Популярные бренды: Практика, Wortex, СИБРТЕХ и другие
Радиальная мягкая щетка с наклоном для УШМ. Фото Практика
На рынке производства и продажи кордщеток присутствует большое количество российских и зарубежных предприятий:
- Зубр;
- Практика;
- СИБРТЕХ;
- Энкор;
- DEXX;
- FIT;
- MATRIX;
- Wortex;
- Lessmann.
Все производители предлагают несколько наименований щеток, предоставляя клиентам выбор.
Если болгарка при работе дымит
Увлёкшись обработкой камня или шлифовкой металла, легко не заметить, как инструмент перегрелся. Если работа не будет остановлена, очень скоро из-под кожуха начнёт выходить клубами едкий вонючий дым. Это горят обмотки якоря, в которых, не выдержав тепловой нагрузки, плавится изоляционный слой. Если не прервать работу, болгарка может сгореть.
Если вы почувствовали неприятный запах, надо немедленно выключить болгарку и выдернуть сетевой кабель из розетки.
К разборке инструмента можно приступать только после полного остывания корпуса и прекращения выделения едких испарений.
Болгарка сильно греется
Чаще всего корпус УШМ сильно греется из-за неправильной эксплуатации аппарата. Так как болгарка оборудована электродвигателем асинхронного типа, увеличение рабочей нагрузки на него никак не влияет на скорость вращения. Неопытного пользователя это может вводить в заблуждение, в результате чего он продолжает работать без перерывов неограниченное время. Но делать этого нельзя. В паспорте каждого инструмента указано оптимальное время эксплуатации УШМ под нагрузкой, обычно оно составляет 5–7 минут. После этого рекомендуется сделать перерыв в 1 минуту или дать болгарке поработать на холостом ходу.
При работе инструментом важно соблюдать правильный порядок остановки болгарки. После отключения пусковой кнопки нужно дождаться полной остановки двигателя. Если вращающуюся болгарку положить на землю или пыльный пол, через вентиляционные отверстия будут засасываться мелкие частички песка. Они попадут внутрь двигателя и будут стирать защитный изоляционный слой.
Замена щеток в болгарке.
УШМ работает урывками, не развивает полную мощность
Мотор УШМ работает рывками, если образуется межвитковое замыкание в катушках ротора. Наиболее распространённая причина — ненормированная работа инструментом, в результате которой происходит перегрев мотора. Перематывать катушки якоря — дело довольно сложное и кропотливое, без определённых навыков обречённое на неудачу. Поэтому при выходе якоря из строя рекомендуется заменить деталь целиком, вместе с подшипниками. Номинал запчасти должен в точности соответствовать номиналу оригинала.
Ремонт – как снять и подключить кнопку болгарки Interskol
Осознать устройство кнопки УШМ поможет последующая схема:
- Конкретно кнопка запуска находится на позиции 41, которая встроена в корпус (поз.47).
- К пусковой кнопке подаётся напряжение от кабеля электропитания (поз.53).
- Для управления кнопкой запуска (поз.41) болгарка оборудована рычагом (поз.46).
- Также к ней подключены электрощётки (поз.55) и особые щёткодержатели (поз.44).
- Ещё в электрическую часть УШМ, куда заходит кнопка включения, заходит ротор (поз. 31) и статор (поз.42).
Из схемы становится ясно, что добраться до пусковой кнопки можно только сняв ручку в задней части корпуса УШМ.
Для ремонта кнопки пуска болгарки Interskol нам пригодится:
- Две отвёртки – крестовидная и плоская;
- Новенькая кнопка включения.
- Крестовидной отвёрткой откручиваем саморезы с обеих сторон ручки и снимаем её;
- Снимаем площадку для регулировки оборотов, плоской отвёрткой поддевая её защёлки;
- С помощью крестовидной отвёртки отсоединяем контакты сетевого провода от кнопки включения, за ранее сняв зажим;
- Отсоединяем от пусковой кнопки четыре провода, которые идут от мотора и конденсатора к её контактам;
- Извлекаем сломанную кнопку из корпуса.
Чтоб убедиться в том, что в ней перегорели контакты, довольно снять разборную крышку.
- Снятые проводки мотора и конденсатора присоединяем назад к контактам кнопки – они должны размещаться в таковой же последовательности, что и на старенькой кнопке;
- Вставляем кнопку назад в корпус;
- Фиксируем площадку регулятора оборотов назад;
- Прикручиваем контакты сетевого провода и зажим;
- Проверяем работу болгарки на холостом ходу;
- Прикручиваем саморезами крышку ручки.
- Болгарка собрана, а кнопка работает исправно.
