Применение
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов. Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
- Индукционная печь 350 кг Ульяновск
- Индукционная печь 500 кг Челябинск
- Индукционная печь 1 тонна Архангельск
- Индукционная печь 1 тонна Минск
Самостоятельная сборка печи
В интернете и журналах представлено множество технологий и схематичных описаний этого процесса, но при выборе стоит остановиться на какой-то одной модели, наиболее эффективной в работе, а также доступной и лёгкой в выполнении.
Самодельные плавильные печки имеют довольно простую конструкцию и обычно состоят лишь из трёх основных частей, помещённых в крепкий корпус. К ним относятся:
- элемент, генерирующий переменный ток высокой частоты;
- спиралевидная деталь, созданная из медной трубки или толстой проволоки, называемая индуктором;
- тигель –ёмкость, в которой будет осуществляться прокаливание или плавка, изготовленная из огнеупорного материала.
Конечно, такое оборудование нечасто используют в быту, ведь не все мастера нуждаются в подобных агрегатах. Но технологии, встречающиеся в этих приспособлениях, присутствуют в бытовой технике, с которой многие люди имеют дело практически каждый день. Сюда можно отнести микроволновки, электрические духовки и индукционные плиты. Своими руками по схемам можно изготовить разное оборудование, если имеются необходимые знания и умения.
В этом видео вы узнаете из чего состоит данная печь
Нагрев в подобной технике осуществляется благодаря индукционным вихревым токам. Повышение температуры происходит мгновенно в отличие от других приспособлений аналогичного предназначения.
Например, индукционные плиты обладают КПД в 90%, а газовые и электрические не могут похвастаться этим значением, оно составляет лишь 30-40% и 55-65%, соответственно. Однако у ТВЧ плит есть недостаток: для их эксплуатации придётся подготовить специальную посуду.
Конструкция из транзисторов
Существует множество различных схем по сборке индукционных плавилен в домашних условиях. Простая и проверенная печь из полевых транзисторов собирается довольно легко, многие мастера, знакомые с основами радиотехники, справятся с её изготовлением по схеме, представленной на рисунке. Для создания установки нужно подготовить следующие материалы и детали:
- два транзистора IRFZ44V;
- медные провода (для обмотки) в изоляции из эмали, толщиной 1,2 и 2 мм (по одной штуке);
- два колечка от дросселей, их можно снять с блока питания старого компьютера;
- один резистор 470 Ом на 1 Вт (можно последовательно соединить два по 0,5 Вт);
- два диода UF4007 (спокойно заменяются на модель UF4001);
- плёночные конденсаторы по 250 Вт — одна штука ёмкостью 330 нФ, четыре — 220 нФ, три — 1 мкФ, 1 штука — 470 нФ.
Перед сборкой подобной печи не забываем про инструмент
Сборка происходит по схематическому рисунку, также рекомендуется сверяться с пошаговой инструкцией, это убережёт от ошибок и порчи элементов. Создание индукционной плавильной печи своими руками производится по следующему алгоритму:
- Транзисторы помещают на довольно большие радиаторы. Дело в том, что схемы могут сильно греться во время работы, поэтому так важно подобрать детали подходящего размера. Все транзисторы можно разместить и на одном радиаторе, но в таком случае придётся изолировать их, избавив от соприкосновения с металлом. В этом помогут шайбы и прокладки из пластика и резины. Правильная распиновка транзисторов показана на картинке.
- Затем приступают к изготовлению дросселей, их понадобится две штуки. Для этого берут медную проволоку 1,2 миллиметра в диаметре и обматывают ею кольца, взятые с блока питания. В состав этих элементов входит ферромагнитное железо в виде порошка, поэтому необходимо сделать не меньше 7-15 витков, оставляя между ними небольшое расстояние.
- Полученные модули собирают в одну батарею с ёмкостью 4,6 мкФ, конденсаторы соединяют параллельно.
- Медную проволоку толщиной 2 мм используют для обмотки индуктора. Её оборачивают 7-8 раз вокруг любого предмета цилиндрической формы, его диаметр должен соответствовать размеру тигля. Лишнюю проволоку обрезают, но оставляют довольно длинные концы: они понадобятся для подключения к другим деталям.
- Все элементы соединяют на плате, как показано на рисунке.
В качестве источника питания рекомендуется использовать аккумулятор на 12 В, 7,2 A/h. Количество потребляемого тока во время работы будет равняться 10 А, подобного источника хватит примерно на 30-50 минут.
