Область применения
Области применения лазерной пайки разнообразны:
- Изготовление украшений. Лазерная пайка ювелирных изделий — популярный способ скрепления отдельных элементов. Связано это с тем, что лазерный луч точно воздействует на рабочую область. С его помощью можно соединять разные по структуре материалы. Например, это касается драгоценных камней и благородных металлов.
- Создание прочных соединений на печатных платах. Сфокусированным лучом объединяют контакты, которые меньше 1 мм. Это позволяет делать более точные швы.
- Ремонт очков. Лазерное оборудование не нагревает области вокруг сломанного контакта, и конструкция остаётся целой.
Мощные агрегаты позволяют скреплять крупные детали промышленных станков.
Гид по оборудованию для лазерной сварки и наплавки (по сферам применения)
| Применение | Модель | Примечание |
| Ремонт и производство ювелирных изделий, бижутерии и т.п., оправ очков | МУЛ-1 | Сварка, пайка и наплавка серебра, золота, меди и прочих цветных металлов, силумина, титана и прочих материалов, применяемых в оправах очков. |
| Зуботехника: ремонт и производство каркасов мостовидных протезов, коронок, имплантов, ортодонтических аппаратов и т.п. | МУЛ-1 | Co-Cr, Ni-Cr сплавы и прочие металлы и сплавы, применяемые в зуботехнике. |
| Сварка рекламных объемных конструкций, наборных букв и т.п. | МУЛ-1(В) | Сталь, нержавеющая сталь, алюминиевые сплавы. Сварка лазером с волоконным выводом (торцом волокна или фокусирующей насадкой). |
| Восстановление и ремонт пресс-форм, штампов, оснастки и т.п. | ЛАТ-IIЛАТ-СМУЛ-3D | Инструментальные стали, никелевые, алюминиевые сплавы и прочие металлы. Лазерная наплавка в автоматическом и полуавтоматическом режиме. |
| Производство и ремонт медицинских инструментов, оснастки и прочего оборудования и приспособлений медицинского назначения. | МУЛ-1МУЛ-1-ММУЛ-1(В) ЛАТ-С | Нержавеющие стали, титан и прочие металлы и сплавы. Лазерная сварка и наплавка как в ручном, так и в автоматическом режиме. |
| Герметизация корпусов РЭА, микросхем и т.п. | МУЛ-1МУЛ-1-М | Нержавеющие стали, ковар и прочие металлы и сплавы. Лазерная сварка в ручном и автоматическом режиме. |
| Герметизация и монтаж датчиков различного назначения, сварка сильфонов, фильтров. | МУЛ-1МУЛ-1-М ЛАТ-С | Лазерная сварка в ручном и автоматическом режиме. |
| Герметизация и монтаж теплообменников | ЛАТ-С | Нержавеющая сталь и прочие металлы и сплавы. Ручная и автоматическая лазерная сварка и наплавка. |
| Прочее промышленное применение | МУЛ-1МУЛ-1-ММУЛ-1(В) ЛАТ-С | Герметизация, монтаж, восстановление и прочие операции по обработке различных деталей в разных областях промышленности. Точечная и шовная лазерная сварка и наплавка в ручном и автоматическом режиме. Линейные, кольцевые и сложные по конфигурации сварные швы. |
Преимущества и недостатки
Лазерная пайка по сравнению с другими способами соединения деталей имеет ряд сильных сторон:
- Нагревается только нужная область, что позволяет работать без перегрева соседних элементов на плате.
- Высокая скорость разогревания рабочей зоны.
- Возможность работать с элементами, не превышающими по размеру доли миллиметров.
- Не нужно касаться нагреваемых деталей инструментом. Лазер работает бесконтактно.
- Можно работать с благородными металлами, не нарушая их структуры.
- Отсутствие шумов при работе.
- Не возникает загрязнений на месте соединения отдельных элементов.
- Лазерные агрегаты чаще всего оборудуются системами ЧПУ. Благодаря этому улучшается точность проведения работ.