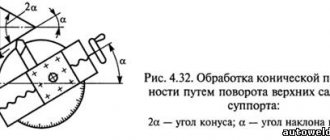
Коническая пара. места, на которые стоит обратить внимание:
Целостность зубьев. при тангенциальном профиле (наклонный), утрата фрагмента одного зуба не критична, т.е. работать будет, но в идеале, заменить, особенно пары с прямыми зубьями. Обратите внимание на износ поверхности зубов. Со временем, зуб «вытягивается», заостряясь к верхушке. Края обычно работают меньше, можно грубо ориентироватся на них. Такие дефекты сопровождаются повышенным шумом при работе.
Как вариант бюджетного решения (ВРЕМЕННОГО, хотя вечного вообще нет ничего. ), я практикую смену установки шайбы разбега с верхней части (под стопорным кольцом) в нижнюю (под планетарную шестерню). Данное действие, уменьшит зазор между ведомой и ведущей шестернями, чем увеличивает пятно контакта. В некоторый болгарках, особенно у Bosch, между фланцем и корпусом редуктора, есть металиическая прокдадка (толщинной несколько десятых доль мм), убрав ее, достигается тот же эффект.
READ Как установить щетку на болгарку
Паз под шпонку. Со-временем, появляется износ шпонки, вала и посадочного отверстия большой шестерни. Номинальный зазор должен быть в пределах нескольких десятых мм (так называемый тепловой). Проверяется просто, надетау на валу шестерню, радиальными движениями из стороны в сторону. Обычно, первой изнашивается сама шпонка и достаточно заменить копеечную деталь. Но стоит внимательно изучить и пазы на шестерне и валу. Призамене подшипника вала шпинделя в фланце корпуса, также рекомендую проверить состояние меднографитовой втулки, которая также отвечает за соосность механизма и номинального положения вала шпинделя. Снятый вал, удобно установить во втулку и использовать в качестве рычага, оценить износ. На «холодную», втулка всегда имеет небольшой тепловой зазор (порядка 0,1-0,4 мм), кторой частично уменьшается при рабочей температуры (особенность меднографитовых втулок, в категории описанно подробнее). Если смещение вала во втулке заметно превышает диапазон, замена в данной ситуации (разобран механизм и происходит замена смазки и подшипника вала) будет более чем уместной, учитывая малую стоимость втулки.
При сборке корпуса редуктора и установки фланца, стоит провернуть механизм за вал шпинтеля. Данное действие исключает попадание «зуб на зуб». В противном случае, закручивая винтами фланец, буквально прессом можно выдавить фрагменты алюминиевого сплава корпуса. Также, не перезатягивайте гайку фиксирующую ведущую шестерню, в силу направления вращения, она стремится к самозатягиванию в большинстве болгарок с тангенциальным профилем зубьев (косые)
Смазку рекомендуется заменить, именно заменить а не добавить или частично поменять (это как поменять грязные носки с левой на правую ноги или наоборот). Интервалом, на который легко ориентироваться: две замены щеток. замена смазки. Наверняка всем известно, при износе смазка теряет свои свойства, и механизм будет изнашиваться быстрее. Также, результатом любой работы редуктора. металлическая микростружка. Конструкция корпуса не герметична, мельчайшая пыль также проникает и оседает в смазке, что в сумме создает абразивную среду, а она свою работу выполняет на все 100%, беспощадно изнашивает даже самый высококачественный закаленный металл. Стоит тщательно вычистить остатки старой смазки со всех поверхностей, не ленясь добраться до труднодоступных мест. Фрагмент отколотого зуба, стопорного кольца, шпонки, корпуса и т.д. и вышеупомянутый абразив, может смешаться в новую смазку и будет досадно, когда такая мелочь как маленький фрамент, попав между зубьми конической пару, нанесет непоправимый вред.
Смазку стоит приобретать, руководствуясь рекомендациям производителя (в интрукции к болгарке или сайте производителя. ), в большинстве случаев будет уместна смазка на литиевой основе. Лично я, в механизм редуктора собираю на высококонсистентую пластичную смазку на литиевой основе NL Gi 2 для высокооборотистых зубчастых передач. Она липкая, чем удерживается на пятне контакта, даже при высоких температурах, не стекая как большинство аналогов. Современный рынок предлагает множество вариантов, каждый найдет подходящий под свои требования. Также руководствуйтесь правилом «золотой середины» для определения количества смазки (недостаток ведет к износу, а чрезмерность к перегреву при работе (стоит закладывать, приблизительно 1/2 свободного пространства))
Для чего применяется УШМ и как устроена
Угловая шлифовальная машина (УШМ), или «болгарка», прочно вошла в бытовую и производственную жизнь не только мастерового человека, но и простого обывателя, которому нравится комфортно решать слесарные и столярные задачи. Популярность этого электроинструмента обусловлена простотой, универсальностью и многофункциональностью применения.
