Характеристики и достоинства мембранно-вакуумных прессов
Организация производства по серийному выпуску мебели и столярных изделий невозможна без современного оборудования. Требования к продукции значительно повысились, и покупатели придирчиво оценивают качество гнутых фасадов и внешний вид фигурных профилей. Для того чтобы сделать товар конкурентоспособным и не получать рекламаций от потребителей по поводу плохо сделанной облицовки, у предприятий существует необходимость приобрести вакуумный пресс. Оборудование одновременно позволяет расширить ассортимент, до минимума свести процент брака и максимально оптимизировать производственные процессы.
Основными критериями качественной облицовки являются показатели долговечной стойкости покрытия, декоративные характеристики и отсутствие повреждений поверхности. Вакуумный пресс позволяет не только выполнять обработку трехмерных и двухмерных профилей в соответствии с указанными требованиями, но и способствует существенной минимизации производственных затрат. Оборудование используется на предприятиях столярного и мебельного профиля для создания:
- фасадов мебели и погонажных изделий;
- гнутоклееных деталей;
- наличников, столешниц и дверных накладок;
- фигурных, угловых и закругленных профилей.
Вакуумный пресс для фасадов способен ежемесячно обеспечить выход готовой продукции в количестве от 100 до 150 кв.м, а при максимальной нагрузке и рациональном использовании значительно увеличить показатели. Установки обеспечивают равномерный прогрев поверхности заготовок, отличаются коротким временем обработки для получения надежного результата и простым способом управления, исключающим вероятность ошибок и появления брака.
Даём старт циклу статей, посвященных вопросам самостоятельного изготовления вакуумного пресса для производства мебельных фасадов из МДФ, покрытых пленками ПВХ (пленочных фасадов), а также декоративных дверных накладок. Весь материал статей основал на личном опыте по организации производства пленочных фасадов с нуля, включая изготовление подавляющего большинства оборудования и приспособлений своими руками. Материал статей не претендует на абсолютную точность и верность, а лишь описывает один конкретный (частный) случай и индивидуальное видение рассматриваемых вопросов.
В статьях будут затронуты вопросы, касающиеся непосредственно изготовления и эксплуатации самодельного вакуумного пресса, сопутствующие же темы (например, фрезеровка фасадов, нанесения клея и т.п.) планируется рассмотреть в других, отдельных статьях.
План изложения информации:
- Теоретические основы вакуумного прессования пленок ПВХ. Постановка цел ей. Какой пресс строим?
- Стани на.
- Вакуумный стол.
- Система откачки воздуха (вакуумная система).
- Термомодуль.
- Шкаф электроуправления.
Перед тем, как начать повествование, необходимо предупредить потенциальных повторителей пресса о возможном риске для их здоровья. Самостоятельно изготовление — дело хорошее, мы его всегда приветствуем, но не нужно забывать о технике безопасности. В ходе работы над изготовлением пресса, придется иметь дело с электрическим напряжением до 400 В, высокими температурами, электроинструментом высокой степени опасности, массивными, тяжелыми металлическим конструкциями. Отдавайте себе отчет в собственных действиях! Трезво оценивайте свои знания и умения! Если есть сомнения в правильности выполнения той или иной операции, то обязательно посоветуйтесь со специалистом или полностью передайте работу ему. Не пренебрегайте средствами индивидуальной защиты, лучше заранее приобрести все самое необходимое: одежда и маска сварщика, очки или маска для защиты глаз и лица, прочные перчатки для работы с металлом, наушники для снижения звукового давления на слух.
Теоретические основы вакуумного прессования пленок ПВХ.
Пленочные фасады очень давно применяются при изготовлении корпусной (иногда, жестких элементов мягкой) мебели, но до сих пор пользуются большой популярностью благодаря богатой цветовой гамме, разнообразию форм и невысокой цене. В отличие от некоторых других типов мебельных фасадов (например, рамочных), пленочные фасады изготавливаются только с применением специализированного оборудования, требующего немалых производственных площадей и энергообеспечения. Главным станком в производстве фасадов из МДФ, покрытых пленками ПВХ, по праву считается вакуумный пресс. Вакуумный (его часто называют термовакуумным) пресс выполняет усаживание пленки ПВХ на поверхность заготовки из МДФ (фасада, дверной накладки и др.).
