Правила паяния медных деталей
Паяльник используют лишь для соединения мелких деталей, а сам процесс паяния производится при температуре +350 ℃. Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Что касается ванн и печей, то здесь две позиции, отличающиеся друг от друга наполнителем. Это может быть припой или соль. Необходимо отметить, что соли выполняют две функции: нагревательного элемента, как источника температуры, и флюса.
То есть, в технологиях, где используются соляные печи или ванны, флюсы не применяются.
В принципе, в независимости от металла заготовок, сам процесс соединения одинаков для всех материалов. И делится он на шесть этапов:
очистка заготовок меди механическим способом для удаления оксидной пленки;- обезжиривание;
- внесение флюса в зону пайки;
- нагрев зоны.
- внесение припоя;
- зачистка стыка от флюса и припойного материала.
Также проводится пайка бронзы. Основное отличие – это необходимая марка припоя и флюса. Поскольку бронзы представляют собой сплав меди, олова и некоторых других элементов, то выбор припоя не составляет труда.
К бронзам также относят сплавы меди и кадмия, меди и бериллия, сплавы со свинцом, алюминием. Необходимо обращать внимание на состав бронзы, в зависимости от которого меняются свойства материала.
Разновидности соединений
Низкотемпературное спаивание деталей
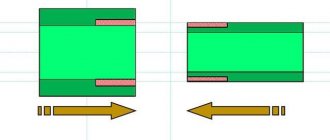
Эта технология пайки бронзовых труб употребляется для монтажа инженерных сетей отопления, водопровода и других подобных систем, где температура транспортируемой жидкости не превышает + 130 градусов Цельсия. Пламя из газовой горелки в этом случае нагревает изделие не выше + 450 градусов Цельсия, а размер детали образовывает 6-108 мм (читайте кроме этого статью ‘Фитинги для полипропиленовых труб: виды и их техническое описание’).
В качестве припоя при низкотемпературной пайке используются разные мягкие металлы: свинец, олово и без того потом. Как раз из этого данный способ взял наименование «мягкая пайка». Ширина шва, в зависимости от размеров фитингов, может составлять 7-50 мм.
Разглядываемое соединение весьма распространено при монтаже разных сантехнических систем.
Это обусловлено следующими факторами:
- при низкотемпературной пайке не происходит отжига меди (что воздействует на прочность трубопровода),
- процесс проведения работы менее трудоемок и более надёжен,
- используется лишь для изготовления водотранспортных систем,
- не имеет возможности употребляться для соединения газовых трубопроводов.
Высокотемпературное спаивание деталей
В этом случае пайка бронзовых трубок производится при температуре пламени, превышающей + 450 градусов Цельсия.
Наряду с этим употребляется припой на базе следующих металлов:
- меди,
- серебра,
- других сплавов, более жёстких, чем олово.
Применение данной технологии дает возможность приобрести неразъемное соединение, владеющее повышенной прочностью и выдерживающее намного более большую температуру транспортируемой среды.
Другое наименование соединения «жёсткая пайка».
Пайка бронзовых труб жёстким припоем употребляется в следующих случаях:
- соединение деталей размером больше 28 мм,
- стыковка деталей, предназначенных для транспортировки жидкости, чья температура превышает 130 градусов Цельсия,
- изготовление систем отопления (данный метод соединения разрешает сделать отвод от уже существующей инженерной сети без ухудшения характеристик последней).
- применение как раз жёсткой пайки предусматривает инструкция по монтажу систем газопровода.
Обратите внимание! На протяжении высокотемпературной пайки происходит отжиг меди, в следствии чего труба теряет свою прочность. Для минимизации этого явления нужно, дабы остывание шва происходило естественным методом, а нагрев на протяжении пайки был как возможно меньшим.
Холодное соединение деталей
Существует кроме этого соединение бронзовых труб без пайки. Для этого употребляются особые обжимные муфты, конструкция которых сходна с подобными изделиями, применяемыми при работе с полимерными деталями.
Снаружи муфта для холодного соединения похожа на фитинг для пайки. Но, первый дополнительно снабжен резиновыми уплотнителями из особых полимеров.
Помимо этого, существует и разъемное соединение бронзовых трубопроводов. Для этого употребляется цанговый фитинг.
Они делятся на два вида:
- для стыковки жёстких и средних по твердости деталей,
- для соединения мягких и полутвердых изделий.