С помощью различных дополнительных насадок болгарка может резать металл, шлифовать различные поверхности, очищать их от ржавчины или старых лакокрасочных покрытий. В арсенале УШМ есть такие функции, как заточка режущих инструментов, штробление бетонных стен, резка керамической плитки или камня.
Устройство болгарки
Конструктивно болгарка представляет собой электродвигатель мощностью от 500 до 2000 Вт, который преобразует силу электрического тока во вращательное движение. Этой же цели служит планетарный редуктор, состоящий из двух основных шестерней с прямой или конусной зубчатой передачей. Вращение шпинделя рабочего вала осуществляется в режиме прямой передачи, скорость определяется соотношением числа зубьев редуктора. Некоторые болгарки оснащены электронным блоком плавного пуска двигателя и регулировкой скорости вращения.
Профессиональная УШМ с регулировкой оборотов двигателя
Тип электродвигателя — асинхронный, однофазный. Электродвижущая сила возникает при взаимодействии обмотки ротора в магнитном поле статора, неподвижно закреплённого в корпусе. Благодаря угловой передаче вращательного момента, значительно повышается уровень безопасности при работе. В случае заклинивания диска в вязком материале, не происходит реактивного вращения корпуса инструмента, что предотвращает возможные травмы оператора.
Многие испытывали на собственной практике явление реактивности при работе электродрели. Когда сверло заклинивает, например, в твёрдой древесине, корпус прибора начинает с силой вращаться в обратном направлении, вырывается из рук и может привести к травме или даже увечью.
Проверка подшипников
Для объективной диагностики подшипников, каждый узел мы разобрали до детали. Оцениваем состояние по нескольким факторам:
- Осевой люфт. для проверки достаточно смещать внешнюю обойму относительно внутренней по диагонали из стороны в сторону, относительно оси (или наоборот, в зависимости от установки), а также параллельно оси.
- Радиальный люфт. смещайте внешнюю обойму относительно внутренней перпендикулярно оси
- Шум при работе. импульсным движением заставить быстро вращаться подшипник, прислушиваясь к дефектам.
Даже при очень малых отклонениях от нормы, рекомендуется заменить подшипники, причем все одновременно. Дефект, выявленный в вручную, на порядок усиливается при работе. Замененный новый подшипник, стремится к уровню износа равному не замененному подшипнику, в рамках одного вала.
В исключительных случаях, когда отсутствует люфт (больше номинального), а по всем признакам шум появился совсем недавно, подшипнкики с металлорезиновыми манжетами (обозначаются RS) можно обслужить, заменив смазку, что немного отсрочит их замену. Манжет можно поддеть иглой или лезвием ножа (очень легко деформируются). Высокопроникающей смазкой (WD-40 или аналоги) очистить внутренние поверхности, продуть и положить новую смазку для подшипников, желательно с кондиционером металла или ревитализантом. Количество смазки также важно. Недостаток ведет к износу, а чрезмерность к перегреву при работе (стоит закладывать, приблизительно 1/2 свободного пространства). Важно понимать ответственность данной процедуры, моментально реагируя в дальнейшем на малейшее изменение звука работы.
Что это такое?
Электросхема болгарки незамысловата. Из-за разности потенциалов между «фазным» и «нулевым» проводами, электрический ток с частотой 50 Гц поступает через выключатель на обмотки в порядке «статор – ротор – ротор – статор». Все навороты, призванные расширить функции болгарки, типа системы поддержания оборотов независимо от нагрузки, принципиальную схему не изменяют.
Примечание. Давайте договоримся называть вещи своими именами. Ротор – это вращающаяся часть электромашины, статор – неподвижная. Обмотка, в которой индуктируется ЭДС и протекает ток нагрузки – якорь.
Сомневающиеся в определениях могут заглянуть в ГОСТ 24471-87.
Статор, неподвижная часть двигателя, состоит из двух сердечников, набранных из листов специальной стали, на которых виток к витку уложены обмотки из медной проволоки. Проволока обмоток, изначально имеющая лаковую изоляцию, при изготовлении обмоток дополнительно послойно изолируется лаком, готовая обмотка «бронируется» специальной тканью и снова пропитывается лаком. При работе машины статор неподвижен и не воспринимает механических нагрузок, непрерывно охлаждаясь потоком воздуха от вентилятора.
Есть все основания считать статор «вечным» узлом. Так оно и есть, если ваша болгарка выпущена солидной фирмой, для которой собственная репутация не менее важна, чем прибыль.
Ротор конструктивно сложный узел, назначение его – преобразовать взаимодействие электромагнитных полей во вращение и крутящий момент и передать их мощность через редуктор на рабочий инструмент, отрезной круг или, скажем, корд-щетку.