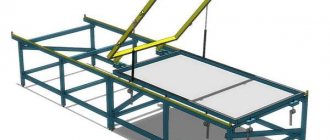
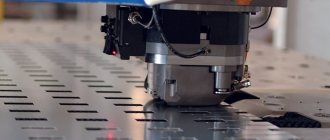
Любой термовакуумный пресс для производства пленочных фасадов, состоит из двух основных элементов: вакуумной камеры (стола, ванны) и нагревателя (термомодуля). Вакуумная камера, как правило, имеет прямоугольную форму (параллелепипед), все стенки (за исключением верхней) изготавливается из жесткого материала (например, стали), не подверженного сжатию под воздействием искусственно создаваемого отрицательного давления внутри камеры. Сверху камеры кладется пленка ПВХ, края пленки герметизируются с рамой. Таким образом, мы получаем герметичный объем: сверху лежит лист пленки ПВХ, снизу и с боков – жесткая вакуумная камера. Перед накрытием пленкой ПВХ и герметизации внутреннего объема вакуумной ванны, во внутреннее пространство вакуумной ванны определенным образом укладываются заготовки будущих мебельных фасадов, предварительно покрытые специальным термоактивируемым клеем. При комнатной температуре пленка ПВХ весьма жесткая, без разогрева она не сможет обогнуть весь рельеф заготовки. Также, без нагрева пленка не сможет приклеиться к заготовке, так как температура активации клея начинается от 50°C. Для разогрева пленки применяют электронагревательные приборы (инфракрасные лампы накаливания или ТЭНы). Суммарная мощность всех нагревательных приборов высокая и составляет, как правило, от одного до нескольких десятков киловатт.
Термовакуумный пресс заводского изготовления с вертикальным поднятием термомодуля. Основные элементы.
Примечание: существуют прессы с т.н. верхним давлением, у них, помимо окачивания воздуха из герметичной камеры снизу, сверху над пленкой располагают еще одну камеру, в которую нагнетают воздух сверх атмосферного давления (дополнительно давят на пленку сверху). Подобные прессы, конечно, выгодно отличаются рядом характеристик на фоне прессов без верхнего давления. Однако, такое оборудование на порядок сложнее в самостоятельном изготовлении, в данном цикле статей рассматриваться не будет.
Итак, процесс усаживания (еще говорят, протяжки) пленки состоит из следующих последовательных основных операций:
- Укладывание заготовок на стол пресса.
- Накрытие пленкой ПВХ, герметизация.
- Разогрев пленки до определенной температуры.
- Откачивание воздуха.
- Охлаждение.
- Вырезание заготовок, удаление излишек пленки с фасадов.
При отлаженном процессе производства, на типовую протяжку одного стола (от накрытия пленкой и до вырезания готовых фасадов) расходуется времени не более 10 минут. Однако, чтобы добиться таких результатов, работая на самодельном вакуумном прессе, необходимо наличие весьма большого навыка, ряда экспериментальных данных по протяжке того или иного типа пленки, полученных на основе собственных проб и ошибок. Настоятельно рекомендуется основательно взвесить все «за» и «против», браться за изготовление пресса своими руками только в условиях жесткой экономии денежных средств, наличия свободного времени, большого желания, уверенности в собственных силах.
Мебельные фасады изготовлены на самодельном прессе.
Дверные накладки изготовлены на самодельном прессе.
Постановка целей. Какой пресс строим?
Прежде чем приступить непосредственно к изготовлению пресса, необходимо поставить конечную цель, то есть определить с какими характеристиками, возможностями и за какую себестоимость мы должны получить в итоге самодельный вакуумный пресс.
Каждый, кто хоть раз серьезно задумывался над изготовлением любого промышленного оборудования своими руками, в первую очередь сравнивал себестоимость самостоятельного изготовления с ценой на аналогичный готовый промышленный (заводской) образец. Здесь очень важно сделать правильный выбор, постараться ответить на вопрос «стоит ли игра свеч?». Переоценив собственные силы, можно безвозвратно потерять не только вложенные деньги, но и много бесценного времени. Сделав обоснованный выбор в пользу самостоятельного изготовления, можно хорошо сэкономить, получив новые знания и жизненный опыт.
На сегодняшний день, купить термовакуумный пресс начального уровня можно за относительно небольшие деньги. Для любого успешного предприятия не стоит остро вопрос о максимально-экстремальной экономии денежных средств, потраченное время и другие аспекты важнее, поэтому без раздумий принимается решение о приобретении готового оборудования. А что же делать начинающему частному (индивидуальному) предпринимателю или новоиспеченной небольшой организации, которые только выходят на рынок и нередко вынуждены считать каждый рубль? Профессиональные экономисты могут предложить разработать грамотный бизнес-план, провести маркетинговые и иные исследования, взять кредит в банке на нужную сумму. Такая стратегия, возможно, более правильная и всё чаще используемая в наше время, предполагающая быстрый старт и скорый выход на окупаемость. Однако, каждый конкретный случай индивидуален. Иногда, в силу совокупности множества причин, логичнее принять менее популярное решение: минимум заёмных средств, максимум вложений собственных сил и умений. В основном, последователям такого пути и адресован данный цикл статей.