Однако помимо преимуществ у станков, генерирующих сфокусированный луч, есть определённые недостатки. На выходе формируется нестабильное электрическое напряжение. Из-за этого часто могут возникать ошибки. Лазерное исключение может навредить зрению.
Нестабильность напряжения может привести к разрушению платы, порче отдельных радиодеталей. Чтобы сократить риск разрушения деталей, нужно изменять интенсивность излучения оборудования, менять размер лазерного пятна.
Оборудование
Лазерный агрегат — высокотехнологичный паяльник, который работает бесконтактным способом. Независимо от того, дорогое это оборудование или дешёвое, оно состоит из нескольких элементов:
- Основания, на котором закрепляется основная конструкция с подвижными элементами.
- Направляющих для передвижения рабочей части.
- Лазерной головки, состоящей из привода, набора фокусирующих линз.
- Системы управления.
Если агрегат оборудуется системой ЧПУ, он дополняется шаговыми двигателями, монитором, пультом для создания алгоритмов.
Паяльник для лазерной пайки
Припои для драгоценных металлов
Чтобы соединять украшения, необходимо использовать специальные припои. Ювелиры рекомендуют покупать расходные материалы, которые состоят из благородных металлов. Это может быть соединение олова, свинца, серебра, сурьмы. Высокая цена обуславливается
Основные способы
С развитием технологий появились новые способы обработки ювелирных украшений. Если речь идёт о соединении металлов, существует 4 основных способа, которые применяют ювелиры.
Дуговая точечная
Это классический способ сваривания металлических деталей, выполняемый с помощью сварочного аппарата, на горелке которого закрепляется тугоплавкий электрод. После его включения образуется электрическая дуга, с помощью которой происходит сваривание деталей. Однако с помощью обычного сварочного аппарата невозможно обрабатывать ювелирные украшения, не повредив их. Для этого используется специальный агрегат, который работает в импульсном режиме.
Конструкция агрегата для работы с благородными металлами отличается от обычного сварочного аппарата. Рабочий элемент представляет собой накопительный конденсатор. После включения он генерирует электрические импульсы. Из-за этого сварка называется точечной. Импульс успевает расплавить сплав, но не нарушает целостность детали.
Современные модели комплектуются специальными биноклями, с помощью которых можно разглядывать мелкие элементы, точнее применять импульс. Дополнительно на место спайки подаётся аргон, который защищает соединение от образования оксидной плёнки.
Контактная
Технологический процесс, похожий на промышленный метод. Две отдельные детали сжимаются между собой и на них подаётся электрический ток. Контактная сварка выполняется как временная процедура до основной спайки отдельных деталей. Станок для ювелирного дела состоит из двух пуансонов, через которые подаётся напряжение. Между ними закрепляются детали. Они прижимаются друг к другу. Дальше ювелир нажимает на педаль, чтобы подать ток.
Лазерная
Установка, генерирующая лазерный луч, который фокусируется с помощью установленных по определённой последовательности линз. Излучателем является привод, на котором закрепляется алюмоиттриевый гранат.
Излучение, которое проходит через этот минерал, оптимально при работе с благородными металлами. Нагрев производится с большей эффективностью. Точность проводимых работ, возможность затрагивать небольшие зоны, не перегревая окружающие участки, привлекают ювелиров к лазерному оборудованию.
Регулятор мощности, генерирующий нагревательный луч, позволяют работать с разными сплавами, однородными металлами.
Оборудование для пайки
Диффузионная сварка
Представляет собой промышленный вариант соединения заготовок разных габаритов. Принцип работы:
- Рабочие зачищают соединяемые поверхности деталей. Они не должны иметь неровностей, грязи, ржавчины, декоративных покрытий.
- После зачистки заготовки зажимаются с помощью тисков между собой так, чтобы они визуально представляли собой готовое изделие.
- Конструкцию помещают в муфельную печь. Происходит нагревание до высоких температур.