Все составные части ротора: сердечник якоря с обмотками, коллектор, вентилятор – собраны на общем валу, устанавливаемом в подшипниках. На рабочем конце вала крепится ведущая шестерня редуктора.
Сердечник якоря из отдельных стальных фигурных пластин, напрессованных на шлицы вала. В пазах якоря послойно уложены витки обмотки. С наружной цилиндрической поверхности ротора обмотки защищены вставками из изолирующего материала.
Коллектор цилиндрической формы, состоит из отдельных деталей, называемых ламелями, изготовленными из меди (медного сплава), трапециевидного сечения, со стороны якоря имеют выступы с прорезью – «петушки». К «петушкам» припаяны концы медной проволоки, из которой набраны отдельные секции обмотки якоря. Витки секций укладываются в пазы якоря в строгом порядке. Направление намотки витков и их подключение к ламелям коллектора тщательно контролируются. Между ламелями установлены тонкие изолирующие пластины. (У пра-болгарки Eltos изолирующим материалом была слюда, природный минерал).
Так же, как у статора, обмотки якоря при его изготовлении многократно покрыты изолирующим лаком и «забронированы». У некоторых моделей обмотка со стороны коллектора защищена теплопроводным изолирующим материалом для защиты от износа микрочастицами, движущимися с потоком воздуха.
После сборки ротора, наружные поверхности якоря и коллектора протачиваются, коллектор шлифуется и полируется, после чего ротор подвергается балансировке.
Правильно спроектированный и изготовленный ротор в течение долгого времени выдерживает все тепловые, динамические и электрические нагрузки и перегрузки, какие только могут возникнуть у болгарки в её нелегкой работе.
Срок жизни ротора ограничен только износом коллектора, который вызывают щетки.
Итак, щетки.
Щетки угольные Bosch для УШМ GWS 20, 21, 24, 26. Фото ВсеИнструменты.ру
Их задача – передать электрическую мощность (амперы, помноженные на вольты) от неподвижного статора на бешено вращающийся коллектор ротора, и сделать это без электрических, механических и тепловых потерь, с минимальным ущербом для коллектора.
Щетка представляет собой съемный электрический контакт скользящего типа. Во всех болгарках два щеточных узла.
Конструкции щеток генераторов, двигателей и обратимых электромашин разнообразны, но достаточно унифицированы.
Щетки болгарок входят в обширную группу щеток для однофазных коллекторных двигателей мощностью от 400 до 2500 ватт, применяющихся в ручных электроинструментах (дрели, перфораторы, пилы, рубанки) и других типах оборудования с аналогичным электроприводом: насосы, вентиляторы, газонокосилки, пылесосы.
Конструктивно электрощетки, относящиеся к этой группе, представляют собой призматическую деталь прямоугольного сечения («тело» щетки), к которой присоединен проводник (токовод), заканчивающийся контактным наконечником для подключения в электросхему.
Закрепление токовода в теле щетки осуществляется развальцовкой или запрессовкой, иногда с помощью электропроводного клея.
Угольные щетки для УШМ Интерскол 115/900 и 125/900. Фото 220Вольт
Тоководы делаются только из медных неизолированных проводов типа Щ (щеточный):
- многожильные, марки МПЩ;
- плетеные, в виде круглого или плоского канатика, марка ПЩ;
- из специального провода повышенной гибкости, ПЩС.
Контактные наконечники тоководов изготавливаются или «под болт», или в виде ножевой («втычной») прямой и флажковой клемм, в зависимости от конструкции щеткодержателя болгарки.
У некоторых моделей УШМ щеткодержателем является гнездо, выполненное в пластиковом корпусе болгарки. Для таких вариантов щетки выпускаются в сборе с прижимной пружиной и круглым контактом, к которому закреплен токовод.
Чистка болгарки при профилактической разборке
Практически любой механизм, любит: ЛАСКУ, ЧИСТОТУ и СМАЗКУ! Инструмент в целом, а болгарка в частности не исключение. Первым пунктом после разборки, именно чистка! В идеальном варианте служит: сжатый воздух и продувочная насадка для компрессоров, что ускоряет и упрощает процесс. Более того, стоит учитывать, что основное охлаждение болгарки, происходит через зазор между якорем и статором (ну там как раз обычно относительно чисто) и штихнованный каркас ротора между обмоток от коллектора. Выходит горячий воздух через отверстия корпуса редуктора, к слову который, служит теплообменником (своего рода радиатором), а налет смазки с пылью и слой различной субстанции на поверхности, ухудшает теплообмен.
Налет пыли и мелких частичек на обмотках двигателя и остальных деталях внутренностей болгарки, сказывается на снижении теплообмена, вследствие изолирующих свойств, что неизбежно ведет к повышению рабочей температуры, вплоть до перегрева.