Если увлекательный процесс изготовления пресса не является самоцелью, а главное – скорейшее получение прибыли от будущей его эксплуатации, то не нужно пытаться копировать какую-либо самую последнюю, продвинутую модель заводского пресса известного производителя. Будем делать пресс, обладающий только самыми необходимыми функциями, имеющий себестоимость близкую к минимально возможной (при разумной экономии). Закрепим основные постулаты постройки пресса:
- Срок эксплуатации пресса около пяти лет. В дальнейшем предполагается покупка более совершенного оборудования или глубокая модернизация существующего.
- Высокая ремонтопригодность. Сжатые сроки устранения возможных неисправностей, в том числе касаемо сроков покупок запчастей.
- Отсутствие автоматического или программного управления, только ручной контроль.
- Использование самых распространенных, легкодоступных материалов и комплектующих.
- Дизайн и внешняя красота вторичны.
- Удобство и скорость работы на прессе должны быть сравнимы с подобными характеристиками заводских аналогов.
- Сэкономленная денежная разница между себестоимостью изготовления пресса и цены заводского аналога должна быть для предприятия, как минимум, весомой.
Примерное время, которое будет потрачено на закупку комплектующих и выполнение всех работ, составляет один-три месяца. Мы должны будем получить надежный и неприхотливый в эксплуатации термовакуумный пресс для изготовления самых ходовых (имеющих традиционно хороший спрос) видов мебельных плёночных фасадов и дверных накладок на основе МДФ. При грамотном планировании закупок и выполнении работ надлежащего качества, себестоимость самодельного пресса (на момент публикации статьи) должна быть, как минимум, в два раза ниже цены любого аналогичного вакуумного пресса заводского изготовления.
Похожие статьи:
- Соединительная рейка для плёнки
- Вакуумный пресс своими руками. Часть VI. Шкаф электроуправления
- Вакуумный пресс своими руками. Часть V. Термомодуль
- Вакуумный пресс своими руками. Часть IV. Вакуумная система
- Вакуумный пресс своими руками. Часть III. Вакуумный стол
- Вакуумный пресс своими руками. Часть II. Станина
- Вклейка стекла в фасады из МДФ
Типы оборудования и особенности моделей
Разновидности вакуумных термопрессов дают возможность свободно подобрать установку с необходимыми техническими характеристиками. Независимо от модели оборудование гарантирует полную целостность обрабатываемой поверхности и качество облицовки при использовании:
- матовых или глянцевых полимерных пленок;
- шпона и пластика;
- меламиновой бумаги.
За счет применения в технологическом процессе отрицательного давления и высокой температуры станки обеспечивают плавный и бесступенчатый способ облицовки. Агрегаты выпускаются с разным количеством нагревательных элементов, имеющих особенности размещения и различные показатели мощности. На прессах устанавливаются спиральные ТЭНы или приборы с инфракрасными излучателями. Оборудование используется в режиме термической или холодной обработки, с применением мембраны или для обычной декоративной облицовки плоскостей.
В установках с ручным режимом управления запуск работы нагревательного элемента и вакуумного насоса, регулировка скорости подачи воздуха производится персоналом. Автоматизированные станки оснащаются электронным пультом управления и действуют в соответствии с заложенной программой, требуя только укладки деталей и обрезки пленки на последнем этапе. Многое в работе станка зависит от материала изготовления мембраны. По сравнению с резиной и каучуком силикон проявляет большую эластичность и термоустойчивость, позволяя увеличить число технологических операций.
При больших производственных объемах незаменимыми в конструкции термо-вакуумного пресса являются дополнительные устройства с полезными и удобными функциями:
- Разматывающее приспособление. Ручная или автоматическая обрезка облицовочного материала.
- Магнитные опоры. Стабильное положение заготовки в рабочей области.
- Антистатические щетки. Устранение статического заряда с поверхности пленки, очистка от пыли и мелкого мусора.
