Представленная в данной статье информация будет полезна для материаловедов, технологов и инженеров, задействованных в области обработки и изучения свойств металлов. Получение декоративных покрытий все чаще находит применение в различных отраслях машиностроения, автомобилестроения, в производстве предметов быта. Рассмотрим один из самых затребованных способов создания пленки — оксидирование нержавеющей стали.
Термины, определения, виды оксидирования нержавеющей стали
По определению под этим термином понимают создание пленки из оксидов на поверхности нержавеющей стали вследствие реакций окислительно-восстановительного характера. Помимо защитной функции, декоративной отделки, применение этого процесса задействовано при необходимости создания диэлектрических слоев и изменения поверхностных физических процессов происходящих в среде высоких магнитных и электрических полей. В зависимости от того каким способом было получено оксидирование различают:
- Термический процесс
- Химическое воздействие
- Электрохимический процесс
- Плазменное оксидирование
Рассмотрим эти процессы более подробно.
Как корродирует нержавеющая сталь?
Есть пять основных процесса, приводящих к коррозии нержавеющей стали: Однородная коррозия; Межкристаллитная коррозия; Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах; Коррозия в трещинах от механического воздействия; а также Коррозию, вызванную микробиологическими факторами (МИК). В дополнение, ряд механических процессов усиливает пять основных процессов образования ржавчины. Эти процессы включают эрозию, порообразование, истирание (отслаивание), образование коррозионных элементов, а также изменения поверхности под термическим или электрическим воздействием. Все эти процессы имеют одну общую черту: слой пассивации оксидом хрома нарушается, и незащищенная железная составляющая окисляется. Для понимания явления ржавления рассмотрим только два процесса: Однородная или обычная коррозия и Изъязвляющая коррозия вместе с эрозией, изъязвлением и образованием коррозионных элементов.
Термический процесс
Термический процесс оксидирования заключается в обработке металла при определенных температурах в среде кислорода или водяного пара. Низколегированные стали и железо при таком воздействии получают пленку, называемую воронением. Температура для воронения составляет 300-350 градусов Цельсия. Для высоколегированных и высоко хромистых сталей этот показатель вырастает до 700 градусов.
Интересная информация: воронение нержавеющей стали в домашних условиях вполне под силу каждому. Для этого существует несколько способов. Любому способу должны предшествовать шлифовка металла и его обезжиривание. Окунаем деталь или изделие в масло. Оно может быть оливковым, машинным, а лучше всего оружейным. Убедившись в равномерности нанесения и попадания масла в труднодоступные места, вынимаем заготовку и даем стечь маслу. После этого начинаем нагрев паяльной лампой. Чем ниже скорость нагрева, тем выше вероятность полного удаления легких фракций, получения равномерного слоя воронения. После преодоления порога в 400 градусов на поверхности появляется характерный черный окрас. По окончании необходимо произвести полировку мягкими войлоками и пастой.
Химическое оксидирование
Химическое оксидирование – получение защитной пленки при взаимодействии металла и расплавов, чаще растворов, оксидирующих веществ. К преимуществам такого метода относятся:
- относительная простота
- отсутствие высокотемпературных источников
- простота оборудования
- низкие трудозатраты
Единственным и самым существенным недостатком данного способа заключается в низких защитных характеристиках такой пленки и низкая стойкость при механических воздействиях. Преимущественное использование химического оксидирования заключается в нанесении подкрасочного слоя, а также для консервации механизмов и деталей в условии хранения в производственных цехах и отапливаемых складах.
Электрохимическое оксидирование
Электрохимическое оксидирование нержавеющих сталей способ, который нашел широкое распространение в промышленности. Заключается он в том, что детали подвешиваются на специальные держатели. На этом приспособлении они опускаются в раствор с щелочью, после чего ванна, в котором он находится, присоединяется к отрицательному катоду. Детали подсоединяются к положительному аноду. При пропускании постоянного тока, согласно курсу физики, происходят процессы электролиза, сопровождающиеся повышением температуры. Скорость нанесения и толщина появляющейся пленки зависит от множества факторов. Основные влияющие факторы:
- Плотность протекающего тока.