Лучшее враг хорошего, или не у всех в арсенале есть компрессор. В таких случаях, можно применять чистую кисть и пылесос с зауженной насадкой для щелей (при чистке компьютеров выручает), причем для увеличение потока, насадку можно дополнительно заузить воспользовавшись малярным или другим скотчем как временной мерой. Кистью поднимает частички, а сопло пылесоса удаляет, в том числе из труднодоступных мест. Данными приспособами, стоит вычистить все детали, внутренние полости и поверхности корпуса.
READ Как Поменять Тросик На Бензопиле
После особо-пыльных работ (штроблении каналов, работы с камнем или бетоном и т.д.) рекомендуется внешне продувать инструмент (без разборки) через вентиляционные отверстия. Абразивная пыль, при прохождении «оголяет» обмотки двигателя, снимая фрагмент за фрагментом защитное лаковое покрытие. Многие модели УШМ, оснащены «бронированным» слоем, которое защищает обмотки, но далеко не все, стоит это учитывать. При работе с металлом, особенно при чистке, металлическая пыль, обладает токопроводящими свойствами, что мешает адекватной работе кнопок и регуляторов, а со временем, также уверенно приводят дорожки и контакты их плат в негодность. Продвинутые модели МШУ, оснащены фильтрами воздухозаборных отверстий или «лабиринтным» строением каналов, которые предотвращают или задерживают попадание крупных частиц. Для МШУ, не оснащенных фильтрами, можно применить лайфхак с надеванием женского чулка на заднюю часть корпуса закрыв воздухозаборные отверстия (используйте только при особо пыльными работами, т.к. это компромисс между затруднением воздушного потока и в нем пыли). Продувайте инструмент также после шлифовальных работ.
Полезная инструкция – как заменить щетки и шнур болгарки
Часто УШМ конторы Interskol перестаёт работать из-за выхода из строя шнура либо изнашивания щёток, из-за чего они чуть ли достают до статора и устройство работает не на всю мощность.
Как снять шнур, вы уже понимаете из предшествующей аннотации по извлечению кнопки УШМ (с п.1 по п.3). Остаётся разобраться с тем, как добраться до щёток и поменять их на новые.
Разобрав болгарку, рекомендуется продуть её от пыли с помощью компрессора.
Проверьте также коллектор якоря, который может быть поцарапан от изношенных щёток. Царапинки можно зачистить нулевой наждачной бумагой.
ВИДЕО ОБЗОР » alt=»» Если ваша болгарка закончила врубаться при нажатии запуска, не торопитесь выкидывать её в мусорку и брать новейшую. Вероятнее всего, всё дело в пусковой кнопке, для ремонта которой не надо особенных способностей и познаний. Подмена кнопки для болгарки Interskol и других компаний – это куда дешевле покупки новейшей УШМ.
Коллекторно-щеточный узел
Прежде чем начать разборку болгарки, первым делом снимаются щетки, которые прижаты к коллектору пружиной. В противном случае, не исключены повреждения щеток и щектодержателей при извлечении ротора (якоря). Если остаток графитового тела щеток составляет менее 50% от новых, имеет смысл их заменить.
Старый комплект, с остатком не мение 30%, стоит приберечь в НЗ для подстаховки. Пригодятся в случиях долгих поисков и времени на доставку нового комплекта или друхих форс-мажорных ситуаций. Если щетки не оснащены функцией автостопа («выстрел или проточка с ответным штифтом в щеткодержателе») при критическом износе, вероятнее всего приведет к уничтожению коллектора, вплоть до замены якоря целиком. СЭКОНОМИТЬ НА ЩЕТКАХ НЕВОЗМОЖНО!
Замена щёток в болгарке
В случаях крайней необходимости и невозможности подобрать нужные по размеру щетки (в категории описанно подробнее) и готовностью корректировать размер, делайте это правильно!:
- Если и подбирать, то желательно несовпадение только одной стороны, лучше меньшей (ширины).
- Обрабатывать абразивным полотном мелкой зернистости (наждачка не крупнее 1000 номера, щетка очень хрупкая и ломкая).
- Работать по ровной поверхности (напр. стекло), без прижима. После каждых нескольких циклов движений, проверять размер штангенциркулем, а также соблюдения параллельности плоскостей тела щетки.
В процессе службы, щетка изнашивается, оставляя графитово-угольный налет на деталях всего узла. Как почистить коллектор и подготовить его к установки нового комплекта щеток, у меня есть отдельный пост и видео. Сложно переоценить важность данной процедуры.
Также, стоит уделить внимание шахтам щеткодержателей. Слой из графитовых частиц и пыль, затрудняет номинальное продвижение, что может служить «зависанием» щетки, вызывая нарушение контакта о коллектор, сопровождаемое повышенным искрением, вплоть до прерывания цепи, т.е. остановкой двигателя, а в редких случаях и выгоранием ламелей и известного исхода якоря. Очистка, занимает всего пару минут. Если шахта слегка загрязнена, то будет достаточно сухой ветоши (удобно использовать как направляющую маленькую плоскую отвертку, край которой в несколько слоев обмотан ветошью). Иногда стоит дополнительно использовать спирт, на ветошь;)
Замена подшипников
Вероятнее всего, всем известно правило установки подшипников на вал или посадочное место в корпусах, но я все-же обозначу. Установка на вал, производится через внутреннюю обойму подшипника проставкой равного диаметра. Посадка в корпус, наоборот, происходит через торец внешней обоймы также проставкой тоно равной толщины торца обоймы. В противных случаях, игнорируя эти правила, повреждается сепаратор, шарики и дорожки подшипника при установке. Такой подшипник моментально будет иметь вибрацию, стремительный износ и очень короткий ресурс службы.
В бытовый условиях, практично применять торцевые головки, т.к. не сложно подобрать необходимый диаметр. Запрессовываются подшипники короткими ударами небольшой силой через проставку молотком. Для снятия, настоятельно рекомендую использовать специальный съемник. Небольшая стоимость, практически бесконечный ресурс и безусловная польза, 100% оправдывает приобретение данного специнструмента. Если съемника нет, тогда можно воспользоваться двумя упорными пластинами и тисками, выдавливая вал.
Амортизатор подшипника, также можно установить неправильно, после чего происходит нарушения оси установки ротора и как следствие затирая о статор с самыми печальными последствиями. Видио Александра, подробно раскрывает эту тему.
В ситуациях, когда пользователь болгарки отчаянный и несмотря на явные звуковые признаки критического состояния подшипников, продолжает работу, полностью изношенный подшипник может «разсыпаться» (сепаратор, затем манжеты, а потом и шарики), но не редкие и случаи, когда обе обоймы заклинивает относительно друг друга и вращение происходит обоймой по посадочному месту, естественно не без последствий в виде увеличенного диаметра. В идеале, заменить корпус! Также, иногда получается подобрать подшипник под «новый» посадочный размер. И как всегда бюджетное решение от безысходности. При не критическом износе, уплотнить посадку можно, накернив алюминиевый сплав корпус редуктора, но без фанатизма. Учитывайте! следующую земену подшипника деталь не переживет, 99% под замену.
Одной из самых частых причин поломки литья корпуса редуктора, следствие не правильного использования механизма блокировки. Переоценивая прочность механизма и конструкции ребер жесткости и толщины литья, операторы при откручивании оснастки («закушеного диска») используют функцию блокировки, которая выламывает фрагмент металлического корпуса. В таких случаях, имеет смысл заменить корпус.
READ Как резать стекло триплекс болгаркой
Но если это в данный момент невозможно по объективным причинам, а работоспособность восстановить нужно, то не поленитесь разобрать редуктор и тщательно вычистить старую смазку заменив новой (в ней могут быть металлические фрагменты), оцените целостность посадочного места втулки/подшипника вала, а также, образовавшиеся отверстия необходимо закрыть (эпоксидной смолой, герметиком или другим компонентом). В противном случае, попадая пыль в смазку, создаст агрессивную среду, уничтожающую механизм, а как следствие, приветет к замене редуктора целиком, ставя под вопрос целесообразности восстановления болгарки вообще.
Практически на любой УШМ, вал шпинделя оснащен шлицем для удерживания рожковым ключем (тонкий, зачастую 17 мм). При чрезмерных нагрузках при откручивании, настоятельно РЕКОМЕНДУЮ использовать данный метод смены оснастки.
Как производится замена щёток на болгарке
24.12.2017
Очень часто производитель угловых шлифовальных машин комплектует свои изделия запасной парой щёток (графитовых контактов, позволяющих передавать электрический ток на вращающийся ротор).
Неужели эта деталь так интенсивно изнашивается, что только её предусмотрено добавлять? Если инструментом пользоваться от случая к случаю, то щётки переживут самого владельца. Но если же эксплуатировать болгарку ежедневно, то, действительно, их износ будет существенным. И наступит тот день, когда несколькосантиметровый графитовый стержень сотрётся до тоненькой пластинки. Допускать предельного износа щёток нельзя, чтобы не повредить контакты ротора. Проверять состояние стержней надо периодически, после наработки в десятки часов.
Замена щёток
Вот здесь и возникает дельный вопрос к производителям болгарок, почему не сделать в корпусе окошко из прозрачного пластика, чтобы визуально оценивать состояние графитовых контактов без разбора электроинструмента (в некоторых моделях болгарок раскручивать корпус нет необходимости)?