Разные производители включают в набор дополнительной комплектации приспособления для утилизации производственных отходов, передвижные стойки для транспортировки и хранения расходного материала. Экономически выгодно приобрести мембранно-вакуумный пресс с устройством для выполнения текущего ремонта силиконовой прокладки. Быстрое устранение мелких повреждений и разрывов мембраны дает возможность не останавливать рабочий процесс на продолжительное время.
Мембрана для вакуумного пресса
Диафрагмы для таких устройств изготавливаются из натурального каучука или промышленного силикона, а применяются при шпонировании поверхностей мебели или для покрытия их защитной пленкой из ПВХ различного колера.
Мембрана для вакуумного пресса
При отделке шпоном мембраны применяются для увеличения давления, оказываемого обрабатываемую деталь и шпон при их прочном соединении. Кроме этого, диафрагма обеспечивает надежное положение без сдвига покрывающего материала. При покрытии аналогичных поверхностей тонкими пленками из ПВХ, диафрагмы надежно их защищают от активной тепловой энергии.
В промышленности большее предпочтение отдается диафрагмам из силикона, потому что они обладают большой износостойкостью и могут эффективно покрывать детали довольно малых размеров.
Основные правила выбора вакуумного термопресса
Прежде чем принять окончательное решение в выборе модификации мембранно-вакуумного пресса, следует сопоставить производственные цели с характеристиками станка и произвести анализ:
- предполагаемого рабочего объема;
- номенклатуры выпускаемых изделий;
- размера производственного помещения.
В зависимости от перечисленных показателей определяются габариты установки, размер рабочей поверхности и конструктивное решение оборудования. Небольшим мастерским больше подойдут агрегаты с выдвижной столешницей или вертикальным подъемом прессовочного устройства. В достаточно свободном помещении установка дополнительного рабочего стола позволяет повысить производительность пресса почти на 50 %.
Для того чтобы исключить резкое поступление потоков холодного воздуха к обработанной поверхности при открытии установки, стоит обзавеститсь вакуумным термопрессом с пневматическим устройством подъема верхней части. Производители используют для работы станков разные типы насосов, а конструкцию некоторых моделей дополняет компрессорное оборудование. Оптимальным вариантом является насосная станция с масляной подачей, показывающая повышенную производительность по сравнению с безмасляными системами. Сильной стороной водокольцевых устройств является бюджетная стоимость, но при такой конструкции снижается эффективность работы пресса.
Технология вакуумного прессования
Благодаря технологиям мембранно-вакуумного прессования можно эффективно облицовывать различными видами декоративных плёнок различные детали, которые используются в мебельном производстве. При этом облицовываемые поверхности могут иметь глубокий рельеф. Технология мембранно-вакуумного прессования достаточно сложная, так что производитель должен обеспечить все необходимые условия для качественной работы. Особое внимание уделяется качеству материалов, используемых при мембранно-вакуумной формовании.
В мебельном производстве данная технология используется при облицовке различных поверхностей ПВХ плёнками. Облицовка происходит с помощью вакуумных прессов, которые могут быть как с мембраной, так и без неё. Плёнки ПВХ могут иметь толщину от 0,25 до 0,5 мм.
Для нанесения клея и сушки деталей нужно отдельное помещение, которое должно в обязательном порядке быть оборудовано вытяжной камерой с сухим фильтром или гидрозавесой. Камера для нанесения клея должна содержаться в идеальной чистоте, влажная уборка по технологии проводится раз в два часа. Если есть возможность, то в камере нужно создать избыточное давление, которое предотвратит попадание пыли из других помещений.
Силиконовая мембрана для вакуумного пресса
Такие изделия отличаются высокой прочностью и эластичностью, поэтому обеспечивают эффективную работу пресса. Толщина изделия варьируется в пределах 0,1—10,0 мм, но для вакуумных прессов выпускается мембраны толщиной 2-3 мм, потому что такие изделия обладают высокой эластичностью, достаточным растяжением и большой прочностью.
Силиконовая мембрана для вакуумного пресса
Например, коэффициент растяжения для технического силикона выбирают средних параметров до 750%. Не стоит забывать показатели твердости, которые у силиконовых мембран находятся в пределах до — 50 А.
Цветовая гамма мембраны не изменяет качество обклеиваемой пленки или шпона, а силиконовые диафрагмы выпускаются прозрачного вида.
Основные свойства:
- проницаемость газов на 20% выше;
- усилие разрыва — до 80 кгс/см2;
- плотность — 1,2 г/см3;
- растяжение — 100-120 бар.
Мембраны из силикона отличаются долгим сроком службы при использовании в температурном режиме не выше 180° С.