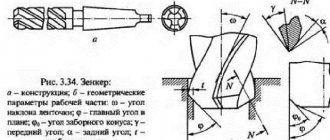
1.МАРКИ
1.1 В зависимости от химического состава оловянно-свинцовые припои изготавливаются следующих марок:
бессурьмянистые – ПОС 90, ПОС 63, ПОС 61, ПОС 40, ПОС 30, ПОС 10, ПОС 61М, ПОСК 50-18, ПОСК 2-18;
малосурьмянистые- ПОССу 61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6, ПОССу 4-4.
Примеры условных обозначений:
Припой в чушках марки ПОС 40:
Припой Ч ПОС 40 ГОСТ 21930-76
То же, марки ПОССу 18-0,5:
Припой Ч ПОССу 18-0,5 ГОСТ 21930-76
| Массовая доля, % | ||||||
| Марка припоя | Код ОКП | Основных компонентов | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Остальное |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | |
| ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | То же |
| ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | “ |
| ПОС 30 | 17 2321 1100 09 | 29-31 | — | — | — | “ |
| ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | “ |
| ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | “ |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | “ |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | “ |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | 0,05-0,5 | — | — | Остальное |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | То же | |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | “ | |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | — | — | “ | |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | “ | |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | “ | |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | “ | |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Остальное | 4,0-5,0 | — | — | — |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Остальное |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | То же |
| ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | “ |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | “ |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | “ |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | “ |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | “ |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | “ |
| ПОССу 5-1 | 17 2327 1100 0 | 4-5 | 0,5-1,0 | — | — | “ |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | “ |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | “ |
| Примесей, не более. % | |||||||||||||||
| Марка припоя | |||||||||||||||
| Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Алюминий | Свинец | ||||||
| Бессурьмянистые | |||||||||||||||
| ПОС 90 | 0,10 | 0,05 | 0,1 | 0,01 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |||||
| ПОС 63 | 0,05 | 0,05 | 0,02 | ||||||||||||
| ПОС 61 | 0,10 | 0,05 | 0,20 | 0,02 | |||||||||||
| ПОС 40 | 0,10 | 0,05 | 0,02 | ||||||||||||
| ПОС 30 | 0,10 | 0,05 | 0,02 | ||||||||||||
| ПОС 10 | 0,10 | 0,05 | 0,02 | ||||||||||||
| ПОС 61М | 0,20 | — | 0,01 | ||||||||||||
| ПОСК 50-18 | 0,20 | 0,08 | 0,03 | ||||||||||||
| ПОСК 2-18 | 0,05 | 0,05 | 0,01 | ||||||||||||
| Малосурьмянистые | |||||||||||||||
| ПОССу 61-0,5 | — | 0,05 | 0,20 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 | — | |||||
| ПОССу 50-0,5 | 0,05 | 0,10 | 0,02 | ||||||||||||
| ПОССу 40-0,5 | 0,05 | 0,20 | 0,02 | ||||||||||||
| ПОССу 35-0,5 | 0,05 | 0,02 | |||||||||||||
| ПОССу 30-0,5 | 0,05 | 0,02 | |||||||||||||
| ПОССу 25-0,5 | 0,05 | 0,02 | |||||||||||||
| ПОССу 18-0,5 | 0,05 | 0,02 | |||||||||||||
| Сурьмянистые | |||||||||||||||
| ПОСу 95-5 | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 | |||||
| ПОССу 40-2 | 0,08 | 0,2 | 0,02 | 0,08 | — | ||||||||||
| ПОССу 35-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 30-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 25-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 18-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 15-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 10-2 | 0,08 | 0,02 | |||||||||||||
| ПОССу 8-3 | 0,1 | 0,05 | |||||||||||||
| ПОССу 5-1 | 0,08 | 0,02 | |||||||||||||
| ПОССу 4-6 | 0,1 | 0,05 | |||||||||||||
| ПОССу 4-4 | 0,1 | 0,05 | |||||||||||||
СОРТАМЕНТ
1. СОРТАМЕНТ
1.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл.1. (Измененная редакция, Изм. N 1, 2, 3).
1.2. Диаметры круглых прутков, размеры сторон трехгранных и квадратных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2. (Измененная редакция, Изм. N 3).