- Электропроводность раствора, в который помещены детали
- Температура электролита
- Геометрия и конфигурация детали
Интересный факт: в конце предыдущего десятилетия один из гигантов японского автопроизводителя использовал гальваническое чернение нержавеющей стали кузова своих авто. Исследования показали, что в районе перегибов крыши в стойки оксидированный слой имел недостаточную толщину. Долгие изыскания по изменению места крепления электродов к кузову, изменение плотности тока, времени воздействия не приводили к ожидаемому результату. Лишь поменяв электропроводность щелочного раствора, внеся специальные добавки, слой стал равномерным и достаточным для уровня качества предприятия.
Сложная геометрия, острые углы, изогнутые формы в контурах детали приводят к различию потенциалов, возникающих на поверхности нержавеющей стали и соответственно приводят к разности толщин пленки. Для таких деталей целесообразно использование предыдущего метода оксидирования.
Где возникает коррозия
Коррозия может возникать в чистой воде, сверхчистой воде, паре, очищенной питьевой воде или неочищенной технической воде. На сегодняшний день выявлено пять процессов.
Контаминация железом
Соединение нержавеющей стали с углеродистой сталью приведет к вытяжке железа на поверхности, которые будут подвержены ржавчине при пуске в эксплуатацию. Приваривание временных крепежей из углеродистой стали к нержавеющей стали с последующей шлифовкой швов приводит к истиранию хромированного слоя, который будет корродировать при эксплуатации системы. Использование проволочных щеток из углеродистой стали или шлифовальных кругов, загрязненных углеродистой сталью, приведут к образованию ржавчины. Механизм образования ржавчины весьма прост:
ЖЕЛЕЗО + ВОДА + РЖАВЧИНА,
Лучшее средство предупреждения образования ржавчины диктуется здравым смыслом: всегда покрывать все поверхности из углеродистого железа деревом, пластмассой или картоном во избежание контакта с нержавеющей сталью; никогда не приваривать углеродистую сталь к нержавеющей стали; всегда использовать щетки из исключительно нержавеющей стали и шлифовальные круги «предназначенные исключительно для нержавеющей стали»; всегда производить химическую пассивацию азотной или лимонной кислотой перед вводом в эксплуатацию.
Ржавчина может вызвать изъязвление или точечное образование ржавчины на нержавеющей стали под воздействием окислителя, поэтому она должна быть удалена. Поэтому необходима пассивация, которая не только увеличивает коэффициент наличия хрома (по отношению к железу на поверхности), но и предотвращает любую контаминацию железом. Используются два основных технических регламента для чистки и пассивации: «ASTM A 380 «Стандартные условия чистки, 2 удаления накипи и пассивации частей, оборудования и систем из нержавеющей стали»» и «ASTM A 967 «Стандартные условия обработки химической пассивации частей из нержавеющей стали». Как обработанная, так и не обработанная вода могут приводить к ржавлению (даже умягченная вода). Причиной является содержание воды – в первую очередь, бикарбонаты железа. Умягчение не удаляет анионы, такие как карбонаты, бикарбонаты, сульфаты, хлориды и т.п., а только обеспечивает обмен с катионами, такими как кальций и магний с содой и калием. В отличие от карбоната железа, бикарбонат железа полностью растворим, но легко окисляется до карбоната железа. Карбонат железа нерастворим и имеет буро-коричневый цвет. Он растворяется в сильных кислотах.
Обработанная или питьевая (пригодная для питья) вода обычно очищается для удаления взвешенных твердых частиц, фильтруется для удаления мельчайших частиц и, уничтоженных хлором или диоксидом хлора, бактерий. Данный процесс имеет незначительные последствия или не имеет последствий для ионов бикарбоната постольку, поскольку он уравнивается низким содержанием углеродистого железа в трубопроводе и содержанием кислорода. При попадании воды во внутреннюю среду, такую как нержавеющая сталь или фарфор, бикарбонаты начинают окисляться:
2Fe(HCO3)2 + Ca(HCO3)2 + Cl ® 2Fe(OH)3_+ CaCl2 + 4CO2 2Fe(OH)3 ® Fe203 + H2
Окись железа Fe203 становится бурым, и, когда это происходит, это называется появлением красного железняка. Сварной шов начинает корродировать, в связи с бурыми отложениями, по причине образования коррозионных элементов под воздействием ржавчины и хлорида кальция. В необработанной воде происходит подобная реакция, за исключением присутствия хлора, и кислорода, растворенного в воде, являющегося активным реагентом.
