 | 2 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | — |
| 4 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | 750 | |
| 6 | 170 | 212 | 265 | 335 | 425 | 530 | 670 | 850 | |
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Степень точности | ||||||
| 4 | 5 | 6 | 7 | 8 | 9 | |||
| Допуск ТD2 , мкм | ||||||||
| От 1 до 1,4 | 0,2 | 40 | 50 | 63 | — | — | — | |
| 0,25 | 45 | 56 | 71 | — | — | — | ||
| 0,3 | 48 | 60 | 75 | — | — | — | ||
| Св. 1,4 до 2,8 | 0,2 | 42 | 53 | 67 | — | — | — | |
| 0,25 | 48 | 60 | 75 | — | — | — | ||
| 0,35 | 53 | 67 | 85 | — | — | — | ||
| 0,4 | 56 | 71 | 90 | — | — | — | ||
| 0,45 | 60 | 75 | 95 | — | — | — | ||
| Св. 2,8 до 5,6 | 0,25 | 48 | 60 | 75 | — | — | — | |
| 0,35 | 56 | 71 | 90 | — | — | — | ||
| 0,5 | 63 | 80 | 100 | 125 | — | — | ||
| 0,6 | 71 | 90 | 112 | 140 | — | — | ||
| 0,7 | 75 | 95 | 118 | 150 | — | — | ||
| 0,75 | 75 | 95 | 118 | 150 | — | — | ||
| 0,8 | 80 | 100 | 125 | 160 | 200 | 250 | ||
| Св. 5,6 до 11,2 | 0,25 | 53 | 67 | 85 | — | — | — | |
| 0,35 | 60 | 75 | 95 | — | — | — | ||
| 0,5 | 71 | 90 | 112 | 140 | — | — | ||
| 0,75 | 85 | 106 | 132 | 170 | — | — | ||
| 1 | 95 | 118 | 150 | 190 | 236 | 300 | ||
| 1,25 | 100 | 125 | 160 | 200 | 250 | 315 | ||
| 1,5 | 112 | 140 | 180 | 224 | 280 | 355 | ||
| Св. 11,2 до 22,4 | 0,35 | 63 | 80 | 100 | — | — | — | |
| 0,5 | 75 | 95 | 118 | 150 | — | — | ||
| 0,75 | 90 | 112 | 140 | 180 | — | — | ||
| 1 | 100 | 125 | 160 | 200 | 250 | 315 | ||
| 1,25 | 112 | 140 | 180 | 224 | 280 | 355 | ||
| 1,5 | 118 | 150 | 190 | 236 | 300 | 375 | ||
| 1,75 | 125 | 160 | 200 | 250 | 315 | 400 | ||
| 2 | 132 | 170 | 212 | 265 | 335 | 425 | ||
| 2,5 | 140 | 180 | 224 | 280 | 355 | 450 | ||
| Св. 22,4 до 45 | 0,5 | 80 | 100 | 125 | — | — | — | |
| 0,75 | 95 | 118 | 150 | 190 | — | — | ||
| 1 | 106 | 13,2 | 170 | 212 | 265 | 335 | ||
| 1,5 | 125 | 160 | 200 | 250 | 315 | 400 | ||
| 2 | 140 | 180 | 224 | 280 | 355 | 450 | ||
| 3 | 170 | 212 | 265 | 335 | 425 | 530 | ||
| 3,5 | 180 | 224 | 280 | 355 | 450 | 560 | ||
| 4 | 190 | 236 | 300 | 375 | 475 | 600 | ||
| 4,5 | 200 | 250 | 315 | 400 | 500 | 630 | ||
| Св. 45 до 90 | 0,5 | 85 | 106 | 132 | — | — | — | |
| 0,75 | 100 | 125 | 160 | — | — | — | ||
| 1 | 118 | 150 | 190 | 236 | 300 | 375 | ||
| 1,5 | 132 | 170 | 212 | 265 | 335 | 425 | ||
| 2 | 150 | 190 | 236 | 300 | 375 | 475 | ||
| 3 | 180 | 224 | 280 | 355 | 450 | 560 | ||
| 4 | 200 | 250 | 315 | 400 | 500 | 630 | ||
| 5 | 212 | 265 | 335 | 425 | 530 | 670 | ||