Таблица 1
мм
| Номинальный диаметр проволоки | Предельное отклонение |
| 0,4 | ±0,05 |
| 0,5 | ±0,05 |
| 0,6 | ±0,06 |
| 0,8 | ±0,08 |
| 0,95 | ±0,08 |
| 1,0 | ±0,10 |
| 1,2 | ±0,10 |
| 1,5 | ±0,10 |
| 1,8 | ±0,10 |
| 2,0 | ±0,10 |
| 2,5 | ±0,12 |
| 3,0 | ±0,15 |
| 3,5 | ±0,17 |
| 4,0 | ±0,17 |
| 5,0 | ±0,17 |
| 6,0 | ±0,18 |
| 7,0 | ±0,20 |
Таблица 2
мм
| Прутки круглые | Прутки трехгранные | Прутки квадратные | |||
| Номинальный диаметр | Предельное отклонение | Размер сторон | Предельное отклонение | Размер сторон | Предельное отклонение |
| 8 | ±0,24 | 10 | ±0,30 | 5 | ±0,25 |
| 10 | ±0,30 | 12 | ±0,36 | 7 | ±0,35 |
| 12 | ±0,36 | 14 | ±0,42 | 9 | ±0,45 |
| 11 | ±0,55 | ||||
| 15 | ±0,45 | 16 | ±0,48 | 13 | ±0,55 |
| 40 | ±1,2 | 15 | ±0,55 | ||
1.3. Длина прутков должна быть (400±20) мм. Разница по длине прутков в пачке должна быть не более 10 мм. (Измененная редакция, Изм. N 2).
1.4. Размеры лент должны соответствовать указанным в табл.3, предельные отклонения размеров лент — в табл.4.
Таблица 3
мм
| Номинальная толщина ленты | Номинальная ширина ленты |
| 0,8 | 8-10 |
| 1,0 | |
| 1,5 | 5-10; 15 |
| 2,0 | |
| 2,5 | |
| 3,0 | |
| 4,0 | |
| 5,0 |
Таблица 4
мм
| Номинальная толщина ленты | Предельное отклонение | Номинальная ширина ленты | Предельное отклонение |
| 0,8 | ±0,08 | 5,0 | ±0,5 |
| 1,0 | ±0,10 | 6,0 | ±0,6 |
| 1,5 | ±0,10 | 7,0 | ±0,7 |
| 2,0 | ±0,10 | 8,0 | ±0,8 |
| 2,5 | ±0,10 | 9,0 | ±0,9 |
| 3,0 | ±0,12 | 10,0 | ±1,0 |
| 4,0 | ±0,16 | 15,0 | ±1,0 |
| 5,0 | ±0,20 |
1.5. Диаметры трубок и предельные отклонения наружного диаметра должны соответствовать указанным в табл.5.
Таблица 5
мм
| Номинальный наружный диаметр трубки | Предельное отклонение наружного диаметра |
| 1,0 | ±0,05 |
| 1,5 | ±0,07 |
| 2,0 | ±0,07 |
| 2,5 | ±0,07 |
| 3,0 | ±0,09 |
| 3,5 | ±0,1 |
| 4,0 | ±0,12 |
| 5,0 | ±0,15 |
(Измененная редакция, Изм. N 1, 3).
1.6. По согласованию потребителя с изготовителем допускается изготовление изделий других форм и размеров.
1.7. Длина отрезка проволоки и трубки должна быть не менее 20 м, ленты — не менее 10 м. (Измененная редакция, Изм. N 1).
1.8. Гранулометрический состав порошка припоя должен соответствовать указанному в табл.6.
Таблица 6
| Номер сетки по ГОСТ 6613 | Остаток порошка на сите, %, не более | Прохождение порошка через сито, %, не менее |
| 008 | 0,5 | — |
| 0071 | — | 80 |
Условное обозначение припоев проставляют по схеме:
При следующих сокращениях: наименования профильного сортамента: проволока — Прв; пруток — Пт; лента — Л; трубка — Т; порошок — Пор; формы сечения: круглая — КР; квадратная — KB; трехгранная — ТРГ. Вместо отсутствующего показателя ставят знак «X».