Внимание! Приступая к замене щёток, как и при любом проникновении внутрь корпуса электроинструмента, необходимо отключить питание электросети путём извлечения штепсельной вилки из розетки.
В виду конструкционных разнообразностей угловых шлифовальных машин, замена графитовых контактов у каждой модели инструмента может иметь свои особенности.
Самый элементарный способ, без разборки корпуса
Некоторые производители подошли к возможности замены щёток очень рационально. В корпусе машины имеются резьбовые пробки-заглушки. И весь процесс проверки или «ремонта» занимает две минуты (для обеих графитовых контактов):
- Вывинтить отвёрткой пробку.
- Поддеть тонкой отвёрткой прижимную крышечку, и вынуть щётку.
- Если щётка по сравнению с новой потеряла 70 – 80 % длины, то её стоит заменить. В противном случае старый графитовый контакт надо поставить той же стороной, как было до извлечения, чтобы исключить процесс притирки. Ведь щётки изнашиваются неравномерно из-за того, что они соприкасаются с вращающейся цилиндрической поверхностью.
- Завинтить пробку до упора. Внимание! Пробка может завинчиваться и вверх тормашками. Поэтому надо следить, чтобы сверху был паз под отвёртку. Иначе при следующем вывинчивании возникнут трудности.
- Повторить все действия со щёткой, расположенной с обратной стороны корпуса болгарки.
Это самый простой способ замены щёток у болгарки, не предусматривающий разборки корпуса. Поэтому при покупке нового инструмента этот нюанс можно принять во внимание.
Болгарки без задней рукоятки
У шлифмашин, не имеющих задней рукоятки, замена щёток производится в следующей последовательности:
- Вывинтить саморез с торца болгарки.
- Стянуть защитный цилиндрический кожух.
- Стянуть крышечку с блока контакта.
- Поддеть тонкой отвёрткой прижимную крышечку щётки и вытянуть графитовый стержень.
- Вставить новую щётку, закрыть блок контакта крышкой.
- Повторить все действия с другой щёткой.
- Надеть кожух на УШМ и зафиксировать его саморезом.
Часто встречается другой способ крепления щёток. В этом случае последовательность действий будет следующая:
- Снять кожух, предварительно вывинтив саморез.
- Освободить щётку от прижимной ленточной пружины, подковырнув последнюю отвёрткой.
- Извлечь щётку из направляющего блока, подковыривая отвёрткой.
- Снять контакт щётки с разъёма. Также при помощи подковыривания отвёрткой.
- Соединить контакт нового графитового стержня с разъёмом, вставить щётку в направляющий блок и прижать пружиной.
- Повторить все действия со второй щёткой, закрыть корпус кожухом и привинтить его саморезом.
Это два самых распространённых способа замены графитовых контактов. Хотя не исключены и другие варианты конструкций шлифмашин.
Болгарки с задней рукояткой
Болгарки, имеющие заднюю рукоятку, позволяют добраться до щёток немного другим, более простым способом:
- Возле рукоятки необходимо найти небольшое ремонтное окно, закрытое пластиковой пластиной, которая зафиксирована саморезом.
- Надо вывинтить саморез, поддеть в пазу отвёрткой пластиковую пластину, вынуть её из корпуса, открыв ремонтное окно.
- Следующие действия по замене щёток такие же, как и у маломощных болгарок: освободить ленточную пружину (1), освободить штекер (2), вынуть за провод щётку из направляющего блока.
- Затем вставить новую щётку, соединить штекеры, закрепить графитовый стержень ленточной пружиной, закрыть пластиковой пластиной ремонтное окно и завинтить саморез.
- Повторить все действия со второй щёткой, находящейся с противоположной стороны корпуса.
Вполне возможно, что могут существовать и другие способы замены графитовых щёток, обусловленные конструкционными особенностями шлифмашин.
Вывод
Конструкционно болгарки отличаются друг от друга, поэтому методика замены щёток может немного отличаться от базовых способов, описанных выше. Но общие черты всё же просматриваются:
- Щётки находятся рядом с задней рукояткой или тем местом корпуса, которое предназначено для удержания инструмента.
- Наиболее распространённые конструкции графитовых щёток: с пружиной и без неё.
Первый тип конструкции предполагает упрощённый способ замены, ведь он имеет и провод, и контактную пластину, и прижимную пружину.
Беспружинные щётки требуют чуть более трудоёмкого процесса замены, ведь фиксирующая пружина крепится на корпусе и она более жёсткая, а провод крепится в отдельном месте при помощи штекера.