| 5,5 | 224 | 280 | 355 | 450 | 560 | 710 | ||
| 6 | 236 | 300 | 375 | 475 | 600 | 750 | ||
| Св. 90 до 180 | 0,75 | 106 | 132 | 170 | — | — | — | |
| 1 | 125 | 160 | 200 | 250 | — | — | ||
| 1,5 | 140 | 180 | 224 | 280 | 355 | 450 | ||
| 2 | 160 | 200 | 250 | 315 | 400 | 500 | ||
| 3 | 190 | 236 | 300 | 375 | 475 | 600 | ||
| 4 | 212 | 265 | 335 | 425 | 530 | 670 | ||
| 6 | 250 | 315 | 400 | 500 | 630 | 800 | ||
| Св. 180 до 355 | 1,5 | 150 | 190 | 236 | 300 | 375 | — | |
| 2 | 180 | 224 | 280 | 355 | 450 | 560 | ||
| 3 | 212 | 265 | 335 | 425 | 530 | 670 | ||
| 4 | 236 | 300 | 375 | 475 | 600 | 750 | ||
| 6 | 265 | 335 | 425 | 530 | 670 | 850 | ||
| Св. 355 до 600 | 2 | 190 | 236 | 300 | 375 | 475 | — | |
| 4 | 250 | 315 | 400 | 500 | 630 | 800 | ||
| 6 | 280 | 355 | 450 | 560 | 710 | 900 | ||
ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 7.
Таблица 7
| Шаг P , мм | Наружная резьба | Внутренняя резьба | |||||||
| Диаметр резьбы | |||||||||
| d; d2 | D1 ; | ||||||||
| Основное отклонение, мкм | |||||||||
| es | EI | ||||||||
| d | e | f | g | h | E | F | G | H | |
| 0,2 | — | — | -32 | -17 | 0 | — | +32 | +17 | 0 |
| 0,25 | — | — | -33 | -18 | 0 | — | +33 | +18 | 0 |
| 0,3 | — | — | -33 | -18 | 0 | — | +33 | +18 | 0 |
| 0,35 | — | — | -34 | -19 | 0 | — | +34 | +19 | 0 |
| 0,4 | — | — | -34 | -19 | 0 | — | +34 | +19 | 0 |
| 0,45 | — | — | -35 | -20 | 0 | — | +35 | +20 | 0 |
| 0,5 | — | -50 | -36 | -20 | 0 | +50 | +36 | +20 | 0 |
| 0,6 | — | -53 | -36 | -21 | 0 | +53 | +36 | +21 | 0 |
| 0,7 | — | -56 | -38 | -22 | 0 | +56 | +38 | +22 | 0 |
| 0,75 | — | -56 | -38 | -22 | 0 | +56 | +38 | +22 | 0 |
| 0,8 | — | -60 | -38 | -24 | 0 | +60 | +38 | +24 | 0 |
| 1 | -90 | -60 | -40 | -26 | 0 | +60 | +40 | +26 | 0 |
| 1,25 | -95 | -63 | -42 | -28 | 0 | +63 | +42 | +28 | 0 |
| 1,5 | -95 | -67 | -45 | -32 | 0 | +67 | +45 | +32 | 0 |
| 1,75 | -100 | -71 | -48 | -34 | 0 | +71 | +48 | +34 | 0 |
| 2 | -100 | -71 | -52 | -38 | 0 | +71 | +52 | +38 | 0 |
| 2,5 | -106 | -80 | -58 | -42 | 0 | +80 | — | +42 | 0 |
| 3 | -112 | -85 | -63 | -48 | 0 | +85 | — | +48 | 0 |
| 3,5 | -118 | -90 | — | -53 | 0 | +90 | — | +53 | 0 |
| 4 | -125 | -95 | — | -60 | 0 | +95 | — | +60 | 0 |
| 4,5 | -132 | -100 | — | -63 | 0 | +100 | — | +63 | 0 |
| 5 | -132 | -106 | — | -71 | 0 | +106 | — | +71 | 0 |
| 5,5 | -140 | -112 | — | -75 | 0 | +112 | — | +75 | 0 |
| 6 | -150 | -118 | — | -80 | 0 | +118 | — | +80 | 0 |
Другие ГОСТы
ГОСТ 25346-2013 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки ГОСТ 25347-2013 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов ГОСТ Р 53090-2008 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Требования максимума материала, минимума материала и взаимодействия ГОСТ Р 53442-2015 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения ГОСТ Р 53089-2008 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление позиционных допусков ГОСТ Р 50536-93 Основные нормы взаимозаменяемости. Шпонки клиновые низкие с головкой и без головки и шпоночные пазы. Размеры и допуски ГОСТ 29175-91 Основные нормы взаимозаменяемости. Шпонки призматические низкие и шпоночные пазы. Размеры и допуски ГОСТ Р ИСО 3898-2016 Основы проектирования строительных конструкций. Наименования и обозначения физических величин ГОСТ 33542-2015 Основополагающие принципы и принципы безопасности для интерфейса человек-машина, выполнение и идентификация. Идентификация выводов электрооборудования, концов проводников и проводников ГОСТ 17064-71 Основные функциональные узлы, принадлежности и вспомогательные устройства гамма-аппаратов. Термины и определения ГОСТ 9330-2016 Основные соединения деталей из древесины и древесных материалов. Типы и размеры ГОСТ 30391-95 Основные принципы безопасности электрического оборудования, применяемого в медицинской практике ГОСТ Р 50326-92 Основные принципы безопасности электрического оборудования, применяемого в медицинской практике ГОСТ 24705-2004 Основные нормы взаимозаменяемости.Резьба метрическая. Основные размеры
ДЛИНЫ СВИНЧИВАНИЯ
5.1. Длины свинчивания, относящиеся к группам S
,
N
и
L
, должны соответствовать указанным в табл. 8.
Таблица 8
мм
| Номинальный диаметр резьбы d | Шаг Р | Длина свинчивания | ||
| S | N | L | ||
| От 1 до 1,4 | 0,2 | До 0,5 | Св. 0,5 до 1,4 | Св. 1,4 |
| 0,2,5 | » 0,6 | » 0,6 » 1,7 | » 1,7 | |
| 0,3 | » 0,7 | » 0,7 » 2 | » 2 | |
| Св. 1,4 до 2,8 | 0,2 | До 0,5 | Св. 0,5 до 1,5 | Св. 1,5 |
| 0,25 | » 0,6 | » 0,6 » 1,9 | » 1,9 | |
| 0,35 | » 0,8 | » 0,8 » 2,6 | » 2,6 | |
| 0,4 | » 1 | » 1 » 3 | » 3 | |
| 0,45 | » 1,3 | » 1,3 » 3,8 | » 3,8 | |
| Св. 2,8 до 5,6 | 0,25 | До 0,7 | Св. 0,7 до 2,1 | Св. 2,1 |
| 0,35 | » 1 | » 1 » 3 | » 3 | |
| 0,5 | » 1,5 | » 1,5 » 4,5 | » 4,5 | |
| 0,6 | » 1,7 | » 1,7 » 5 | » 5 | |
| 0,7 | » 2 | » 2 » 6 | » 6 | |
| 0,75 | » 2,2 | » 2,2 » 6,7 | » 6,7 | |
| 0,8 | » 2,5 | » 2,5 » 7,5 | » 7,5 | |
| Св. 5,6 до 11,2 | 0,25 | До 0,8 | Св. 0,8 до 2,4 | Св. 2,4 |
| 0,35 | » 1,1 | » 1,1 » 3,4 | » 3,4 | |