При необходимости можно соорудить корпус для агрегата, в этих целях используют только термостойкие материалы, например текстолит. Мощность аппарата можно регулировать, для чего достаточно поменять количество витков проволоки на индукторе и их диаметр.
Есть несколько вариации индукционной печи, которую можно собрать
С графитовыми щётками
Главный элемент этой конструкции собирают из графитовых щёток, пространство между которыми заполняют гранитом, измельчённым до порошкового состояния. Затем готовый модуль соединяют с понижающим трансформатором. При работе с подобным оборудованием можно не опасаться удара током, так как оно не испытывает необходимости в использовании 220 вольт.
Технология изготовления индуктивной печи из графитовых щёток:
- Сначала собирают корпус, для этого огнеупорный (шамотный) кирпич размером 10×10×18 см укладывают на плитку, способную переносить высокую температуру. Готовый бокс оборачивают асбестокартоном. Чтобы придать этому материалу необходимую форму, его достаточно смочить небольшим количеством воды. Размер основы напрямую зависит от мощности трансформатора, используемого в конструкции. При желании бокс можно покрыть проволокой из стали.
- Отличным вариантом для графитных печей станет трансформатор мощностью 0,063 кВт, взятый от сварочного аппарата. Если он рассчитан на 380 В, то в целях обеспечения безопасности можно подвергнуть его обмотке, хотя многие опытные радиотехники считают, что от этой процедуры можно отказаться без какого-либо риска. Однако рекомендуется обвить трансформатор тонким алюминием, чтобы готовый аппарат не нагревался во время работы.
- На дно короба устанавливают глиняную подложку, чтобы жидкий металл не растекался, после чего в бокс помещают графитовые щётки и гранитный песок.
Главным преимуществом подобных приборов считается высокая температура плавления, которая способна изменить агрегатное состояние даже палладия и платины. К недостаткам можно отнести слишком быстрый нагрев трансформатора, а также небольшую площадь печи, которая не позволит выплавить больше 10 г металла за один раз. Поэтому каждый мастер должен понимать, что если прибор собирается для обработки больших объёмов, то лучше изготовить печь иной конструкции.
В подобных печах не рекомендуется плавить латунь. Этот материал отличается высоким содержанием цинка, который начинает выгорать при высокой температуре и образует едкий, очень вредный для организма дым.
Прибор на лампах
Мощную печку для плавки можно собрать из электронных лампочек. Как видно на схеме, для получения высокочастотного тока нужно параллельно соединить лучевые лампы. Вместо индуктора в этом приборе используют трубку из меди диаметром 10 мм. Также конструкцию оснащают подстроечным конденсатором, чтобы иметь возможность регулировать мощность печи. Для сборки нужно подготовить:
- четыре лампы (тетроды) L6, 6П3 или Г807;
- подстроечный конденсатор;
- 4 дросселя на 100-1000 мкГн;
- неоновую лампочку-индикатор;
- четыре конденсатора на 0,01 мкФ.
Для начала медной трубке придают форму спирали — это будет индуктор прибора. При этом между витками оставляют расстояние не менее 5 мм, а их диаметр должен составлять 8-15 см. Концы спирали обрабатывают для прикрепления к схеме. Толщина получившегося индуктора должна быть больше, чем у тигля (его помещают внутрь), на 10 мм.
Готовую деталь размещают в корпусе. На его изготовление следует использовать материал, который обеспечит электро- и термоизоляцию начинки прибора. Затем из ламп, дросселей и конденсаторов собирают каскад, как показано на рисунке, последние соединяют в прямую линию.
Пришло время подключать неоновый индикатор: он нужен, чтобы мастер мог узнавать о готовности прибора к работе. Эту лампочку выводят на корпус печи вместе с ручкой конденсатора переменной ёмкости.
Индукционные печи на гидравлике
В базовый комплект поставки включены два плавильных узла на гидравлике, тиристорный преобразователь и гидравлическая станция. Плавильные узлы располагаются на заранее подготовленный фундамент, перед запуском требует футеровки. Под каждую шихту используется своя футеровочная масса. В качестве системы охлаждения рекомендуем использовать градирню.
Индукционная печь пользуется спросом у средних промышленных предприятий с производительность от 2000 тонн/год.