Подбор припоя и флюса
Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
В зону пайки добавляется или канифоль, растворенная спиртом, или хлористый цинк. Это флюсы. К сожалению, оловянные и свинцовые добавки – это высокая хрупкость соединения, которая образуется за счет так называемых интерметаллидов. При низких температурных режимах пайки в них образуются трещины.
Поэтому для соединения меди используются припойные материалы, в которых олова содержится не более 15%. Свинцовая составляющая увеличивает ударную вязкость стыка.
А если в материале содержится серебро, то соединение меди становится хладо- и теплостойким. Но необходимо учитывать и тот факт, что серебро снижает прочность соединения.
При диффузионной пайке припой для меди – это несколько металлов: олово, свинец, индий и галлий. Если проводится низкотемпературный процесс, то нельзя гарантировать высокую прочность соединения. Она не выше 70 МПа.
Капиллярная пайка также может быть проведена этими припоями. Но с одним условием – зазор между заготовками не должен превышать 0,5 мм, а температура пайки не больше +900 ℃.
Для пайки оловянной бронзы применяют серебряные, оловянно-свинцовые и медно-цинковые припои. При высоком содержании олова в сплаве медно-цинковый материала нежелателен. В процессе пайки бронзу следует разогревать постепенно, и тщательно флюсовать металл.
Несколько полезных советов
Схемы регуляторов температуры жала паяльника.
Теперь читателю нужно дать несколько полезных советов, которые ему обязательно помогут в процессе пайки бронзы.
- Используйте только качественные газовые горелки, так как этот инструмент весьма опасен в эксплуатации. Заранее нужно убедиться в том, что он действительно исправен. В противном случае могут возникать некоторые проблемы в работе. В последние годы вместо горелок многие используют строительные фены. Этот вариант считается более безопасным. Если у человека имеется подобный инструмент, то именно его и нужно пускать в ход. Это не только сделает работу более безопасной, но и позволит без проблем регулировать температурный режим, что немаловажно в данном процессе.
- В работе нужно использовать исключительно правильные пропорции. Если необходимо приготовить больше флюса или припоя, то в обязательном порядке соблюдение пропорциональных соотношений, в противном случае можно на выходе получить не совсем качественное соединение, которое будет разрушено в кратчайший срок.
- Равномерное распределение смеси на соединяемых элементах. В процессе подготовки к пайке в обязательном порядке следите за тем, чтобы припой равномерно ложился на соединяемые детали. Это очень важно, чтобы получить равномерную нагрузку на все участки.
Если не соблюдать этих нюансов в процессе проведения работы, то можно поплатиться скорой поломкой деталей и выходом из строя всего механизма.
Некоторые виды припоев
Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.
Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Пайка бронзы
| Фото | Марка | Температура плавления | Цена |
| Припой ПМФОЦр 6-4-0,03 | 640-680°C | от 1560,00 руб. | |
| Припой ПМЦ-54 | 876-880°C | от 1775,00 руб. | |
| Припой ПОИН 52 | 120°C | от 14000,00 руб. | |
| Припой ПОС-10 | 268-299°C | от 536,71 руб. | |
| Припой ПОС-18 | 243-277°C | от 603,49 руб. | |
| Припой ПОС-25 | 260°C | от 746,94 руб. | |
| Припой ПОС-30 | 183-238°C | от 850,54 руб. | |
| Припой ПОС-35 | 256°C | от 945,89 руб. | |
| Припой ПОС-4 | 266°C | от 437,30 руб. | |
| Припой ПОС-40 | 183-238°C | от 1055,72 руб. | |
| Припой ПОС-50 | 222°C | от 1266,90 руб. | |
| Припой ПОС-60 | 190°C | от 1466,12 руб. | |
| Припой ПОС-61 | 183-190°C | от 1466,12 руб. | |
| Припой ПОС-63 | 183°C | от 1515,43 руб. | |
| Припой ПОС-90 | 183-220°C | от 2087,70 руб. | |
| Припой ПОСК 50-18 | 142-145°C | от 1050,00 руб. | |
| Припой ПОССу 18-0,5 | 183-277°C | от 502,91 руб. | |
| Припой ПОССу 25-0,5 | 183-266°C | от 622,45 руб. | |
| Припой ПОССу 25-2 | 185-260°C | от 622,53 руб. | |