6Fe(HCO3)2 O2®2Fe2(CO)3_+2Fe (OH)2 + 4H2O
Карбонат железа начинает присутствовать и гидроксид железа образовывает желеобразную субстанцию, которая выявляется как окислы железа. Присутствует незначительное отклонение цвета, т.к. гидроксид железа желтого цвета. В больших резервуарах наиболее бурые отложения обычно сверху и уменьшаются ко дну. Весьма обычно наблюдать относительно чистое состояние большого резервуара.
Чистая и высоко очищенная вода
Чистая и высоко очищенная вода обычно используется в отраслях промышленности, где результат недостаточной очищенности может иметь существенные последствия: в таких как производство фармацевтической продукции или полупроводников. В фармацевтике она называется ВДИ или вода для инъекций. Типичная обработка предусматривает фильтрацию, умягчение, катионообмен и ионообмен, обратный осмос, обработку ультрафиолетом и, при необходимости, ионизацию. Процесс дистилляции может использоваться в качестве окончательной очистки. В результате получаем воду с чрезвычайно низкой проводимостью.
Нержавеющая сталь типа 316L — обычный материал конструкции оборудования. Некоторые из этих комплексов остаются чистыми, но некоторые другие – ржавеют. Даже системы, которые прошли электрополировку, имеющие шероховатость поверхности менее 10 микродюймов (<10 m-in Ra)
могут корродировать. В работе с горячим высоко чистым паром такие системы могут становиться черными, иногда, — блестяще черными, иногда, — черными с эффектом порошкообразного покрытия. Мы получили отдельные участки нержавеющего трубопровода, пораженного ржавчиной, из многих различных систем подачи чистой воды и пара. Слои ржавчины были исследованы рентгеноскопией(XPS), энергораспыляющей спектроскопией (EDS) и растрово-электронной микроскопией (SEM). Растрово-электронная микроскопия позволила произвести визуальное исследование поверхности, энергораспыляющая спектроскопия позволила по очкам проанализировать аномалии поверхностей, а рентгеноскопия позволила произвести послойный анализ ржавчины и выявление особенностей молекулярного строения. Подробные отчеты исследований приводятся в (1,2). Данное исследование позволило классифицировать процесс образования ржавчины в чистой и высоко чистой воде и паре по классам I, II и III.
Ржавчина класса I
Ржавчина класса 1 появляется от внешних источников. Частицы ржавчины откладываются на поверхности нержавеющей стали, и, на ранней стадии отложения, могут быть легко удалены промыванием. Пассивационный слой нержавеющей стали под ржавчиной остается неизменным с первоначально установленной системы. Частицы ржавчины обычно имеют тот же состав, что и материал, от которого происходят эти частицы (конечно же, не частицы, происходящие от корродирующей нержавеющей стали). Концентрация ржавчины наибольшая у источника водоснабжения и снижается в отдалении от него. Цвет ржавчины может изменяться, в зависимости от расстояния от источника, от оранжевого до красно-рыжего и ярко-красного на определенных участках. Коррозия, определяемая растрово-электронной микроскопией (SEM) класса 1, проявляется в качестве отдельных частиц. Цвет обуславливается наличием различных оксидов железа и гидроксидов. Оранжевый окисел является низшей степенью гидроксида железа, который образуется, если присутствуют одновременно кислород и вода:
2FeO+4H2O ®2Fe(OH) + 3H2
2Fe(OH) ® Fe2O3 + H2O.
Внешняя ржавчина может возникать от многих источников. Наиболее вероятны части из углеродистого железа, такие как стяжные шпильки, гайки, болты, струбцины и т.п. Чем больше источник, тем больше ржавчины может образоваться.
Насосы под наибольшим подозрением в системе очистки. Наиболее очевидными причинами ржавления, вызванными насосами, являются: изъязвление и эрозия, вызванные неравномерным вращением всасывающего колеса (крыльчатки). Изъязвление обычно вызвано неправильной подачей воды в насос, неправильным подбором насоса или излишним дросселированием при перекачивании. Пузырьки воздуха воздействуют на рабочие поверхности насоса и приводят к резкому воздействию, вызывающему ударную волну, удаляющую малые частицы нержавеющей стали. При освобождении частицы в водяном потоке она скрепляется со трубопроводом из нержавеющей стали посредством электростатического притяжения. Так как поверхность частицы не пассивирована, она незамедлительно начинает окисляться и ржавеет.