Примеры условного обозначения
Припой в виде проволоки круглого сечения диаметром 2 мм марки ПОССу 61-0,5:
Припой Прв КР2 ПОССу 61-0,5 ГОСТ 21931-76
То же, в виде прутка квадратного сечения со стороной квадрата 9 мм марки ПОССу 40-0,5:
Припой ПтКВ 9,0 ПОССу 40-0,5 ГОСТ 21931-76
То же, в виде прутка трехгранного сечения с размером сторон 14 мм марки ПОС 61:
Припой ПтТРГ 14 ПОС 61 ГОСТ 21931-76
То же, в виде ленты толщиной 0,8 мм, шириной 8 мм марки ПОС 40:
Припой Л 0,8×8 ПОС 40 ГОСТ 21931-76
То же, в виде трубки с наружным диаметром 5 мм с наполнителем канифолью марки ПОССу 25-2:
Припой Т 5 ПОССу 25-2 ГОСТ 21931-76
То же, в виде порошка марки ПОССу 30-2:
Припой Пор ПОССу 30-2 ГОСТ 21931-76
(Измененная редакция, Изм. N 1, 2, 3).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Припои оловянно-свинцовые в чушках изготавливают в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
2.2 Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемы отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645-85.
2.3 Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие раковин и трещин.
2.4 Физико-механические свойства припоев приведены в справочном приложении 1.
2.5. Области преимущественного применения припоев приведены в рекомендуемом приложении
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Процессы производства и пайки (лужения) оловянно-свинцовыми и оловянно-свинцово-кадмиевыми припоями могут сопровождаться выделением токсичных веществ свинца и окиси кадмия, которые в соответствии с ГОСТ 12.1.007 относятся к веществам 1-го класса опасности.
2а.2. Поступление вредных веществ в организм человека в условиях изготовления и использования припоев возможно при вдыхании загрязненного воздуха, а также с водой и пищей при несоблюдении работающими личной гигиены. Действие свинца на организм человека заключается в поражении нервной системы, крови, сосудов. Кадмий поражает органы дыхания, желудочно-кишечный тракт, внутренние органы, скелетную мускулатуру и костную ткань, вызывает раздражение кожных покровов.
2а.3. Предельно допустимая концентрация свинца в воздухе рабочей зоны производственных помещений — 0,01 мг/м, окиси кадмия — 0,1 мг/м согласно ГОСТ 12.1.005.
2а.4. Контроль за содержанием вредных веществ в воздухе рабочей зоны должен проводиться в соответствии с ГОСТ 12.1.005 и ГОСТ 12.1.007. Анализ проб воздуха на содержание свинца и окиси кадмия проводят по методикам, утвержденным Министерством здравоохранения СССР.
2а.5. Устройство, оборудование и отделка производственных помещений и рабочих мест при изготовлении и использовании свинецсодержащих сплавов должны соответствовать правилам безопасности при производстве олова и сплавов на его основе, утвержденным Госгортехнадзором СССР, и санитарным правилам организации пайки мелких изделий сплавами, содержащими свинец, утвержденным Министерством здравоохранения СССР.
2а.6. При погрузочно-разгрузочных работах должны соблюдаться требования безопасности в соответствии с ГОСТ 12.3.009 и правилами безопасности для предприятий и организаций металлургической промышленности, утвержденными Госгортехнадзором СССР.
2а.7. Требования безопасности при эксплуатации производственной тары, изготовленной в соответствии с ГОСТ 14861, — по ГОСТ 12.3.010.
2а.8. Требования безопасности при определении химического состава — по ГОСТ 1429.0.
2а.9. Работающие с припоями должны проходить: инструктаж по технике безопасности в соответствии с ГОСТ 12.0.004; обучение методам работы со свинец- и кадмийсодержащими припоями и правилам обращения с защитными средствами; предварительный при поступлении на работу и периодические медицинские осмотры.
2а.10. Профилактика свинцовых отравлений при работе с припоями — по нормативной документации, утвержденной Министерством здравоохранения СССР.
2a.11. Все работы с расплавленными оловянно-свинцовыми припоями должны выполняться в сухой спецодежде и предохранительных приспособлениях. При работах с расплавленными оловянно-свинцовыми припоями, обслуживании ванн лужения и пайки, работах с порошком из припоев и транспортно-складских работах рабочие должны применять средства индивидуальной защиты органов дыхания — респираторы ШБ-1 «Лепесток» по ГОСТ 12.4.028. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо наголовными щитками по ГОСТ 12.4.023.
2а.12. Работающие с оловянно-свинцовыми припоями должны быть обеспечены бытовыми помещениями в соответствии с СНиП 2.09.04 по группе производственных процессов IIIа. В санитарно-бытовых помещениях должны быть созданы условия для соблюдения работающими правил личной гигиены. (Измененная редакция, Изм. N 3). Разд.2. (Введен дополнительно, Изм. N 1).
