Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.
Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Труба для теплообменника.
В производстве теплообменников для конвекторов itermic используется цельнотянутая труба (бесшовная) диаметром 16 мм и толщиной 0,5 мм следующих Европейских производителей: Cupori, Halcor, Wieland.
Алюминиевая ламель высотой 50 мм., длинной 100 мм, изготавливается из алюминиевой фольги толщиной 0,35 мм. Более частое гофрирование ламели увеличивает ее площадь теплоотдачи.
Чем смазывать обрабатываемы детали
Веретенное масло
В качестве смазочной жидкости используют веретенное масло с добавлением олеиновой кислоты. Состав имеет хорошие эксплуатационные характеристики, такие как текучесть и проникающая способность, необходимые для контактирующих поверхностей. Олеиновая кислота является разновидностью поверхностно-активных веществ и при воздействии на металлическое покрытие, снижает твердость металла, силу трения, возникающую при контакте дорна и поверхности отверстия.
Температура нагрева контактирующих тел уменьшается, в результате обрабатываемая покрытие получается менее шероховатым и на кромке деформирующего дорна не остается никаких наростов.
Количество кислоты в составе смазочного средства не должно превышать 10 процентов. Прекрасные качественные характеристики достигаются именно при такой концентрации. Превышение этого показателя будет нецелесообразно и не даст лучшего эффекта.
Метод дорнования с помощью ударных импульсов является наиболее совершенным и распространенным, по сравнению с другими схемами деформации внутренней поверхности детали.
Сборка теплообменника.
Ламели насаживаюся на медную трубу, далее происходит дорнование — перемещение вращающегося стального шара под давлением металлического штока по всей длине трубы. Труба диаметром 15,88 мм после дорнования становится 16,65 мм. Этот метод необходим в производстве теплообменников т. к. он убирает воздушную пробку между трубой и алюминиевой ламелью обеспечивая 100% контакт теплопередачи.
Теплообменник после дорнования.
После дорнования получается касета, в последующем к ней припаяют калач и фитинги и она станет теплообменником
Дорнирование ствола своими руками
Работа механических узлов машин сопровождается серьезной нагрузкой на поверхность деталей, особенно это касается различных отверстий.
Верхний контактный слой металла берет на себя львиную долю механических воздействий и усилий, предотвращая разрушающее влияние на внутренние слои. Чем прочнее будет этот внешний слой, тем общая износостойкость изделия будет выше.
Чтобы искусственно укрепить поверхность отверстий, применяют такой технологический прием, как дорнирование отверстий.
В машиностроении дорнование – это применение процесса укрепления поверхности отверстия методом калибрования или протягивания деформирующего. Кроме этого, дорнирование позволяет получить формообразующую либо чистовую обработку ствола отверстий. Слой, который укрепляется, может быть разной толщины, это зависит от величины натяжения.
Назначение и сферы применения дорнирования
Как вкратце говорилось выше, дорнирование необходимо, чтобы укрепить поверхность стволов отверстий, придать им большую прочность, таким образом повышая износостойкость изделия.
Все это осуществляется за счет возможности пластически деформировать металл на протяжении зоны контакта при помощи дорна. Дорны бывают двух типов: скольжения и качения.
Чаще всего процесс протекает при холодном состоянии заготовки.
Когда инструмент дорн с определенным уровнем натяга движется по стволу, вместе с укреплением стенок решаются и другие задачи:
- подгонка диаметра отверстия под нужные параметры, стволов отверстий прямоугольного сечения до нужных размеров;
- избавление от неровностей, любых шероховатостей, которые были допущены предыдущей обработкой ствола;
- возможность сформировать определенную форму сечения, например, создать шлицы, борозды или оригинальный рисунок на внутренней поверхности.
Дорнирование применяется не только в гражданском машиностроении, но и на оружейном производстве. С его помощью укрепляют оружейные стволы танковых и других машин, используют при изготовлении гильз.
Когда планируется применить дорнирование к тому или иному отверстию, важно, чтобы дорн имел диаметр больший, чем поперечное сечение ствола отверстия на толщину натяжения. Все это очень точно рассчитывается, чтобы не было разрыва заготовки
Разновидности
Под разновидностями дорнирования понимают свободный и несвободный процесс проведения операции. Когда дорнирование свободное, изделие, а именно его поверхность, не ограничивается в возможности деформирования. Приемлем такой вид процесса при объемных работах с трубами электросварными либо при бесшовном литье, где толщина стенки ствола определяется как усредненная величина.
Дорнирование свободное не подходит для таких заготовок, как, например, трубы с тонкими стенками ствола. Здесь применяют несвободное дорнирование, которое позволяет избежать следующих последствий:
- осевого смещения заготовки;
- понижения устойчивости вдоль направления ствола;
- выглаживания металла с недостаточным качеством.
Для реализации операции несвободного дорнирования деталь перед прохождением дорна закрепляют в специальных обоймах жесткой и упругой конструкции.
Использование любого из способов дорнирования требует применения смазочных материалов, чтобы уменьшить трение, ускорить процесс обработки, избежать порчи заготовки или инструмента.
Разновидности и технологические особенности
По технологическим особенностям выполнения дорнирование может быть свободным и несвободным. При свободном дорновании, которому преимущественно подвергаются бесшовные и электросварные трубы со стенками средней толщины, величина деформирования наружных поверхностей обрабатываемых изделий не оговаривается.
В зависимости от способа закрепления детали дорнование может быть свободным или в обоймах
Несвободному дорнованию преимущественно подвергаются внутренние отверстия в тонкостенных трубных изделиях. При выполнении такой технологической операции гарантируется отсутствие следующих последствий обработки:
- искривление оси обрабатываемой заготовки;
- снижение устойчивости заготовки в ее продольном направлении;
- наличие участков поверхности, выглаживание которых выполнено некачественно.
Чтобы обеспечить такое высокое качество обработки, при несвободном дорновании изделие закрепляют в специальных обоймах, отличающихся высокой жесткостью и упругостью. Нередко такую операцию совмещают с холодным редуцированием, в процессе которого диаметр обрабатываемого отверстия и инструмента уменьшаются под воздействием низких температур.
Варианты совмещенного процесса дорнования-редуцирования
Параметры дорнования
Процесс деформации заготовки сопровождается следующими показателями:
- обычным и относительным натягом;
- скоростью протекания процесса деформирования;
- силой, с которой выполняется деформация;
- относительной деформацией.
Натяг – основной показатель дорнования обрабатываемого отверстия. Его определяют разницей между диаметром отверстия детали и величиной поперечного сечения применяемого инструмента. Если значение параметра слишком большое, то дальнейшее обрабатывание изделия будет нецелесообразным. Покрытие может получиться с недостаточной степенью шероховатости.
При выборе натяга учитывают прочность и пластичность рабочей заготовки. Значение относительного натяга дорнования получают методом деления размера отверстия на обычный натяг.
Чтобы результат обработки изделия получился нормальным, допуск на размер отверстия детали сравнивают с величиной натяга. Половина от этой величины должна превышать значение допуска на размер отверстия.
Силой дорнирования является то усилие, которое создает дорн при воздействии на стенки трубы или гильзы в направлениях как радиальном, так и осевом. При давлении дорна в радиальном направлении на отверстие, площадь поперечного сечения трубы будет увеличиваться. Если инструмент оказывает усилие в направлении оси – удаляются мелкие шероховатости и неровности на внутренней стенке трубы.
Относительная деформация показывает изменение по результатам дорнования наружного диаметра обрабатываемой заготовки. Данный показатель измеряется в процентах.
Основные параметры
Специалисты руководствуются такими параметрами дорнования, как:
- обычный и относительный натяг;
- скорость выполнения;
- сила выполнения;
- относительная деформация.
Для нормального дорнования допуск на размеры обрабатываемого отверстия должен быть в несколько раз меньше половины натяга
Натяг, который является одним из основных параметров дорнования, представляет собой разницу между диаметрами обрабатываемого отверстия и размером поперечного сечения используемого инструмента. Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
При дорновании прикладываемая к инструменту сила раскладывается на осевую и радиальную составляющие
Под силой, с которой выполняется дорнирование, подразумеваются усилия, которые инструмент оказывает на стенки отверстия в радиальном и осевом направлениях. При помощи усилия, оказываемого инструментом в радиальном направлении, увеличивается поперечное сечение обрабатываемого отверстия, а сила, создаваемая дорном в направлении оси обрабатываемой заготовки, позволяет удалить мельчайшие неровности с ее внутренней поверхности.