подробнее
- Индукционная печь 250 кг Екатеринбург
- Индукционная печь 250 кг Челябинск
- Индукционная печь ёмкостью 250 кг Красноярск
- Индукционный сталеплавильный комплекс 250 кг Челябинск
- Индукционная печь 250 кг Москва
- Индукционная печь 250 кг Екатеринбург
- Индукционная печь 1 тонна Курган
- Индукционная печь 2 тонны Ульяновск
Индукционные печи на редукторе
В базовый комплект поставки входят два плавильных узла на редукторе, тиристорный преобразователь и сопутствующее оборудование как редуктора, гибкие токопроводящие медные кабеля. Плавильные узлы располагаются на заранее подготовленный фундамент, перед запуском требует футеровки. Под каждую шихту используется своя футеровочная масса. Для охлаждения индукторов плавильных узлов рекомендуем использовать градирню.
Индукционная печь пользуется спросом у малых промышленных предприятий с производительность от 2000 тонн/год.
подробнее
- Индукционная печь 5 кг Оренбург
- Индукционная печь 15 кг Оренбург
- Индукционная печь 20 кг Челябинск
- Индукционная печь 50 кг Пермь
- Индукционная печь 60 кг Казань
- Индукционная печь 100 кг Челябинск
- Индукционная печь 100 кг Луганск
Индукционная печь для стали
Индукционная печь для стали работает на средней частоте (0,5-2,4 кГц). Плавка стали происходит в футеровке, которая выдерживает от 10 до 40 плавок. Индукционные печи ИСТ бывают разной загрузки и емкости, они комплектуются двумя видами преобразователей: тиристорными и транзисторными. Печи ИСТ высокопроизводительны, поэтому за одну рабочую смену можно произвести до 6 плавок. Благодаря системе контроля износа футеровки, можно избежать непредвиденных ситуаций и аварий.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
Примечание: особняком стоят США, у них допустимая ППЭ – 1000 мВт (!) на кв. м. тела. Фактически, американцы считают началом физиологического воздействия внешние его проявления, когда человеку уже становится плохо, а долговременные последствия облучения ЭМП полностью игнорируют.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь. На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей.
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Индукционная печь для чугуна
Для плавления и перегрева (применяется для повышения прочности) чугуна больше всего подходит серия ИЧТ. Эти печи с отходами металлообработки и позволяют получить качественный синтетический чугун. Индукционная печь для чугуна экономична, так как работает при токе промышленной частоты. Благодаря многоступенчатой системе защиты от внешних воздействий и простоте обслуживания, данный вид печей занимает лидирующие позиции на рынке России.
Индукционная печь для алюминия
Серия индукционных печей, предназначенных для алюминия и его сплавов — ИАТ бывает двух типов: на промышленной частоте и на средних частотах. Второй тип используется, ля получения чистых металлов, что достигается сохранением поверхностной окисной пленки во время процесса расплавления. Тиристорный преобразователь частоты. Мощность регулируется с помощью переключения ступеней трансформатора вручную.
Принцип работы
Основополагающим является принцип передачи трансформаторного типа. Внутрь индуктора-соленоида (или рядом) помещается заготовка. Переменный ток подается на индуктор, в результате чего возникает изменяющееся магнитное поле, которое пронизывает нагреваемый объект, индуцируя поле вихревого характера (замкнутые силовые линии). Это поле нагнетает вихревые токи, вследствие чего заготовка нагревается (закон Джоуля-Ленца).
Разновидности индукционных котлов
Существуют следующие разновидности нагревательных котлов индукционного типа, обозначаемые как по принципу действия, так и по марке производителя:
- SAV – разновидность и одновременно торговая марка котлов нового поколения мощностью от 2,5 до 100 кВт, с 2007 г. выпускаемых российской ;
- ВИН — аббревиатура является не только сокращением названия вида индукционных устройств (вихревые индукционные нагреватели), но и запатентованным названием котлов, производимых ижевской .
Индукционные обогреватели SAV
Эксплуатация агрегатов SAV не требуют использования инвертора, на индуктор подаётся ток частотой 50 Гц. Индуцированное первичной обмоткой электромагнитное поле вызывает образование вихревых потоков во вторичной обмотке, роль которой в котлах данного типа выполняет участок замкнутого контура труб с теплоносителем. Данный участок трубы – вторичная обмотка интенсивно нагревается под воздействием токов Фуко и передаёт тепло теплоносителю, принудительно циркулирующему в системе отопления с помощью циркуляционного насоса.
Устройство отопительной системы выполняется с использованием радиаторов или лабиринтовым способом, напоминающим плинтусовый обогрев, чтобы увеличить общую площадь наружной поверхности (теплоотдачи) труб — контур отопления, как минимум, не должен быть минимальным по протяжённости.
Котлы SAV производятся под напряжение в 220V и 380V. В качестве теплоносителя в них используется вода (в чистом виде или с противозамерзающими присадками), а также антифриз. Выход агрегата на полную мощность работы занимает порядка 5-20 минут (в зависимости от объёма теплоносителя), КПД нагревателей таких устройств составляет минимум 98%. Для эффективного обогрева помещения площадью до 30 м кв. достаточно индукционного устройства мощностью в 2,5 кВт, покупка которого в комплекте с системами автоматики и управления обойдётся приблизительно в 30 тыс. руб.
ВИН-агрегаты отопления
Котлы данного типа более совершенны по принципу действия и конструкции, что, естественно, отражается на их стоимости. Для работы ВИН-устройств необходим инвертор – устройство повышения частоты входящего тока. Ток высокой частоты вызывает образование электромагнитного поля высокой напряжённости, которое, в свою очередь, обуславливает возникновение более мощных вихревых токов во вторичной обмотке. Кроме того, теплообменник и корпус котла изготавливаются из ферромагнитных сплавов, имеющих собственное магнитное поле. Результатом всех этих процессов является большая интенсивность нагрева теплообменника и, естественно, теплоносителя.
ВИН-агрегата мощностью в 3 КВт достаточно для отопления помещения площадью 35-40 м кв. (в зависимости от климатических условий и качества теплоизоляции наружных строительных конструкций).
ВИН-агрегаты вследствие большей производительности могут использоваться не только в системах отопления жилья, но и для горячего водоснабжения. Для этого в контур теплоносителя врезают дополнительные накопительные резервуары, оборудованные защитной автоматикой, ёмкость которых рассчитывается в зависимости от количества точек горячего водозабора. Горячей водой эти ёмкости обеспечиваются путём её циркуляции в системе с прямоточным нагревом индукционным обогревателем.
Технические характеристики
К основным характеристикам индукционных печей относятся:
- — название металла, подлежащего плавлению;
- — емкость в тоннах;
- — мощность в киловаттах;
- — напряжение и частота питающей сети, номинальное значение тока и число фаз.
Также в технической документации указывается: температура перегрева металла, частота тока и число фаз контурной сети, производительность, скорость получения расплава и перегрева с удельным расходом электроэнергии, мощность питающего трансформатора, расход охлаждающей индуктор воды и другие данные.
Специалисты нашей компании представляют в своих инструкциях к индукционным печам полный перечень технических характеристик с подробными схемами и рекомендациями.
Футеровка
Футеровка — это защитная отделка, предохраняющая объект от всевозможных повреждений. Производительность и надежность работы индукционных печей в большой степени зависит от качества футеровки.
Ее выбор особо сложен для печей канального типа. Наиважнейший их элемент — подовый камень нуждается в особой защите, так как в нем находятся кольцеобразные каналы, всегда заполненные жидким металлом, а в центе — отверстие, в которое вставляется средний стержень сердечника с первичной катушкой трансформатора. Чтобы защитить такую композицию нужен очень тщательный расчет для каждой печи с учетом всех свойств применяемых материалов.
Футеровка индукционной тигельной печи проще и надежнее. Она состоит из собственно тигля, подины (нижняя часть, формирующая ванну), керамического волокна и обмазки. Вообще существует множество разновидностей футеровок для индукционных печей, которые учитывают все особенности для выплавляемого материала.
Так, для черных металлов бывает футеровка на основе кремнезема, или плавленого магнезита, или глинозема. Для алюминия — жароупорный бетон. Для спекания футеровочной массы в момент нагрева используют буру, борную кислоту, жидкое стекло, глину и пр.
Обязательно постоянно проводить профилактический контроль футеровки и, при необходимости, ее ремонт и своевременно заменять изношенные тигли, как только толщина его стенок уменьшится на 30 %.