Другим возможным процессом является эрозия крыльчатки. Любой материал имеет критическую величину вращения, сверх которой эрозия увеличивается (3). Для низколегированного сплава нержавеющей стали такая величина вращения составляет около 100 футов в секунду. Степень эрозии изменяется в зависимости от температуры. Нержавеющая сталь типа 304 имеет постоянную степень эрозии до температуры 300оС, а затем она стремительно возрастает. Не имеется специальных данных для воды высокой очистки для различных сплавов.
Металлургические свойства крыльчатки, как представляется, влияют на степень удаления металла водой. При кристаллизации нержавеющей стали 18-8 происходит две металлургические фазы: аустенита и дельта-феррита. Дельта-ферритовое образование зависит от состава сплава и, если он составляет менее 8%, оно может легко растворяться под воздействием нагрева. Отлитые лопасти насоса обычно имеют большее содержание дельта-феррита, так как во время отливки добавляется больше кремния для обеспечения текучести стали при литье. Это означает, что тепловое воздействие не приведет к растворению всего дельта-феррита. Причина, по которой дельта-феррит приносит больше проблем, состоит в том, что он подвержен большей эрозии, нежели аустенит и содержит больше железа.
Ржавчина класса II
Данный класс ржавчины возникает при присутствии хлоридов или других галогенидов. Это коррозия образующаяся и формирующаяся на поверхности нержавеющей стали в местах нарушения пассивирующего слоя. Данный тип ржавчины является неотъемлемой частью данной поверхности. Он наиболее часто появляется на непассивированных или механически полированных поверхностях и может свидетельствовать о точечной коррозии. Нержавеющая сталь под этими оспинами обычно очень потертая и может быть изъязвлена. При анализе состава этой ржавчины обычно обнаруживается присутствие хлоридов или других галогенидов. Ржавчину нельзя удалить иным механическим воздействием, нежели шлифовкой и полировкой, но чаще всего используется вытравливание кислотой. Лимонная кислота является хорошим чистящим средством пассивирует нержавеющую сталь, но при присутствии хлоридов поверхность будет вновь ржаветь.
Ржавчина класса II образуется в результате реакции из двух стадий: первая представлет собой растворение пассивационного слоя оксида хрома, а вторая состоит в окислении железа в материале:
Cr2O3 + 10Cl-+ 2H2O ® 2CrCl3 + 4 HClO 2Fe + 3ClO- ® Fe2O3 + 3Cl-
Данная реакция самоподдерживающаяся посредством взаимодействия хлора с хромом для образования гипохлористой кислоты в качестве побочного продукта, а гипохлористая кислота окисляет железо и образует еще больше хлорида.
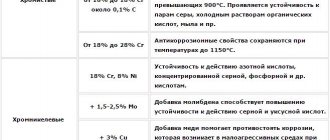
Увеличение содержания молибдена в нержавеющей стали увеличивает ее стойкость к воздействию хлорида. Подобным образом, замена железа в нержавеющей стали никелем улучшает ее стойкость к коррозии. Прогрессия сплавов с увеличивающейся стойкостью к воздействию хлорида: тип 304L (наименьшая), тип 316L, тип 317L, тип 304LМ, Сплав 625, Сплавы С-276 и С 22 (наивысшая). При любом контакте нержавеющей стали с хлорангидридом возникает опасность образования ржавчины. Жесткость рН >7 имеет обеспечивает меньшую возможность образования ржавчины, нежели жесткость рН < 7. Даже кратковременное воздействие хлорангидрида может стать отправной стадией ржавления, в особенности, если поверхность нержавеющей стали шероховатая. Механически полированные поверхности хуже, нежели электрополированные поверхности, так как при полировальных операциях остаются микроскопические изъязвления. Электрополировка удаляет эти изъязвления и производит пассивирующий слой с более высоким соотношением Cr: Fe. Изъязвления образуют элементы коррозии, где могут концентрироваться растворы хлорангидрида и продолжать реагировать, даже если система в целом оснащена промывкой с высокой жесткостью воды. Использование сильнодействующих ПАВ в растворе промывки будет способствовать удалению хлорида.
Ржавчина класса III
Данная ржавчина черная, а не бурая и образуется в присутствии пара высокой температуры. При первоначальном образовании она синяя, а затем становится черной, поскольку она нарастает до предельной толщины, предупреждающей дальнейшее проникание кислорода. Она может обнаруживаться в паровых системах высокой чистоты, работающих при высоких температурах. На электрополированных поверхностях нержавеющей стали такая ржавчина блестяще черная, а на непассивированных механически полированных поверхностях она может быть матово черной. Ржавчина данного класса на электрополированной поверхности, образует октаэдрические кристаллы, полностью покрывающие поверхность. Анализ с использованием рентгеновской фотоэлектронной спектроскопии показывает, что данный слой является полуторной окисью железа, обычно именуемой магнитным железняком. Он не удалется обычной чисткой, но может быть удален химическими средствами или шлифованием. Если ржавчина является блестяще черной, то ее можно оставить, так как она достаточно стабильна. Матовое покрытие слоем ржавчины может быть удалено и может потребовать чистки. После химической чистки, обычно с использованием горячей щавелевой кислоты, поверхность должна быть химически пассивирована. При последующем пуске системы в эксплуатацию она вновь может почернеть, но, хотелось бы надеяться, без образования матового ржавого покрытия.
Данный тип ржавчины является продуктом реакции пара при высокой температуре с железом в нержавеющей стали, которая приводит к образованию магнитного железняка. Реакция происходит в два этапа:
3Fe0 + 4H2O ® FeO + Fe2)3 + 4H2 FeO + Fe2O3 ® Fe3O4
Часть оксида железа может замещаться оксидом никеля, но полуторная окись железа будет определять цвет покрытия.
Плазменное оксидирование
Оксидирование плазмой происходит при условиях подобных к гальваническому чернению. При определенном достижении критического значения поляризации происходит плазменный микроразряд на поверхность анодируемой детали. В отличие от электрохимического азотирования в формировании образовавшейся пленки участвует не только раствор щелочи, но и материал катода. Характерной особенностью представленного метода можно назвать глубокое проникновение в слой нержавеющего металла и возможность получения равномерного покрытия на объектах сложной геометрической конфигурации.
Интересный факт: в месте пробоя искры при плазменном оксидировании температура составляет порядка 10000К., а давление сопоставимо с величиной 102МПа. После прекращения действия искры происходит резкое охлаждение поверхности, которые приводят к появлению новых физических свойств и исследованию их как элементов нанотехнологий.
Покрытия, которые образуются при применении такого метода, характеризуются повышенной адгезией к основе и свойствам, приближенным к керамике. Учитывая цену оборудования и недостаточность исследований в этой области, его трудоемкость и необходимость высокой квалификации персонала не позволяют широко применять этот процесс в промышленности, ограничиваясь дорогостоящими отраслями и штучными изделиями. Для алюминия, титана и сплава магния плазменное оксидирование находит ниши и распространение в промышленности.
Где купить качественную нержавеющую сталь?
занимается производством высококачественной коррозионностойкой нержавейки, представленной листами, трубами, лентами, рулонами. Представленные в ассортименте типы марок нержавеющих аустенитных сталей, стойких к коррозии, широко применяются в различных областях, где присутствует агрессивное воздействие кислотных сред:
- пищевая промышленность;
- медицинская отрасль;
- машиностроение;
- автомобилестроение;
- строительство.
Только правильный выбор нержавеющей стали с высоким качеством легирования и соответствием ГОСТ поможет избежать проблем коррозии важных деталей.
Сложности работы по чернению, связанные с нержавеющей сталью
Все описанные выше способы идеально подходят для черных сплавов и мало легированных сталей. Требуется особый подход, комплекс мероприятий для чернения нержавеющей стали, как условно инертного сплава. Разрозненные данные в литературе о прямом чернении нержавеющей стали противоречивы и на практике не всегда срабатывают. В производственных масштабах принято решать этот вопрос двухэтапным подходом. Первый этап анодирование нержавеющей стали другим, более склонным к оксидированию металлом. В основном это никель, реже медь. Второй этап оксидирование полученной поверхности. Химиками многих стран ведется разработка специальных пассивирующих паст, составов для чернения нержавеющих сталей, способных склонять их к оксидированию.
Для нанесения декоративной пленки, неработающей при перепаде температур, на поверхности, не испытывающей больших механических нагрузок, можно применить следующий способ оксидирования:
- Травление в 10% растворе щавелевой кислоты
- Промывка и обработка в 1% растворе сульфида натрия до необходимой степени чернения
- Промасливание образца из нержавеющей стали.
Исходя из представленной информации, можно сделать вывод, что использование чернения для нержавеющей стали носит характер коммерческого декоративного покрытия. Использование оксидирования для достижения более высоких характеристик металла неоправданно и не может быть гарантированно. Для получения пленок защитного характера, расширяющих область применения нержавеющих сталей, стоит рассматривать другие способы и методы.