Относительная деформация, измеряемая в процентах, дает возможность определить, насколько изменился при дорновании наружный диаметр обрабатываемого изделия.
Цилиндрические пробойники для кожи
Профессиональные инструменты, которые используют для пробивки отверстий в кожевенной промышленности или в шорно-седельном производстве, конечно же, отличаются от бытовых инструментов как своими качественными характеристиками, так и прочностью используемых материалов, но и самодельный вариант может быть тоже хорошим.
Если вам необходимо сделать отверстие большого диаметра (для люверсов, заклепок) стоит использовать дырокол в форме металлической трубы с острым краем. У него может быть резиновая или пластмассовая рукоятка, и вы можете дополнительно оснастить его технологическим отверстием, чтобы удалять выбитые кожаные круги. Выбрав разный диаметр трубок от 1,5 до 18,8 миллиметров, вы сможете делать разные по размерам отверстия.
Для выполнения отверстия на кожаном изделии, его нужно будет уложить на ровную твердую поверхность, сделать разметку, пробойник поставить вертикально, и прижать рукой трубку, слегка провернув её. В результате вы получите аккуратное, с ровными краями отверстие, которое сделал ваш цилиндрический пробойник.
Профилометр
Профилометры для цехового контроля шероховатости поверхности типа 240 ( ГОСТ 9504 – 60) предназначены для 6 – 12-го классов.
Профилометры сразу показывают на индикаторе среднюю квадратичную величину неровностей поверхности в микронах.
Профилометры весьма удобны в эксплуатации.
Профилометр позволяет определять чистоту поверхности в отверстиях диаметром от 8 5 мм. С дополнительными устройствами прибор может также записывать про-филограмму. Малый датчик профилометра предназначен для измерения небольших деталей, в частности цилиндрических поверхностей диаметром от 8 мм. Помимо самописца, к прибору выпускается приставка для оценки чистоты поверхности по параметру – глубина сглаживания ( G) с диапазонами измерений: 0 – 1 25; 0 – 6 25 и 0 – 12 5 мк. Устройство рассчитано на использование его в процессе обработки. Сигнальная лампочка, расположенная на передней панели, горит до тех пор пока величина G не достигнет заранее установленного на приборе значения.
Профилометр должен быть рассчитан на измерение поверхности с регулярным профилем любой формы, а также поверхностей, отклонения неровностей которых от средней линии можно рассматривать как стационарный случайный процесс. На основе разложений в ряд Фурье можно предъявить определенные частотные требования к измерительному тракту щуповых приборов, для обеспечения правильного воспроизведения измеряемого Процесса или входной функции.
Профилометр Киселева, как и профилометр Аббо-та, – электромагнитный прибор, в котором катушка, жестко соединенная с ощупывающей алмазной иглой, перемещается в поле постоянного магнита. При ощупывании неровностей поверхности в витках катушки возбуждается ток, который поступает па интегрирующий контур и после усиления на стрелочный прибор, на котором отсчитывается величина среднего ква-дратического отклонения высот неровностей.
Профилометр показывает числовое значение измеряемого параметра шероховатости.
Профилометры этого типа используют преобразователи из длинных пластинок сегнетовой соли, работающих на изгиб ( фиг. Игла 1 прижимается под действием собственного веса подвижной части 2 преобразователя к испытуемой поверхности детали 3, устанавливаемой либо на плите 4, либо на столике 5, в зависимости от размеров детали. Подвижная часть с ощупывающей иглой совершает возвратно-поступательное перемещение в направлении стрелки а. Привод 6 с подвижной частью 2 может перемещаться по направляющей колонке стойки 7 в вертикальном направлении, занимая положение, определяемое размерами испытуемой детали.
Профилометры применяются для оценки чистоты поверхности в пределах 5 – 12-го класса чистоты. Оценка чистоты поверхности 10 – 14-го классов осуществляется микроинтерферометрами Линника.
Профилометр в данном случае неприменим, так как он царапает поверхность слепка и искажает форму неровностей.