ПРАВИЛА ПРИЕМКИ
3.1 Припои принимаются партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя
требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
3.2 Внешнему осмотру подвергают каждую чушку партии.
3.3 Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек в начале, середине и конце разлива плавки.
На предприятии изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
3.4 При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от этой же партии.
Результаты повторных испытаний распространяются на всю партию.
МЕТОДЫ ИСПЫТАНИЙ
4.1 Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб – по ГОСТ 24231-80. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласий в оценке качестве партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
4.3 Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку № 08 по ГОСТ 6613-86 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
4.4 Химический состав припоев определяется по ГОСТ 1429.0-77 – ГОСТ 1429.15-77 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0-77 – ГОСТ 1429.11-77.
Область применения припоя по категориям для лужения и пайки
- Припой ПОС 90 — внутренних швов пищевой посуды и медицинской аппаратуры;
- Припой ПОС 61 — электро и радиоаппаратуры, печатных схем, точных приборов с высоко герметичными швами, где недопустим перегрев;
- Припой ПОС 63 — Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием;
- Припой ПОС 40 — электроаппаратуры, деталей из оцинкованного железа с герметичными швами;
- Припой ПОС 10 — контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов;
- Припой ПОС 61М — электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности;
- Припой ПОСК 50-18 — для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов;
- Припой ПОССу 61-0,5 — электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре;
- Припой ПОССу 50-0,5 — авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом;
- Припой ПОССу 40-0,5 — жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов;
- Припой ПОССу 35-0,5 — свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки;
- Припой ПОССу 30-0,5 — листового цинка, радиаторов;
- Припой ПОССу 25-0,5 — радиаторов;
- Припой ПОССу 18-0,5 — трубок теплообменников, электроламп;
- Припой ПОСу 95-5 — для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах;
- Припой ПОССу 40-2 — холодильных устройств, тонколистовой упаковки. Припой широкого назначения;
- Припой ПОССу 30-2 — в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки;
- Припой ПОССу 18-2, ПОССу 15-2, ПОССу 10-2 — для пайки в автомобилестроении;
- Припой ПОССу 8-3 — в электроламповом производстве;
- Припой ПОССу 5-1 — деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов;
- Припой ПОССу 4-6 — для пайки белой жести, деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей;
- Припой ПОССу 4-4 — в автомобилестроении;
- Припой ПОСК-2-18 — металлизированных и керамических деталей.
Применение припоя при лужении и пайке в тиглях и ваннах не допускается.
Купить припой по оптовой цене на металлургическом заводе АВАЛДА по телефону или заказать через электронную почту, Online — заказ. Доставка до терминала транспортной компании бесплатно.
Назад
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1 На каждой чушке припоя выбивают:
а) товарный знак предприятия изготовителя;
б) марку припоя;
в) номер плавки;
5.1а Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477-79. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8Х30 мм по ГОСТ 3560-73, скрепленной в замок. Допускается применение средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650-76. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Схемы укладывания и скрепления чушек припоев в пакеты приведены в приложении 4. При транспортировании воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991-85, размерами по ГОСТ 21140-88, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354-82. Масса брутто ящиков – не более 60 кг.
5.1б Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу,ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
5.2 Транспортная маркировка – по ГОСТ 14192-77.
5.3 Чушки припоев транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки, действующими на транспорте данного вида и условиями погрузки и крепления, утвержденными Министерством путей сообщения СССР.
5.4 Припой должен храниться в закрытом помещении. При соблюдении указанных условий хранения потребительские свойства припоев оловянно-свинцовых при хранении не меняются.
Приложение 1
Справочное
ПРИЛОЖЕНИЕ 1 (cправочное). ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
ПРИЛОЖЕНИЕ 1 Справочное
| Марка припоя | Температура плавления, °С | Плот- ность, г/см | Удельное электросо- против- ление, Ом·мм/м | Теплопро- водность, ккал/ см·с·град | Времен- ное сопро- тивление разрыву, кгс/мм | Относи- тельное удлинение, % | Ударная вязкость, кгс/см | Твер- дость по Бри- неллю, HB | |
| Солидус | Ликвидус | ||||||||
| ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1,7 | 12,8 |
| ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |