Одной из основных технологий переработки пластмасс и изготовления из них разнообразных деталей и профильной продукции является экструзия. Заключается она в приготовлении расплава полимеров с последующим продавливанием его через формующие сопла – специальные насадки, придающие материалу заданную форму. Главным элементом производственной линии, использующей подобную методику, является экструдер для пластика.
Принцип работы экструдера
Экструдер представляет собой электромеханическое устройство, непосредственное предназначенное для процесса формовки пластмассовых профильных деталей их полуфабрикатов. Общее устройство экструдера для пластика:
- Корпус с системой нагрева до необходимой температуры плавления полимеров. В качестве источника тепловой энергии могут использоваться привычные резистивные системы или индукционные, создающие высокие температуры за счет наведенных на их корпус высокочастотных индукционных токов Фуко.
- Узел загрузки, через который различными способами сырье поступает в полость корпуса.
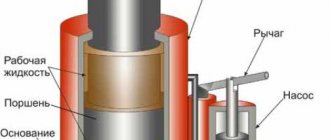
- Рабочий орган, создающий необходимое давление для перемещения сырья от узла загрузки до формующих насадок. Используются различные физические принципы, так это механизм может быть поршневым, дисковым или шнековым. Наибольшее распространение получили именно шнековые экструдеры.
- Экструзионная головка (иначе – фильера), задающая форму получаемых изделий.
- Механический привод (двигатель и редукторная система), создающий и передающий на рабочий орган необходимое усилие.
- Системы контроля и управления, поддерживающие необходимый технологический режим.
Загруженное в виде гранул, порошка или лома сырье под действием рабочего органа перемещается в рабочую зону корпуса, где под действием давления, трения и подаваемой извне температуры нагревается и плавится до состояния, требуемого по условиям технологического процесса.
В ходе движения в полости корпуса сырье тщательно перемешивается до однородной гомогенизированной массы.
Под действием высокого давления расплав продавливается через сетчатые фильтры и формующие головки, где происходят его окончательная гомогенизация и придание заданного профиля.
Затем, охлаждаясь естественным или принудительным способом, он полимеризуются, и в итоге получаются изделия необходимой конфигурации с заданными физическими и механическими свойствами.
Видео: «Как работает экструдер?»
Экструдер: что это такое, для чего он предназначен
Моделей экструдеров, то есть машин, предназначенных для переработки полимеров в расплав, великое множество. Они различаются по характеристикам и виду перерабатываемого сырья. Среди массы вариантов их использования наиболее популярно получение с их помощью полиэтиленовых или полипропиленовых плёнок, из которых производят гибкую упаковку. На полученные материалы можно наносить печать и сваривать пакеты. А также своё применение они нашли в пищевой промышленности для изготовления макаронных изделий.
Виды экструдеров
Современные экструзионные установки различаются как по схеме рабочего органа, так и по своему целевому предназначению.
Экструдеры одношнековые и двухшнековые
Шнековые (червячные) экструдеры – наиболее распространенные, так как практически в полной мере отвечают всем требованиям технологического процесса. Рабочим органом выступает шнек экструдера (винт Архимеда, известный каждому хотя бы по домашним мясорубкам).
Лопасть шнека экструдера захватывает сырье в области загрузки и перемещает последовательно по всей длине цилиндра корпуса, через зону нагрева, гомогенизации и формовки. В зависимости от технологической карты и вида исходного материала шнеки могут быть нормальными или быстроходными, цилиндрической или конической формы, сужающиеся к выходу. Одним из главных параметров является соотношение рабочего диаметра шнека к его длине. Различаются также шнеки шагом витков и их глубиной.
Однако одношнековые экструдеры не всегда применимы. Например, если в качестве сырья используется порошковый полуфабрикат, один винт не справится с тщательным его перемешиванием в ходе расплавления и гомогенизации.
В подобных случаях применяют двухшнековые экструдеры, винты которых могут находиться во взаимном зацеплении, совершать параллельное или встречное вращательное движение, иметь прямую или коническую форму.
В результате процессы разогрева, смешения и гомогенизации проводятся более тщательно, и на головку поступает полностью однородная и дегазированная масса.
Нельзя не отметить, что в некоторых технологических процессах применяются экструдеры и с большим количеством шнеков – до четырех, а кроме того, существуют и планетарные автоматы, когда вокруг центрального винта вращается до 12 сателлитных.
Это бывает необходимым при работе с некоторыми видами пластиков, которые под действием высоких температур имеют свойство к деструкции – потере физических качеств. Таким образом, их нагрев в подобных экструдерах осуществляется за счет силы трения и создаваемого высокого давления.
Экструдер для ПВХ профиля
Производство пластиковых или композитных профилей в большинстве случаев производится именно методом экструзии. Для этого, в зависимости от материала и сложности формы изделия, используют одно- или двухшнековые аппараты с соответствующими формующими головками.