Профилометры и профилографы применяют для лабораторного исследования чистоты обработанной поверхности.
| Обозначение шероховатости, когда все поверхности имеют одинаковую шероховатость.| Обозначение шероховатости, когда часть поверхностей остается в состоянии поставки.| Обозначение одинаковой шероховатости для части поверхностей. |
Профилометры предназначены для непосредственного показа среднего арифметического отклонения профиля поверхности Ra. Профилографы записывают профиль поверхности в виде про-филограммы. На рис. 36, а показан про-филограф-профилометр, а на рис. 36, б – принцип действия этого щупового прибора.
Профилометр 253 имеет аналогичную конструкцию и техническую характеристику, но вместо индуктивного датчика в нем использован механотрон. Высокая чувствительность механотрона позволила значительно упростить электрическую схему прибора.
Профилометр используется для исследования поверхности путем ощупывания иглой. Возникающие при перемещении колебания иглы, возбуждают электрический ток в катушке, с которой соединена игла. Сила тока пропорциональна скорости движения иглы. Через цепь усилителей профилометр присоединяется к осцило-графу, на экране которого можно наблюдать в увеличенном виде как вертикальные, так и горизонтальные перемещения иглы.
Калач для теплообменника.
Калач имеет важную составляющую теплообменнике. Теплоноситель проходя через калач испытывает гидравлическое сопротивление (потеря энергии на трение по длинен и потеря энергии при изменении формы и сечения канала). Следовательно он подвергается внутреннему абразивному износу, что приводит к уменьшению стенки калача и последующей его протечки. Itermic использует Итальянкий калач толщиной 1 мм без заужения сечения на изгибе.
Толщина калача.
В среднем калач толщиной 0,45 мм истирается теплоносителем за 5 лет, поэтому itermic использует калач толщиной 1 мм., это позволило предоставить партнерам завода гарантию на все теплообменники 10 лет. По указанной ссылке вы можете скачать паспорт качества калача.
Фитинги для теплообменника.
Itermic использует фитинги для теплообменников со встроенным воздухоотводчиком на подаче и обратке. И теперь можно не боятся и перепутать их местами (подачу и обратку), что массово происходит при монтаже. Мы заметили часто повторяющуюся ошибку монтажников и исправили ее.
Пайка теплообменника.
При пайке фитингов и калачей для теплообменников Itermic используется только качественный припой от немецкой компании VIEGA.
Осталось только припаять и теплообменник готов!
Ну а теперь спросите своего поставщика по конвекторам! Что они используют при производстве конвекторов? 1) Какой диаметр трубы, ее толщина, марка, шовная или бесшовная? 2) Калач — его толщина, есть ли заужение на изгибе? 3) Какая конфигурация алюминиевой ламели в стандартном теплообменнике 1 ряд две трубы, 50 мм на 100 мм?, если меньше то площадь поверхности нагрева меньше, следовательно теплоотдача ниже! 4)Какой припой используется при пайки калача и фитингов? 5) Делает ли ваш производитель дорнование теплообменника? 6) какая гарантия и рабочее давление? Мы можем ответить на любой вопрос интересующий вас! А сможет ли ответить на эти вопросы ваш поставщик???
Любой конвектор itermic можно изготовить с корпусом из нержавеющей стали, с дренажем или без для бассейнов и любых мест с повышенной влажность.
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия. Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу. В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Читать также: Масло индустриальное и 20а применение
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технология и виды дорнирования отверстий
Работа механических узлов машин сопровождается серьезной нагрузкой на поверхность деталей, особенно это касается различных отверстий. Верхний контактный слой металла берет на себя львиную долю механических воздействий и усилий, предотвращая разрушающее влияние на внутренние слои. Чем прочнее будет этот внешний слой, тем общая износостойкость изделия будет выше. Чтобы искусственно укрепить поверхность отверстий, применяют такой технологический прием, как дорнирование отверстий. В машиностроении дорнование – это применение процесса укрепления поверхности отверстия методом калибрования или протягивания деформирующего. Кроме этого, дорнирование позволяет получить формообразующую либо чистовую обработку ствола отверстий. Слой, который укрепляется, может быть разной толщины, это зависит от величины натяжения.
Схемы выполнения дорнования
Различают следующие схемы металлообработки заготовок дорнированием:
- при помощи растяжения;
- способ сжатия;
- совместное применение растяжения и сжимания образца.
Важно подойти правильно к выбору схемы обработки заготовки. Схема определит значения осевого напряжения изделия
Объемное обрабатывание детали выполняется по другим схемам:
- пассивная;
- нейтральная;
- активная.
Перечисленные схемы дорнования оказывают влияние на значение осевого напряжения и требуют специальных механизмов – подвижных опор, позволяющих ограничивать укорачивание детали при воздействии на нее дорна. При увеличении значения натяга степень шероховатости внутренней поверхности заготовки будет уменьшаться. Данная методика предусматривает предварительную механическую обработку отверстия перед использованием дорна.
Дорны используют двух видов движение:
- покачивания;
- скольжения.
Инструмент движется внутри заготовки с заданным показателем натяжения, используя смазку. Чтобы улучшить результат обработки и уменьшить усилие дорнования, смазочный материал подают внутрь отверстия навстречу движения дорну путем распыления.
Приспособление для выполнения виброобработки металлических изделий состоит из:
- дорна;
- вибрационного суппорта, который позволяет закреплять на нем образец;
- гидропривода;
- поршня.
Дорн — устройство С помощью устройства эффективно обрабатывают внутренние стенки втулок, гильз и цилиндров.
Объемное и поверхностное дорнование
Существует два вида дорнирования стволов и труб, при котором не образуется стружка, – объемное или поверхностное. При выполнении объемного дорнования обработка осуществляется по всему поперечному сечению заготовки. В результате такой технологической операции, выполняемой при помощи инструмента, оснащенного несколькими зубьями, можно сформировать поверхность, шероховатость которой будет находиться в интервале 0,04–0,63 мкм, а точность – соответствовать 11 единицам по шкале IT.
Схема объемного дорнования отверстий малого диаметра
При помощи объемного дорнования обрабатываются отверстия большой длины, трубные заготовки или изделия, выполненные в виде гильз. Такая операция, которой можно подвергать отверстия практически любой длины, сохраняя их прямолинейность, является хорошей альтернативой черновому растачиванию.
Схема обработки детали поверхностным дорнованием
При выполнении поверхностного дорнования можно получить внутреннюю поверхность, шероховатость которой будет находиться в пределах 0,04–0,32 мкм, а точность – соответствовать 6–9 единицам. При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
- шлифование;
- хонингование;
- развертывание;
- выглаживание.
Назначение и технологические особенности
В процессе эксплуатации любого изделия, в том числе и изготовленного из металла, основную нагрузку воспринимает его наружная поверхность, в то время как внутренние слои остаются практически нетронутыми. В качестве такой нагрузки, в частности, может выступать термическое воздействие, а также внешние факторы, приводящие к коррозии или интенсивному износу металла.
Основная задача, которую решает дорнование, являющееся методом обработки металлического изделия, заключается в том, чтобы обеспечить его надежную защиту от вышеуказанных негативных факторов. Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
Дорн – инструмент для дорнования. Различают дорны качения и дорны скольжения
Дорнование, выполняемое при помощи специального инструмента, который передвигается по внутренней поверхности отверстия с определенной степенью натяга, позволяет решить следующие задачи:
- приведение размеров внутреннего сечения обрабатываемого изделия в соответствие с требуемыми значениями;
- устранение шероховатостей, имеющихся на внутренней поверхности обрабатываемого отверстия;
- улучшение прочностных характеристик металла, формирующего внутреннюю поверхность отверстия.
Если вы планируете выполнить дорнование, следует иметь в виду, что диаметр обрабатываемого отверстия должен быть всегда меньше поперечного сечения используемого инструмента на величину натяга.
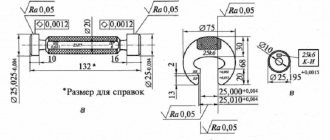
Примеры деталей после дорнования
Зачем нужно
При эксплуатации каких-либо деталей, устройств или приборов различную нагрузку воспринимают в основном внешние слои. Тогда как внутренние слои сохраняют постоянную структуру, не деформируются. Правило распространяется на изделия из любых материалов — дерево, камень, керамика, металл.
Негативное воздействие может оказываться не только на поверхность предмета, но и какие-либо внутренние его элементы — отверстия, разрезы, выемки.