| 0,5 | » 1,6 | » 1,6 » 4,7 | » 4,7 | |
| 0,75 | » 2,4 | » 2,4 » 7,1 | » 9 | |
| 1 | » 3 | » 3 » 9 | » 7,1 | |
| 1,25 | » 4 | » 4 » 12 | » 12 | |
| 1,5 | » 5 | » 5 » 15 | » 15 | |
| Св. 11,2 до 22,4 | 0,35 | До 1,3 | Св. 1,3 до 3,8 | Св. 3,8 |
| 0,5 | » 1,8 | » 1,8 » 5,5 | » 5,5 | |
| 0,75 | » 2,8 | » 2,8 » 8 | » 8,3 | |
| 1 | » 3,8 | » 3,8 » 11 | » 11 | |
| 1,25 | » 4,5 | » 4,5 » 13 | » 13 | |
| 1,5 | » 5,6 | » 5,6 » 16 | » 16 | |
| 1,75 | » 6 | » 6 » 18 | » 18 | |
| 2 | » 8 | » 8 » 24 | » 24 | |
| 2,5 | » 10 | » 10 » 30 | » 30 | |
| Св. 22,4 до 45 | 0,5 | До 2,1 | Св. 2,1 до 6,3 | Св. 6,3 |
| 0,75 | » 3,1 | » 3,1 » 9,5 | » 9,5 | |
| 1 | » 4 | » 4 » 12 | » 12 | |
| 1,5 | » 6,3 | » 6,3 » 19 | » 19 | |
| 2, | » 8,5 | » 8,5 » 25 | » 25 | |
| 3 | » 12 | » 12 » 36 | » 36 | |
| 3,5 | » 15 | » 15 » 45 | » 45 | |
| 4 | » 18 | » 18 » 53 | » 53 | |
| 4,5 | » 21 | » 21 » 63 | » 63 | |
| Св. 45 до 90 | 0,5 | До 2,4 | Св. 2,4 до 7,1 | Св. 7,1 |
| 0,75 | » 3,6 | » 3,6 » 11 | » 11 | |
| 1 | » 4,8 | » 4,8 » 14 | » 14 | |
| 1,5 | » 7,5 | » 7,5 » 22 | » 22 | |
| 2 | » 9,5 | » 9,5 » 28 | » 28 | |
| 3 | » 15 | » 15 » 45 | » 45 | |
| 4 | » 19 | » 19 » 56 | » 56 | |
| 5 | » 24 | » 24 » 71 | » 71 | |
| 5,5 | » 28 | » 28 » 85 | » 85 | |
| 6 | » 32 | » 32 » 95 | » 95 | |
| Св. 90 до 180 | 0,75 | До 4,2 | Св. 4,2 до 12 | Св. 12 |
| 1 | » 5,6 | » 5,6 » 16 | » 16 | |
| 1,5 | » 8,3 | » 8,3 » 25 | » 25 | |
| 2 | » 12 | » 12 » 36 | » 36 | |
| 3 | » 18 | » 18 » 53 | » 53 | |
| 4 | » 24 | » 24 » 71 | » 71 | |
| 6 | » 36 | » 36 » 106 | » 106 | |
| Св. 180 до 355 | 1,5 | До 9,5 | Св. 9,5 до 28 | Св. 28 |
| 2 | » 13 | » 13 » 38 | » 38 | |
| 3 | » 20 | » 20 » 60 | » 60 | |
| 4 | » 26 | » 26 » 80 | » 80 | |
| 6 | » 40 | » 40 » 118 | » 118 | |
| Св. 355 до 600 | 2 | До 15 | Св. 15 до 45 | Св. 45 |
| 4 | » 29 | » 29 » 87 | » 87 | |
| 6 | » 43 | » 43 » 130 | » 130 | |
5.2. Допуск резьбы, если нет особых указаний, относится к наибольшей нормальной длине свинчивания, указанной в табл. 8, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
Черт.5
Черт.5
Таблица 4
| Шаг резьбы , мм | Предельные отклонения половины угла профиля, мин, |
| 0,20; 0,25 | ±70 |
| 0,30; 0,35; 0,40 | ±50 |
| 0,45; 0,50; 0,60 | ±35 |
| 0,70; 0,75; 0,80 | ±30 |
| 1,00; 1,25; 1,50 | ±25 |
| 1,75; 2,00; 2,50; 3,00 | ±20 |
| 3,50; 4,00; 4,50; 5,00; 5,50; 6,00 | ±15 |
Примечание. Допуск на принят равным 10% допуска на средний диаметр резьбы степени точности 5 для шага до 0,4 мм и 8% для шага свыше 0,4 мм.
