Изготовление гнутого швеллера
Опубликовано 20 Июл 2013 Рубрика: Механика | 2 комментария
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
. гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
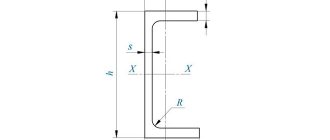
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1.
Установим заготовку, прижав ее к рабочей поверхности упора №1.
2.
Нажмем на педаль листогиба – выполним первый сгиб.
3.
Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
4.
Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Основные способы гибки балки и швеллера
Швеллер, как и его ближайшая родственница — двутавровая балка, — может быть согнут в трех направлениях: по полкам, то есть в горизонтальной плоскости, и по стенкам (вертикально). В последнем случае гибка может проводиться полками внутрь или наружу.
По особенностям деформации, которые приобретает заготовка, выделяют гибку плавную и местную. Результатом плавной становится деталь криволинейной формы, имеющая один или несколько радиусов. При более простой, местной, образуется профиль с прямыми концами, объединенными под нужным углом (обычно методом сварки). Преимущество плавной гибки швеллера в том, что она не нарушает целостности заготовки и не имеет сварных швов, которые, даже несмотря на прочность, становятся “зонами уязвимости”.
И, наконец, по технологии исполнения гибка может быть ручной или автоматической. Ручная выполняется по заранее нарисованному радиусному шаблону. Если работа ведется с твердыми материалами — такими, как сталь, — для нагрева зоны гиба используется ацетиленовая горелка. Провести такую операцию можно даже в гаражных условиях, но качественный результат не гарантирован.
В отличие от этого полукустарного способа автоматическая гибка швеллера на профилегибах помогает обойтись без нагрева заготовки, а за счет системы валков, которые проходит профиль, максимально точно соблюсти радиус. Этот способ также отличают универсальность, эффективность и возможность массовой обработки заготовок.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Особенности гибки двутавровой балки
Двутавр — стандартный профиль, который сгибается только по радиусу (плавно). В зависимости от назначения деформированного изделия различают два вида работы:
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
В домашних условиях гибка двутавра вряд ли возможна. Это габаритный и прочный профиль, который не возьмут устройства для изгиба того же алюминиевого профиля. Способ, описанный в разделе «Гибка швеллера в домашних условиях», также не подойдет, ведь полки выходят в обе стороны от поперечного сегмента. Если сделать разрез двух параллельных полок, при сгибе произойдет разрыв двух других. Если же последние предварительно разрезать, нарушится структура материала, и двутавровая балка перестанет выполнять несущую функцию.
Приведенные выше советы помогут начинающим специалистам гнуть металлический швеллер или двутавр. Во многих городах страны есть предприятия, готовые выполнить описанные работы на профилегибочных станках. Обратиться к ним намного выгоднее, чем покупать оборудование на свои деньги. Согнуть швеллер же в домашних условиях не составит труда, если под рукой имеется нужный инструмент. Если вам известны иные способы плавного или местного изгиба профилей, поделитесь своими навыками в комментариях к статье.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Как согнуть швеллер по радиусу?
С уважением, Вячеслав
Лучшие ответы
На левом кольце — 20 резов, на правом — 40 резов, смоделировано в Кореле в масштабе 1:1 25 мм или сантиметров? 25 мм можно гнуть совсем без резов…
Автокад сам не нарисует. Подобные вещи можно посмотреть в Справочнике конструктора-машиностроителя например Анурьева. Там все размеры секторов, радиусы и зазоры приводятся. Если не найдете справочник, нарисуйте в масштабе и на чертеже определите количество резов, с учетом зазоров на сварочные швы.
Чтобы подстраховаться от разгиба, с выпуклой стороны, тоже необходимо приваривать несколько ограничителей, по мере изгиба.
Конечно можно, только надо еще и дискретность знать.
Можно гнуть с резами. Но сам видел как гнули рельс только нагревая резаком.
-ответ
Это видео поможет разобраться
Ответы знатоков
Насечками болгарки, потом сварить стыки. Если конечно же завода поблизости нет какого нибудь
Руками точно не получится
На вальцах. Нагревом. Надрезами. Короче — не проблема.
Штангой. На двух шарнирных опорах. Можно прикинуть вес, рассчетом
Радиус дуги — в СТУДИЮ. И — в какую сторону загнуть? В сторону рёбер жёсткости, или в сторону основания? Или, вовсе в сторону одного ребра. Вариантов — от» Только со сваркой», до «Брось на опоры и попрыгай»
От радиуса зависит.. Советы — от вальцев до резака..
Как согнуть то, чему намеренно придавали геометрию неизгибаимости? Очевидно только деформировав это нечто, либо выполнив составное изделие. Читайте СП 16.13330.2011 Стальные конструкции.
Есть специальные станки
Лонжерон рамы грузовика имеет сложную конфигурацию и просчитан не только на изгиб, но и кручение. Штамповка- наиболее простой и технологичный способ и, именно из полосы. То же касаемо прицепов и полуприцепов. В России же все обычно упрощается до уровня телеги.
Скорее всего потому, что гораздо легче купить листовой металл, и самим согнуть его в форму швеллера. Это будет намного дешевле, чем покупать прокатные профили, и даже дешевле, чем сразу покупать гнутый профиль. Видимо расчетная нагрузка это позволяет.
Так дешевле. А её вполне достаточно.
1. Возможно их не устраивает стандартный профиль, им нужен свой нестандартный размер высоты полок например 107мм. 2. Возможно их не устраивает толщина стеночки, она примерно в два раза тоньше полок, например у №14 полки 10мм стенка 6мм. Если её ещё и обработать то будет очень тонко, мало припуска. Такие тонкие стеночки не проходят по прочности или жесткости, конструктор заложил гнутую полосу. 3. Возможно так дешевле. 4. Возможно кто-то из отдела снабжения получает за это откаты (покупая именно полосу в определенном месте, ну делится с кем надо естественно)
5. Возможно конструкторская документация и технология устарели и не технологичны, а внести изменения нету желания и возможности из-за того, что это приведет к другим изменениям в конструкции и тд.
Извините, но швеллер широко применяется для простых, без изгибов, рам грузовиков. В остальных случаях легче отштамповать лонжерон сложной формы, нежели сделать его из швеллера.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Как согнуть швеллер по радиусу
Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Особенности изгиба швеллера
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.