Заготовки определённое время выдерживаются при одном температурном режиме. В это время атомы двух деталей на месте соединения перемешиваются, образуют надёжное соединение. Изделие достают из печи, дают остыть на воздухе без использования охлаждающих жидкостей.
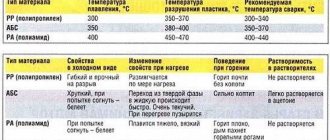
Особенности использования лазерной сварки для стеклянных и пластмассовых изделий
- Специфика сварки изделий с тонкими стенками
- Потенциальные проблемы со швом
Для выполнения лазерной сварки пластмассовых изделий используются твердотельные установки, имеющие относительно простое устройство. Есть два электрода, установленных в отражательной трубке. Между этими электродами находится смесь из ионизирующих газов. Нередко твердотельные установки используются для восстановления стеклянных или пластиковых очков. Особенно это актуально при поломке оправ, так как для лазерной сварки использовать припой не нужно.
Этапы выполнения лазерной сварки пластмассовых и стеклянных изделий являются аналогичными тому, что происходит при сварке изделий из металла:
- Все поверхности деталей или элементов, подлежащие сварке, нужно предварительно очистить от всех загрязнений, включая пыль или мелкие пятна.
- Дальше можно подготавливать твердотельную установку и электроды к работе.
- Требуется точно настроить фокусирующую линзу. Если забыть это сделать или сделать настройку неправильно, то линза будет расфокусирована, что приведет к проблемам. Это может быть расплавление металла в локальной зоне или появление смазанного лазерного луча.
- Корректная настройка линзы приводит к созданию сфокусированного пучка круглой формы.
- Остается установить подходящую мощность сварки.
Специфика сварки изделий с тонкими стенками
Конкурентным преимуществом лазерной сварки выступает ее универсальность, то есть, к определенному виду работ можно подобрать подходящие устройства и приборы. Тут лучше отталкиваться от характеристик свариваемых материалов. Если нужно сварить изделия с тонкими стенками, то для этого могут использоваться и аппараты на основе газа и твердотельные лазеры. Второй вариант более популярен, особенно если нужно работать с миниатюрными изделиями диаметра от 0,01 до 0,1 мм. Для примера можно рассмотреть сварку тонких выводов из проволоки, используемых в микроэлектронике
Еще можно назвать точечную лазерную сварку, для которой также используется твердотельное лазерное устройство. Но тут есть два требования к материалам – наличие фольгированной структуры, а также диаметр точки в диапазоне от 0,5 до 0,9 мм.
Чтобы сделать сварку миниатюрных изделий или изделий с тонкими стенками, нужно установить минимальную мощность. Для импульсного режима нужно сокращать длительность импульса, но повышать скважность. А повышение скорости лазера требуется при использовании непрерывного режима.
Потенциальные проблемы со швом
В условиях производства регулярно проводятся тесты по лазерной сварке, поэтому дефекты швов там возникают очень редко. Хотя и на производстве случается брак. Полностью обезопасить себя от непроваров и других деформаций шва невозможно. Кроме непроваривания, можно назвать такие дефекты лазерной сварки, как:
- Появление сварных раковин, кратеров, наплывов.
- Прожоги.
- Посторонние включения.
- Появление трещин или пор.
Подобные дефекты являются самыми распространенными, а возникают они по причине несоблюдения установленного порядка работы. Сварщик может выставить некорректные настройки в оборудовании, не приняв во внимание особенности свариваемого материала. Также он может забыть проследить за траекторией движения лазерного луча. Чтобы получить идеальный шов, от сварщика требуется внимательность и полная концентрация до самого конца работы.
Охарактеризовать лазерную сварочную технологию можно так — это один из наиболее востребованных и универсальных методов соединения разных материалов. Сюда относятся как различные виды металлов, так и пластмасса, стекло, изделия из драгоценных металлов. Готовое соединение будет прочным и долговечным, но все зависит от соблюдения необходимой технологии сварки. Чтобы быть уверенным в конечном результате, нужно иметь опыт работы с твердотельными установками.