12. Предельные отклонения шага резьбы метчиков классов точности 1, 2, 3 и 4 должны соответствовать указанным в табл.5.
Таблица 5
| Шаг резьбы , мм | Длина измерения в количестве шагов | Предельные отклонения шага резьбы, мкм, для метчика класса точности | |
| 1, 2, 3 | 4 | ||
| 0,20; 0,25; 0,30; 0,35; 0,40; 0,45; 0,50; 0,60 | 12 | ±8 | ±25 |
| 0,70; 0,75; 0,80; 1,00; 1,25 | 9 | +8 | ±35 |
| 1,50 | 7 | +8 | ±45 |
| 1,75 | +9 | ||
| 2,00; 2,50 | +10 | ||
| 3,00 | ±12 | ||
| 3,50 | ±13 | ±50 | |
| 4,00 | ±14 | ±60 | |
| 4,50 | ±15 | ±60 | |
| 5,00 | ±16 | ±70 | |
| 5,50 | ±17 | ±80 | |
| 6,00 | ±18 | ||
Примечания.
1. Допуск на шаг не должен превышать 10% от допуска на средний диаметр резьбы степени точности 5.
2. Длина измерения принимается равной не более 50% длины рабочей части метчика для шага до 1,5 мм и 7 шагам для шага резьбы свыше 1,5 мм.
3. Предельное отклонение шага для любого числа шагов устанавливается равным ±0,05% базовой длины, но не менее ±0,008 мм.
ФОРМА ВПАДИНЫ РЕЗЬБЫ
6.1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника.
6.2. При закругленной форме впадины наружной резьбы радиус кривизны реального профиля ни в одной точке не должен быть менее 0,1Р
(черт. 2).
Числовые значения наименьших радиусов закругления впадины наружной резьбы (R
min) должны соответствовать указанным в табл. 9.
Черт. 2
6.3. При высоких требованиях к прочности резьбы может устанавливаться наименьший радиус кривизны реального профиля впадины наружной резьбы R
min=0,125
Р
(табл. 9).
Таблица 9
мм
| Шаг Р | R min=0,1 | R min=0,125 | Шаг Р | R min=0,1 | R min=0,125 | Шаг Р | R min=0,1 | R min=0,125 |
| 0,2 | 0,020 | 0,025 | 0,75 | 0,075 | 0,094 | 3,5 | 0,350 | 0,438 |
| 0,25 | 0,025 | 0,031 | 0,8 | 0,080 | 0,100 | 4 | 0,400 | 0,500 |
| 0,3 | 0,030 | 0,038 | 1 | 0,100 | 0,125 | 4,5 | 0,450 | 0,562 |
| 0,35 | 0,035 | 0,044 | 1,25 | 0,125 | 0,156 | 5 | 0,500 | 0,625 |
| 0,4 | 0,040 | 0,050 | 1,5 | 0,150 | 0,188 | 5,5 | 0,550 | 0,688 |
| 0,45 | 0,045 | 0,056 | 1,75 | 0,175 | 0,219 | 6 | 0,600 | 0,750 |
| 0,5 | 0,050 | 0,062 | 2 | 0,200 | 0,250 | |||
| 0,6 | 0,060 | 0,075 | 2,5 | 0,250 | 0,312 | |||
| 0,7 | 0,070 | 0,088 | 3 | 0,300 | 0,375 |
6.4. При плокосрезанной форме впадины наружной резьбы реальный профиль впадины следует располагать между линиями плоского среза на расстоянии и от вершины исходного треугольника (черт. 3).