Как производится замена щёток на болгарке Ссылка на основную публикацию
instrumentiks.ru
Чек-лист необходимых работ при обслуживании болгарок:
- Дефектовка редуктора
- осмотр состояния профиля зубьев. Осмотр на момент утрат фрагментов и сколов зубев конической пары
- проверка графитово-медной втулки на люфт
- осмотр посадочных мест под шпонку и самих шпонок на валах и шестернях
- проверка подшипников на наличие люфтов и смазки
- замена втулки, подшипников и смазки
- Дефектовка ротора
- Осмотр обмоток ротора и статора на момент межвиткового замыкания и следов перегрева (потемневшие фрагменты, нарушение лаковлго покрытия)
- Проверка подшипников на наличие люфтов и смазки
- Оценить состояние коллектора
- Осмотр проводки на предмет пережатия корпусом или нарушения изоляции. Убедится в правильной укладки в штаные места. Состояние контактных групп
- Сборка в обратном разборке порядке
- 2-3 минуты работа на холостом ходу.
Обслуживание УШМ (болгарок) своими руками. Советы по ремонту и профилактике
Работа инструментом мне приносит удовольствие, руководствуюсь правилом: «хочешь сделать хорошо. сделай САМ!» Данный пост, скорее мои заметки, так сказать памятка и чек-лист необходимых работ при обслуживании, которые могут быть полезны не только мне. Статья сформирована на моем личном опыте и знаниях подчеркнутых у авторитетных источниках, так что на звание гуру или единственно правильного мнения я не претендую.
Профилактика. всему голова!)) Своевременное обслуживания инструмента, я думаю уже не для кого не новость, экономит деньги и минимизирует вероятность внезапной поломки и ряда неудобств.
Размышляю по аналогии с медициной: «главное не навреди!» Изначально, правильно осознать вариант результата собственноручного ремонта как последнего для данного инструмента, т.е. осознать риски и готовность на приобретения новой болгарки, но это при самых неблагоприятных обстоятельствах. Т.к. как и в любом другом деле, есть ряд нюансов и тонкостей, без опыта очень не сложно допустить ошибки, которые приведут к дополнительным расходам на запчасти или вообще выведут из строя несколько дорогостоящих узлов, делающих ремонт нерентабельным. С другой же стороны, далеко не все мастерские по ремонту. панацея. Профессионалов и хороших мастеров не много, а вот негативный «осадочек» после обращения в сервисный центр, далеко не редкость. Вот как раз пост, в котором я максимально постараюсь осветить те знания и советы, которые могут помочь при самостоятельном обслуживании и ремонте болгарок.
Советы при сборке УШМ
Возможно это банально или слишком поверхностно, но все-же. Перед работой, я скачиваю на смартфон или ноутбук оригинальную «взрыв-схему» данной модели, не помешает. При разборке незнакомого ранее механизма или устройства, метизы которые не помешают в дальнейшем, я помещаю в штатные для них места, если это возможно. Для остальных ситуаций, использую несколько емкостей, группируя метизы и мелкие детали по узлам и частям. В процессе разборки, согласно порядку снятия деталей, укладываю сосоответствующим порядком на свободный край верстака. Такие косильной лески, определяют очередность при сборке. Также, перед оключением таких компонентов как кнопки, регуляторы, статоры и т.п., где велика вероятность нарушить правильность подключения, перед снятием, фотографирую на телефон для «шпаргалки», также можно промаркировать пары соединений. Эти решения, неоднократно экономили мне время и нервы, а нашлись в виде правильно сделанных выводов, анализируя свои ошибки, но вы мудрее и научитесь на моих.
После сборки, я фиксирую кнопку запуска и кладу на ровную гладкую поверхность работающую болгарку на пару минут. На холостом ходу, щетки правильно притрутся к коллектору, приняв его фору окружности, поверхность ламелей окончательно сформируется, шарики новых подшипников притрутся со своими дорожками, а теплая смазка равномерно распределится по всем поверхностям. По поведению работающей УШМ на поверхности, можно судить о вибрации. Перемещающаяся болгарка, дает знать о вибрации, а ровно работающая /- на статичном месте, о минимальном биении, т.е гуд) Также, после данного испытания, должен нормализоваться звук работы, иначе необходимо искать проблему и проверить правильность свого ремонта.
В действительности, работы по обслуживанию болгарки, занимают не много времени (как даже прочитать целиком данный пост), с учетом того, что все необходимое в наличие. Но каждая потраченная минута, воздастся с торицией.
Мудрости поста: «Своевременная профилактика. отсрочивает ремонт», «Не уверен не берись», «Хочешь сделать хорошо. делай сам», «Краилово. влечет к попадалову», «Старайся делать идеально, плохо оно само получается», «Сэкономленные деньги. заработанные»
Sources:
https://detals.tools/blog/obslujivanie-ushm/