Ассортимент весьма обширен – от тонких нитей или полос до листов, крупных панелей и сложных по геометрии профилей. Ставшие всем привычные пластиковые оконные и дверные системы собираются из ПВХ-профилей, изготовленных именно таким способом.
Добавка в полимер специальных компонентов позволяет выпускать сложные композиты, например, дерево-пластиковые конструкции, которые также часто применяются при изготовлении различных строительных конструкций.
Экструдер для производства труб
При производстве трубной продукции очень важным условием является отсутствие в гомогенизированной смеси пузырьков газа, поэтому экструдеры для труб в обязательном порядке оснащаются системой дегазации. Обычно это – двухшнековые установки, в которых, помимо прочего, применяются так называемые барьерные шнеки, надежно разделяющие еще твердый полуфабрикат от полностью расплавленного. Это обеспечивает полную однородность состава, что очень важно для эксплуатационных качеств выпускаемой трубы.
Экструдеры для полиэтилена
Все полимерные пленки изготавливаются исключительно способом экструзии. Для производства плёнок используется выдувной экструдер. Формующий узел экструдера для стрейч пленки может быть выполнен в виде узкой щели –на выходе получается однослойная пленка необходимой толщины и ширины.
В некоторых моделях используются круглые щелевые фильеры большого диаметра – пленка получается в виде рукава.
Мини экструдеры для пленки производят полиэтилен шириной рукава до 300мм и толщиной до 600 мкм. Небольшой размер устройства позволяет установить его даже в обычном помещении.
Общая информация
Экструдер — это машина, которая превращает сырьё в виде мелких частиц в расплав определённой формы. В качестве таких частиц могут использоваться гранулы, порошок, разнообразные пасты или лом.
Процесс заключается в прохождении сырья через специальный формующий инструмент (экструзионную головку, фильерную пластину). Форму готового продукта задаёт калибрующее устройство с определённым сечением. Она будет зависеть от вида отверстия в формующем устройстве. Если это щель, на выходе получится листовой материал, если кольцо, то изделие будет иметь форму трубы.
Процесс, происходящий с использованием этого оборудования, называется экструзией. В зависимости от конструкции машины её делят на несколько видов:
- холодное синее формование, при котором на материал оказывается только механическое воздействие;
- тёплая экструзия, заключающаяся в механических преобразованиях, которые сопровождаются тепловой обработкой;
- горячая формовка — скоростной процесс, предполагающий использование высоких температур и давления.
Экструзионные линии
В промышленных условиях экструдер – это один из главных компонентов целой экструзионной линии, которая включает, помимо него, ряд других установок и механизмов:
- Система подготовки и загрузки сырья – иногда полуфабрикат нуждается в предварительной просушке и калибровании перед подачей в загрузочный бункер.
- Система охлаждения – устанавливается на выходе экструдера для ускорения процесса полимеризации изделий. Могут быть различного типа – воздушные или в виде охлаждающих ванн.
- Механизмы протяжки готовых профилей.
- Маркирующие и ламинирующие системы различного принципа действия.
- Намоточные и отрезные механизмы для приведения изделий в требуемый для складского хранения и транспортировки вид.
Могут использоваться и другие механизмы и технологические устройства для автоматизации непрерывного процесса производства.
Производители экструзионных линий
Экструзионные линии пользуются огромным спросом, и их производство налажено во многих странах Европы и Азии. Традиционными лидерами в производстве подобного оборудования считаются австрийские производители, практикующие выпуск подобных линий еще с середины прошлого столетия. Европейские системы всегда отличали высочайшее качество, использование самых современных инновационных разработок в области технологии обработки пластмасс.
В последнее время на рынок экструзионных линий активно поставляется продукция китайских производителей. Вопреки расхожему мнению, это вовсе не говорит о ее низком качестве – и надёжность, и характеристики выпускаемого оборудования в целом отвечают современным требованиям. Кроме того, цены на экструдеры из Китая могут быть значительно ниже европейских.
Стараются не отстать от жизни и отечественные промышленники. Так, пользуются спросом экструзионные линии «Полипром Кузнецк», выпускаемые в Пензенской области, или «Группы компаний СТР» из подмосковных Подольска и Воскресенска.
Цена на экструдеры для пластика варьируются от страны-производителя и индивидуальных характеристик устройства.
Принцип работы
Специальный загрузчик помещает сырьё в бункер машины. Эта работа может выполняться также и вручную. При этом гранулы засыпаются в загрузочную воронку. Из бункера они проталкиваются в зону шнека, а оттуда — в цилиндр пластификации. По пути продвижения сырьё перемешивается для однородности будущего расплава, а также находится под воздействием высоких температур и давлением элементов экструдера. На выходе путём плавления получается вязкая прозрачная масса, увеличенная в объёме за счёт растягивания.
Если экструдер дисковый, то в качестве транспортирующего устройства используют два диска, один из которых находится в неподвижном состоянии, а другой непрерывно вращается. Сырьё, попадающее в отверстие статичного диска, перемешивается и гомогенизируется. Оборудование, оснащённое таким устройством, прекрасно подойдёт для изготовления однородных смесей.