6.5. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника (черт. 4).
Черт. 3
Черт. 4
ПОЛЯ ДОПУСКОВ
7.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 10 и табл. 11.
Таблица 10
| Класс точности | Длина свинчивания | |||||||||
| S | N | L | ||||||||
| Поле допуска наружной резьбы | ||||||||||
| Точный | (3h4h) | 4g | 4h | (5h4h) | ||||||
| Средний | 5g6g | (5h6h) | 6d | 6e | 6f | 6g | ||||
* Только для резьбы с шагом P
³0,8 мм. Для резьбы с шагом
Р
<0,8 мм применяется поле допуска 8h6h.
Таблица 11
6Н
| Класс точности | Длина свинчивания | |||||
| S | N | L | ||||
| Поле допуска внутренней резьбы | ||||||
| Точный | 4Н | 4Н5Н | 6Н | |||
| 5Н | ||||||
| Средний | (5G) | 5Н | 6G | |||
Примечания к табл. 10 и :
1. Поля допусков, заключенные в рамки, следует применять предпочтительно.
2. Применение полей допусков, заключенных в скобки, следует по возможности ограничить.
3. При длинах свинчивания S
и
L
допускается применять поля допусков, установленные для длин свинчивания
N.
4. В обоснованных случаях допускается применять поля допусков резьбы, образованные иными сочетаниями полей допусков среднего диаметра и диаметров выступов резьбы из числа приведенных в табл. 10 и , например:
для наружной резьбы — 4h6h; 8h6h;
для внутренней резьбы — 5Н6Н.
7.2. Поля допусков наружной и внутренней резьбы, указанные в табл. 10 и , являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. 2 и основных отклонений по табл. 3.
Поля допусков, не указанные в табл. 10 и , являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 10 и не могут обеспечить требования, предъявляемые к изделию.
7.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, указанным в табл. 10 и , приведены в обязательном приложении 2.
7.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом.
Предпочтительней сочетать поля допусков одного класса точности.
Основные параметры и сферы применения
Наиболее распространенной является метрическая резьба, наносимая на наружные и внутренние поверхности цилиндрической формы. Именно она чаще всего используется при изготовлении крепежных элементов различного типа:
- анкерных и обычных болтов;
- гаек;
- шпилек;
- винтов и др.
Детали конической формы, на поверхность которых нанесена резьба метрического типа, требуются в тех случаях, когда создаваемому соединению необходимо придать высокую герметичность. Профиль метрической резьбы, нанесенной на конические поверхности, позволяет формировать плотные соединения даже без использования дополнительных уплотнительных элементов. Именно поэтому она успешно применяется при монтаже трубопроводов, по которым транспортируются различные среды, а также при изготовлении пробок для емкостей, содержащих жидкие и газообразные вещества. Следует иметь в виду, что профиль резьбы метрического типа один и тот же на цилиндрических и на конических поверхностях.
Параметры конусной метрической резьбы
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
- размеры (диаметр и шаг резьбы);
- направление подъема витков (левая или правая резьба);
- расположение на изделии (внутренняя или наружная резьба).
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Внутренняя метрическая резьба
Наружная метрическая резьба
Это интересно: Горячая объемная штамповка металла: суть и преимущества технологии