Механические повреждения
При сильном ударе может серьезно повредиться внешняя поверхность детали, что может привести к растрескиванию (могут повреждаться внутренние отверстия, различные выемки). Также внутренние элементы и поверхности могут повреждаться естественным путем. Простой пример: некоторые трубы используются для выбрасывания тяжелого промышленного мусора, который может оставлять на внутренней поверхности трубы небольшие повреждения и вмятины, что в конечном итоге приведет растрескиванию и даже разрушению трубы.
Коррозия
При контакте воды с некоторыми металлами может образовываться коррозия, которая негативно влияет на качество деталей. Также большое значение имеет длительность контакта — большинство современных сплавов хорошо переносят краткосрочное воздействие воды, тогда как при длительном контакте вода может вступить в химическую реакцию с металлом, что приведет к коррозии. Помимо неприятного внешнего вида коррозия негативно влияет на твердость материала, что делает металл хрупким.
Резкие перепады температур
Большинство современных сплавов плавятся при очень высоких температурах, однако нужно учитывать, что в случае резкого охлаждения или нагрева некоторые металлы становятся достаточно хрупкими. Также в большинстве случаев серьезно страдает лишь внешняя поверхность, тогда как внутренняя структура сохраняется. Особенно критично это в случае металлических деталей с отверстиями нестандартной формы (с резьбой, с различными запирающими элементами).
Агрессивная внешняя среда. Многие химически активные вещества могут достаточно серьезно повреждать внешний слой металла при контакте. Примеры химикатов — это различные щелочи, кислоты, взрывчатые вещества. Также опасность того или иного соединения определяются степенью токсичности — одни химикаты лишь немного разъедают внешнюю оболочку, вторые создают трещины в материале и так далее.
Типы дорнования в зависимости от крепления детали
Дорнование бывает несвободным и свободным — в зависимости от того, закреплены исходные детали на станке или нет во время обработки.
Технология свободной обработки простая, но имеет ряд недостатков, а главный минус заключается в том, что она не подходит для обработки тонкостенных изделий. Однако на практике свободную технологию очень часто используют при дорновании бесшовных или электросварных труб.
Технология несвободного дорнования является более предпочтительной, хотя и менее практичной, а подходит она для обработки труб с любой толщиной стенок.
При несвободном дорновании детали закрепляются на станке — это позволяет добиться следующих эффектов:
- Форма детали полностью сохраняется, образование каких-либо случайных изгибов, зигзагов и неровностей исключено полностью.
- Полностью сохраняется устойчивость, твердость детали во всех направлениях (особенно это критично в случае продольного направления).
- Поверхность детали полностью зачищается от различных неровностей и дефектов, несвободное дорнование обеспечивает обработку высокого качества.
Для проведения несвободного дорнования деталь закрепляется в специальных тисках-обоймах. Они должны соответствовать ряду требований — высокая упругость, очень высокая жесткость (в противном случае деталь будет соскальзывать). Если нужно уменьшить диаметр труб, то в таком случае дорнование может совмещаться с технологией холодного редуцирования — подобная практика широко используется на заводах всех пост-советских государств.
Виды процесса дорнования
Обработка дорнованием классифицируется по следующим признакам:
- виду обработки (объёмное и поверхностное);
- технологическим особенностям (свободное и несвободное);
- методу воздействия на внутреннюю поверхность (растяжение, сжатие, комбинированное воздействие);
- количеству и расположению зубьев на поверхности инструмента.
Выбор метода и вида такой обработки зависит от характерных особенностей деталей. Так для получения качественной поверхности стволов или труб с неравножёсткой втулкой применяют метод с обеспечением разного воздействия на отдельные участки внутренней стенки.
Для обработки не осесимметричных заготовок применяют дорны с специально расположенными зубьями.
С помощью свободного дорнования обрабатывают поверхности бесшовных и электросварных труб. Толщина стенок может достигать средних размеров.
Объёмное и поверхностное дорнование
Объёмная обработка производится давлением по всему внутреннему периметру. Для улучшения требуемого качества применяются многозубчатые дорны. Они позволяют добиться высокой точности обработки вплоть до 11 класса. Степень шероховатости Ra получается равной от 0,63 до 0,04 микрон.