Поршневой экструдер характеризуется низкой производительностью, поэтому его применение ограничено в основном изготовлением труб. Принцип работы заключается в выдавливании материала поршнем, что придаёт готовому изделию необходимую форму.
Для всех этих целей бывает недостаточно одного экструдера. Чтобы наладить массовое производство и получить качественный продукт, приходится использовать дополнительные машины или устройства. Все вместе они будут образовывать экструзионную линию.
Таким образом, можно получить не только расплав, но и сразу преобразовать его в готовое изделие, например, упаковочную плёнку, пластиковые трубы или поливинилхлоридный профиль.
Соэкструзия и коэкструзия.
Соэкструзия — это технология, использующаяся для получения многослойных пленок.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Экструдер, по полочкам.
Экструдер — это станок для производства полиэтиленовой пленки ( пнд, псд, пвд полиэтилен низкого,среднего,высокого давления). Как и что с чего начинается я расскажу вам ниже друзья.
Бункер, в него насыпают сырьё и добавляют всякие добавки,например мел, мел нужен для экономии сырья ну и увеличение массы полиэтилена.
Это мозг, панель управления и кнопки с включением отдельных частей экструдера, сверху табло зон нагрева-ТЭНы , выставляются температуры, температуры для каждого материала индивидуальны, на фото выставленны температуры для пнд, на пвд идут ниже от 155 до 165, на псд можно поставить такие же как и на пнд , но рекомендуют что то между пнд и пвд.
1.) Тиснение, оно делается валами и образует шереховатую поверхность пакета. Один резиновый , другой металлический,они имеют двигатель который их вращает, тем самый они тянут пакет на намотчик.
2.) Намотчик, на нём собственно наматываются ролики, на нём присутствую валы и пара регулировочных кнопок для ослаблении или натяжении полотна из полиэтилена, ну и датчик метража рулона. Так же имеет двигатель который вращает валы.
3.) Обдув. Он охлаждает материал , с помощью его образуется зона кристаллизации , грубо говоря с помощью его полиэтилен переходит из расплавленного в твёрдое состояния , образуя «рюмку» рукава ниже приведу пример на фото.
На первом фото обдувочное кольцо , к нему подведены шланги гофрированные , по ним поступает воздух и выходит через отверстие которое показано на первом фото. На втором чёрным маркером показана звона кристаллизации там и образуется «рюмка» , красным маркером как поступает воздух , до зоны кристаллизации материал идёт расплавленным. То что идёт выше рюмки давайте будем называть рукавом , что бы было проще объяснять далее.
Это зажимное кольцо и глаз для раздува. Кольцом зажимается рюмка-рукав что бы она не гуляла влево или право, а шла ровно. Глаз раздувает рюмку если та становится меньше в диаметре , глаз работает просто , представляет собой лазерную указку , которая ловит размер рюмки , если та уменьшается то подаётся воздух внутрь рюмки тем самым раздувая до нужного размера.
Эту решетку мы называем «рёбра» она также зажимает рукав , они стабилизируют его и так не дают гулять рукаву .
4.)Это вытяжные валы. Резиновый крутится против часовой , металический по часовой , они прижаты друг к другу тем самый вытягивая рукав далее в тиснение и на намотчик.
5.)Шнек экструдера, представляет собой спиральный вал , который нагреваешься с помощью ТЭН, длинной на данной модели около двух метров. Улитки по бокам для охлаждения зон, если они начинают перегреваться . Каждая ТЭНа это 1 зона.
Это дорн и фильера, дорн предпоследнее фото , фильера последнее , просто добавлю что переодически нужно разбирать и чистить эти детали, так как материал пригорает к стенкам и выходит неравномерно что приводит к разной толщине полотна , например с одного края тоньше с другого толще , а это уже считается браком. На первом фото снизу на четырёх болтах пробка которой зажимается фильтр , про фильтр и его замену я покажу в видео, там хорошо будет видно как он забит грязью , грязь в сырье приводит к обрывам и плохому качеству пакета.
Что такое экструзия полимеров?
Процесс экструзии происходит при нагреве полимеров максимум до 250 0 С. Производство идет на скорости до 120 метров/минуту. Около 30 % всего объема полимеров перерабатывается по экструзионной технологии с помощью экструдеров. Попробуем разобраться в тонкостях этого процесса.
Экструзия полимеров — это технология получения формовочных изделий из термопластов и их композиций на шнековых прессах. Осуществляется путем продавливания (под давлением) однородного расплава через щель формовочной головки экструдера.
Щель имеет определенную форму, которая определяет геометрию изделия — сайдинг, пленка, оконный ПВХ профиль. В качестве сырья используются гранулы полиэтилена ПВД и ПНД, полипропилена, ПВХ, полистирола и других полимеров.
Экструзия включает в себя следующие этапы:
- получение однородного расплава в экструдере;
- формование;
- охлаждение продукции;
- натяжение и намотка (пленки), нарезка (профиль, труба).