Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Как отличить метрическую резьбу от дюймовой
На глаз отличить резьбу метрическую от дюймовой, или наоборот, способны только мастера, ежедневно сталкивающиеся с нарезками. Если попытаться «на глаз» отличить нарезку не профессионалу, то есть очень большой риск принять болт UNC 5/16 дюйма за метрический М8. Определить соответствие типу резьбы можно резьбомером, но когда такого идентификатора нет в наличии, необходимо прибегнуть к другим способам.
Самый простой способ понять, какой тип резьбы на болте — воспользоваться гайкой с уже известными параметрами (и наоборот). Если же такой возможности нет, тогда следует прибегнуть к таким действиям:
- Осмотреть головку детали, на которой могут присутствовать радиальные линии
- Если радиальные линии имеются на головке крепежа, то это говорит о наличии дюймовой нарезки
- Отсутствие радиальных линий подтверждает факт использования метрической резьбы
Однако этот способ не всегда приемлем, так как крепежи с классами прочности от 0 до 2 не имеют маркировки. Наличие линий и чисел на головке болта говорят о прочности изделия.
Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
- Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
- Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
- Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
- Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Это интересно!
При измерении шага в метрической нарезке определяется расстояние между двумя витками. В дюймовой нарезке измеряется не расстояния между двумя пиками, как в случае с метрической резьбой, а определяется количество витков. Это количество витков, которые находятся на расстоянии 1 дюйма.
Измерение резьбы штангенциркулем
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
Применение питчевой резьбы
Модульная и питчевая резьбы используются на агрегатах, где необходимо обеспечить передачу движения. Это червячные и червячно-зубчатые передачи, которые применяются:
- в механических домкратах;
- прессах;
- подъемниках;
- экструдерах.
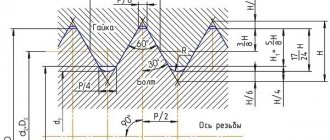
Этот тип резьбы гарантирует надежное сцепление зубьев шестеренки с червяком. Добиться подобного результата позволяет установка профиля шага в 40 градусов (для сравнения — у метрической резьбы он равен 60 градусам).
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.
Технология нарезки питчевой резьбы
Питчевую резьбу разных размеров нарезают:
- резцами на токарно-винторезных станках;
- модульными фрезами на фрезерных станках;
- пальцевыми фрезами.
Нарезание резьбы на токарном станке позволяет добиться высокой точности результата, но не гарантирует достаточной производительности. Таким способом питчевую резьбу нарезают на червячных валах, которые должны характеризоваться высокими показателями точности передачи движения. Метод применяется на мелкосерийных производствах и в частных мастерских.
Использование фрезерного станка позволяет добиться более высокой производительности при нарезании резьбы. Фрезу устанавливают таким образом, чтобы ее ось вращения пересекала продольную ось вала заготовки под углом в 90 градусов. Чтобы повысить качество насечки, ее нарезают в несколько проходов. Перед началом работы фрезерный станок настраивают согласно данным из таблиц, в которых даны размеры питчевых резьб. Эти параметры позволяют установить требуемый набор зубчатых колес на винторезную гитару с заданными передаточными числами.
Пальцевые фрезы подходят для нарезания питчевой резьбы на крупногабаритных изделиях. Для нанесения питчевой насечки на станок устанавливают специальные фрезерные головки, обладающие индивидуальным приводом фрезы. Первый проход выполняют прорезной пальцевой фрезой прямоточного профиля, с углом профиля в 35 градусов.
Таблица размеров для нарезки питчевой резьбы на станке
Основные правила обозначения питчевой резьбы
Обозначения в соединениях с питчевой резьбой указываются в ГОСТах. Каждое из них содержит такие элементы:
- букву, указывающую на принадлежность резьбы к определенному типу;
- размер в питчах;
- величину шага резьбы;
- направление (левая — L или правая — RH);
- размеры поля допуска;
- длину свинчивания.
Величину поля допуска обозначают несколькими буквами и цифрами. Первые указывают на размер отклонения, вторые — на класс точности. На первом месте стоят символы, характеризующие средний диаметр, на втором — символы, относящиеся к диаметру наружному. Если размеры совпадают, наносят только одно обозначение. Для обозначения длины свинчивания используют три латинские буквы, при этом литера N соответствует нормальной длине, S — короткой, L — длинной.
Правила нанесения символов, обозначающих основные размеры и другие характеристики питчевой резьбы, даются в виде таблиц в ГОСТ 24705-2004 и ГОСТ 16093. В 2005 г. в текст внесли дополнения, добавив основные положения стандартов ISO 965-1 и ISO 965-3. Питчевая система используется в странах северной Америки, а ее характеристики указаны в международном стандарте ANSIB1.9.