Каркас индукционной тигельной печи
Каркас (кожух) печи служит конструктивной основой для крепления всех основных элементов печи. При этом к нему предъявляются два основных требования: обеспечение максимальной жёсткости всей конструкции печи в целом и минимальное поглощение мощности элементами каркаса, так как они находятся в магнитном поле рассеяния индуктора. В настоящее время в тигельных печах применяют следующие основные схемы каркаса:
- Каркас, имеющий форму прямоугольного параллелепипеда, рёбра которого выполнены из немагнитного материала (например, из дюралюминиевого уголка или немагнитной стали), а грани закрыты асбоцементным листом. С такими каркасами изготавливают печи малой ёмкости (менее 0,5 т) и лабораторные печи. С целью уменьшения нагрева металлических уголков каркаса, отдельные его металлические элементы изолируют друг от друга изоляционными прокладками для исключения в раме каркаса кольцевых токов. Индуктор в таком каркасе обычно прикрепляют к нижней и верхней асбоцементным плитам.
- Металлический каркас обычно цилиндрической формы, выполненный в виде сплошной обмотки из толстого стального листа с вырезами («окнами») для доступа к индуктору или в виде «беличьей клетки», образованной вертикальными металлическими стойками, приваренными к верхней и нижней опорным стойкам. Между стойками имеется доступ к индуктору. Такие каркасы применяются в основном в печах средней и большой ёмкости.
Схема
Основа схемы канальных печей — замкнутое электропроводное кольцо, состоящее из многовиткового индуктора, насаженного на замкнутый стальной сердечник, и размещенной вокруг него футеровки с кольцевым каналом, в котором постоянно находится жидкий металл. Существует множество конструкций таких печей: однофазовые и многофазовые, с разным количеством по-разному размещенных каналов.
Основа схемы для индукционной тигельные печи:
- — индуктор — катушка, по которой протекает ток заданной частоты;
- — за катушкой диэлектрический слой (например, кирпич);
- — затем тигель, в котором производится плавка.
Чтобы катушка не перегревалась во время работы система охлаждения водой.
Индуктор тигельной печи — это первичная обмотка, а сам расплавляемый металл, загруженный в тигель, в центр индуктора — вторичная. Это очень удобно, и сам тигель иногда даже не нужен.
Подробные схемы для тигельных печей все разные, потому что существует множество разнообразных конструкций с совершенно разными параметрами работы.
Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.
В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.
Мощность
На мощность индукционных печей напрямую влияет частота переменного магнитного поля, потому что от него зависит циркуляция наведенных вихревых токов, ответственных за преобразование электромагнитной энергии в тепловую.
Если для канальных печей с их высоким КПД промышленной частоты достаточно, то в случае тигельных устройств отсутствие стального сердечника влечет за собой увеличение магнитного потока рассеяния, и слишком мало силовых линий пронизывает расплавляемый металл, а естественный коэффициент мощности очень мал. Поэтому тигельные печи зачастую нуждаются в питании током повышенной и высокой частоты и в помощи компенсирующих конденсаторов.
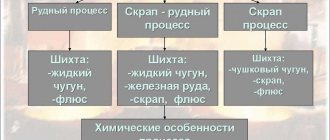
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов
Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Индукционные литейные печи
Каждая индукционная литейная печь, может оснащаться двумя видами преобразователей, как правило тиристорный преобразователь более дешевый и комплектуется печами высокой мощности, а транзисторный более экономичный по расходу электроэнергии:
Тиристорные преобразователи частоты применяются для питания индукционных литейных печей, они работают по обычному двухэтапному принципу:
- — выпрямитель преобразовывает переменный ток сети в постоянный;
- — инвертор преобразовывает этот постоянный ток опять в переменный, но уже нужной частоты.
Тиристорные преобразователи могут работать с большим током и напряжением и при этом выдерживают продолжительную нагрузку. Их КПД выше, чем у преобразователей на IGBT-транзисторах.
Транзисторные преобразователи частоты. Транзисторые преобразователи частоты используются для питания индукционных печей, в которых можно расплавить до 200 кг цветных металлов и до 100 кг черных металлов, в печах типа ИПП. Такие печи чаще всего используют в лабораторных условиях для опытных плавок, когда есть необходимость быстрой смены сплава.
Среди несомненных достоинств транзисторных преобразователей — компактность, легкость в управлении и бесшумность работы.
Печь индукционная для плавки металла
Индукционная печь – это нагревательное устройство, где для плавки стали, меди и других металлов применяется метод индукционного воздействия (металл нагревается токами, возбуждаемыми не переменным полем индуктора). Некоторые считают индукционные печки одним из видов отопительных приборов сопротивления, однако отличие состоит в способе передачи энергии нагреваемому металлу. Сначала электрическая энергия становится электромагнитной, затем опять электрической, и только в самом конце превращается в тепловую. Индукционные печки считаются самыми совершенными из всех газовых и электрических (муфельные, сталеплавильные, мини печки), благодаря своему методу нагрева. При индукции тепло выделяется внутри самого металла, и использование тепловой энергии является наиболее эффективным.