| Припой ПОССу 30-0,5 | 183-245°C | от 708,78 руб. | |
| Припой ПОССу 40-0,5 | 183-235°C | от 879,77 руб. | |
| Припой ПОССу 50-0,5 | 183-216°C | от 1055,75 руб. | |
| Припой ПОССу 61-0,5 | 183-189°C | от 1221,77 руб. | |
| Припой ПОССу-10-2 | 268-285°C | от 498,78 руб. | |
| Припой ПОССу-15-05 | 184-275°C | от 390,18 руб. | |
| Припой ПОССу-18-2 | 186-270°C | от 511,70 руб. | |
| Припой ПОССу-30-2 | 185-250°C | от 717,93 руб. | |
| Припой ПОССу-4-4 | 239-265°C | от 418,20 руб. | |
| Припой ПОССу-4-6 | 244-270°C | от 418,78 руб. | |
| Припой ПОССу-40-2 | 185-229°C | от 889,11 руб. | |
| Припой ПОССу-5-1 | 275-308°C | от 425,20 руб. | |
| Припой ПОССу-8-3 | 240-290°C | от 444,48 руб. | |
| Припой ПОССу-95-5 | 234-240°C | от 1865,78 руб. | |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240°C | от 1880,93 руб. | |
| Припой ПОЦ-10 | 220-225°C | от 2090,00 руб. | |
| Сплав Розе | 90-98°C | от 1500,00 руб. |
Прежде чем что-то говорить о наиболее удобных припоях для пайки бронзы, нужно отметить нескольких видов этого сплава (оловянистые, свинцовые и другие виды бронзы), поэтому для их вида применяются разные припои, о которых и будет рассказано далее.
1. Пайка оловянистых бронз должна осуществляться медно-цинковыми, серебряными или оловянно-свинцовыми припоями. Для этого может быть использовал любой метод пайки: паяльник, газовая горелка, нагрев ТВЧ, контактный нагрев, соляные ванны и т.п. Пайка может осуществляться оловянно-свинцовыми припоями с применением флюсов, сделанных на основе хлористого цинка с добавлением соляной кислоты. Для высокотемпературной пайки бронзы применяются серебряные и медно-цинковые припои.
2. Пайка свинцовых бронз выполняется любыми припоями с флюсом, которые используются для пайки оловянистых бронз. Одновременно с этим, поверхность пайки требуется очень тщательно флюсовать, потому что в этих местах будут формироваться оксиды свинца, препятствующие затеканию припоя в необходимые зазоры.
3. Алюминиевые бронзы имеют куда лучшие механические характеристики, нежели медные сплавы, поэтому они активно применяются в машиностроительной сфере. Такие изделия перед пайкой обязательно обрабатываются в плавиковой или фтористо-водородной кислоте. При работе с оловянно-свинцовыми припоями требуется использовать активные флюсы с высоким содержанием соляной кислоты. Высокотемпературная пайка алюминиевых бронз осуществляться только с использованием флюсов, содержащих кремнефтористый натрий.
4. Пайка марганцевых бронз должна осуществляться с применением ортофосфорной кислоты. Кроме того, в этом случае лучше всего приобрести припой с добавлением никеля, что позволит увеличить прочность и пластичность паяных соединений.
Применение буры
Проводить пайку меди бурой всегда считалось самым простым способом соединения медных труб. По сути, бура – это высокотемпературный флюс в виде пасты.
При нагреве до 700-900 ℃ она начинает плавиться, превращаясь в стекловидную массу. С ее помощью соединяют между собой не только медные заготовки, но и медь с железом, для чего используются припои из меди, серебра, золота или латуни, то есть, среднеплавкие сплавы.
Единственное, на что необходимо обратить внимание, это соли, которые образуются в процессе пайки меди с помощью буры.
Высококачественный флюс на основе буры можно изготовить в домашних условиях, что и делает большинство мастеров.
Для этого они смешивают в одинаковых пропорциях борную кислоту и буры. Добавляют в нее воды, перемешивают и выпаривают. Получается борный флюс. Для увеличения качества в смесь можно добавить хлористые или фтористые соли.
Технология пайки медных трубок практически ничем не отличается от стандартного процесса. Но есть в нем и свои нюансы.
К примеру, буру наносят и поверх трубок, и по внутренним ее поверхностям. Затем два патрубка нагреваются в течение 15 секунд, и только после этого вносят припой в зону нагрева.
Как паять медную проволоку
В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.