Поверхностное дорнование относится к методам поверхностной пластической деформации.
Оно позволяет получить следующие показатели точности: IT от 6 до 9 единиц, шероховатость Ra в пределах 0,32-0,04 микрон. Объемным дорнованием осуществляют обработку сварных прямошовных труб.
Пластическое деформирование и калибровка
Такой способ обработки предполагает воздействие на поверхность металла инструмента, создающего давление в точке соприкосновения. В этом случае происходит последовательное изменение внутренней структуры металла. Благодаря процессам скольжения и двойникования происходит изменение структуры слоёв на уровне атомной решётки. Такое воздействие приводит не только к изменению внешней формы детали, но и его физических и механических свойств. При правильно разработанном способе пластического деформирования удаётся получить поверхностный слой с улучшенными характеристиками
Особенно это обстоятельство важно, когда нельзя подвергать металлическую деталь термической обработке, например, изготовленную из аустенитных или ферритных материалов
Методом калибрования обрабатывают отверстия у заготовок, имеющих небольшую длину. Для обработки применяют калибрующие шарики, дорны, другой калибровочный инструмент. В этом случае его проталкивают сквозь отверстие для получения ожидаемого эффекта.
В этом случае основным параметром оценки технологического воздействия является натяг. Он создаётся благодаря разнице внутреннего диаметра отверстия и диаметра инструмента. В зависимости от решаемой задачи калибровка выполняется с малым или большим натягом.
При калибровании с малым натягом воздействию подвергается только поверхностный слой. Такой обработке подвергают трубы, втулки, вкладыши имеющие толстые стенки. Наиболее приемлемым считается отношение величины стенки к радиусу отверстия более 0,5.
Применение большого натяга приводит к увеличению глубины воздействия и может распространяться на всю толщину обрабатываемого изделия. Это приводит к увеличению внутреннего диаметра, изменению внешних размеров, снижению качества обработки, возникновению неравномерных внутренних напряжений (изменение физико-механических свойств).
Для проведения калибровки необходимо провести качественную предварительную обработку. В результате последующего калибрования точность обработки повышается на 30%. Например, для стали класс точности повышается на две единицы, для бронзы на 3, для чугуна на один класс.
Метод ударных импульсов
Он основан на измерении параметров деформации металла после воздействия импульсного механического воздействия. В момент кратковременного удара возникают ультразвуковые колебания, которые вызывают уплотнение поверхности обрабатываемой детали.
Такой метод успешно применяется при производстве изделий большой длины. Например, дорнование труб осуществляется методом ударных импульсов.
Применение различных методов дорнования позволяет обрабатывать внутренние поверхности изделий различной длины и произвольного диаметра. В результате обработки удаётся получить высокое качество поверхностного слоя, без нагрева и механического воздействия (фрезеровки, зенкования и так далее).
Описание процесса
Дорнование — это специальная технология обработки материалов, которая позволяет увеличить прочность его поверхностей. На практике большое распространение получило дорнование отверстий (трубы, запирающие механизмы). Осуществляется с помощью специальных инструментов, которые называют дорнами — они представляют собой жесткий рабочий инструмент (обычно с зубцами).
При обработке дорн двигается в отверстии с натягом, происходит уплотнение внешней поверхности материала. За счет этого у детали формируется специальный твердый слой, который обладает повышенными параметрами твердости. Обратите внимание, что дорнование выполняется в холодном виде — для обработки не требуется ни нагрев целиком, ни локальное повышение температуры. Помимо улучшения физических свойств поверхности технология решает некоторые вспомогательные задачи:
- Коррекция диаметра сечения. Инструмент-дорн во время обработки может срезать поверхностный слой полностью или частично — благодаря этому можно увеличивать диаметр сечения отверстия до нужных значений. Также рекомендуется использовать дорн только для небольшой коррекции — в случае серьезного отклонения от нормы следует использовать какие-либо другие методы обработки (пример — сверление).
- Устранение шероховатостей, мелких дефектов. При дорновании происходит полноценная зачистка и выравнивание поверхности. Если на детали были какие-либо дефекты (выступы, шероховатые элементы, маленькие выемки), то дорн во время обработки их срежет полностью. Поэтому дорнование можно использовать в качестве вспомогательного метода шлифовки.