Индукционные печи делятся на два типа:
- с сердечником (канальные);
- без сердечника (тигельные).
Вторые считаются более современными и полезными (отопительные приборы с сердечником, из-за своего устройства, ограничены в мощности). Переход от канальных к тигельным печкам начался еще в начале 1900-х. На данный момент они широко применяются в промышленности.
Однако, на данный момент, выплавка стали чаще производится при помощи такого нагревательного сооружения как дуговая сталеплавильная печь, в ней для плавки используется тепловой эффект, а он является более удобным и практичным. Своими руками вы можете сделать множество несложных нагревательных конструкций. Например, очень популярна самодельная плавильная печь. Если вы решили соорудить нагревательную мини конструкцию своими руками, необходимо знать ее устройство. Видов индукционных печей существует много, но мы опишем только некоторые из них. При необходимости, вы сможете воспользоваться нужными схемами, чертежами и видео записями.
Компоненты индукционной печи
Для простейших конструкций существуют только две основные части: индуктор и генератор. Однако, вы сможете добавить что-то свое, усовершенствовать агрегат, с помощью нужных схем. Индуктор Нагревательная катушка является важнейшей составляющей. От нее зависит абсолютно вся работа нагревательного сооружения. Для самодельных печек с маленькой мощностью допустимо использование индуктора из голой медной трубки с диаметром 10 мм. Внутренний диаметр индуктора должен быть не менее 80 мм. и не более 150 мм., количество витков – 8-10. Необходимо учесть то, что витки не должны соприкасаться, поэтому расстояние между ними должно составлять 5-7 мм. Также никакая часть индуктора не должна касаться его экрана
Генератор Вторая по важности составляющая печи – генератор переменного тока. При выборе схемы генератора следует всячески избегать чертежей, дающих жесткий спектр тока
В качестве того, что НЕ нужно выбирать приведем популярную схему на тиристорном ключе.
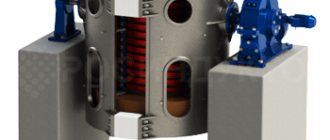
Устройство тигельной печи
Внутри находится плавильный тигель со сливным носком (“воротником“). По внешним бокам конструкции, в вертикальном положении расположен индуктор. Далее идет слой тепловой изоляции, а вверху располагается крышка. С одной из внешних сторон возможно наличие подвода тока и охлаждающей воды. Снизу находится устройство для сигнализации износа тигля.
Как сделать индукционную печь
Сначала нужно собрать генератор для индуктора. Здесь вам понадобится схема К174ХА11. Трансформатор должен быть намотан на мини-кольцо с диаметром 2 сантиметра. Вся обмотка выполняется проводом с диаметром 0,4 сантиметра и должна составлять 30 витков. Для первичной обмотки характерно наличие ровно 22 витков провода с диаметром 1 миллиметр, а во вторичной должно содержаться всего 2-3 витка такого же провода, но уже сложенного в четыре раза. Индуктор надо сделать из 3 мм. проволоки с диаметром в 11 мм. Должно быть ровно 6 витков. Чтобы настроить резонанс, лучше всего установить обычный или мини светодиод.
Особенности установки
Каждая конкретная индукционная печь укомплектована, помимо всего прочего, подробной инструкцией, содержащей подробные технические данные и правила эксплуатации.
Наиважнейшие из них предусматривают:
- — строгое слежение за температурным режимом во время эксплуатации, так как даже незначительное нарушение разрушить футеровку;
- — температура воды, поступающей к индуктору должна быть достаточно высокой для данного помещения, иначе возможно образование большого количества конденсата на трубках индуктора водяных паров, и возникнет опасность электропробоя между витками индуктора;
- — перегрев воды на выходе из индуктора также недопустим, во избежание образования накипи на стенках труб, нарушающей теплообмен;
- — размещение оборудования в закрытых помещениях, расположенных не выше 1 км над уровнем моря, с положительной температурой, нормальной влажностью воздуха без агрессивных примесей.
За работой индукционных печей должны следить квалифицированные специалисты, проводить профилактический осмотр и вовремя устранять недостатки.