При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
.. | Соединение металлических труб,
Соединение металлических труб , имеющих разный диаметр или форму. Как соединить трубы .
Водогазопроводные трубы и электросварные трубы используют для газоснабжения, разводки отопления, обустройства канализации, изготовления разнообразных конструкций в машиностроении, авиастроении, сельском хозяйстве. При этом необходимо соединение двух или нескольких труб между собой.
Преимущества использования стальных труб — трубы легко сгибаются, свариваются газом, конструкция герметична, и работа занимает небольшое время, конструкция служит не менеее 20 лет и не нуждается в частом ремонте. Однако металлические трубы подвергаются коррозии и имеют большой вес. Существуют оцинкованные металлические трубы, а также трубы с полиэтиленовым покрытием или нанесением эпоксидного состава на них. При закапывании в землю трубопроводов используют битумное покрытие на трубы.
На сегодняшнее время возможны следующие варианты соединения стальных труб :
соединение стальных труб сваркой,
соединение труб с помощью фитингов,
стыковка труб , используя фланцы.
Сварка стальных труб
В зависимости от необходимого качества и используемого материала, сваривать металлические трубы можно: электродами, применяя электродугу, аппаратами для газовой сварки, аппаратами MIG/MAG (плавящимся электродом в среде газа) и TIG (неплавящимся электродом в среде газа, чаще всего аргона).
Перед сваркой кромки труб обязательно очищаются от ржавчины, окислов,снимается фаска. Сварочный шов заполняется расплавленным металлом, в результате чего шов становится более ровным и герметичным. Если выполняется сварка газовых труб встык, то шов должен быть выпуклым и ровным по всей его длине.
При сварке газовой горелкой окончание шва происходит с небольшим напряжением,чтобы исключить непровар. Используется газовая горелка с двумя ниппелями. К одному ниппелю присоединяется баллон с кислородом, ко второму — баллон с горючим газом или газогенератор. Кислород смешивается с горючим газом в горелке, образуя на выходе из сопла пламя,нагревающее трубы. Газовую сварку стальных труб используют в основном для труб с толщиной стенки не более 4 мм, т. к. есть риск перегрева области шва,что делает его менее прочным.
Сварка труб стальных водопроводных или электросварных труб , труб из чёрного металла или стальных оцинкованных производится с помощью полуавтомата или используется ручная дуговая сварка. Такая сварка применима для труб с небольшим диаметром и тонкими стенками, толщиной 1,5 — 5 мм. Для сварки водопроводных труб чаще всего используют дуговую сварку,а также автоматическую или полуавтоматическую. Используется листовая горячекатаная сталь. Для соединения профильной чёрной и нержавеющей трубы также применяют дуговую сварку. При сварке профильной трубы с толщиной 0,8 мм стык сваривается короткой дугой, при толщине 0,8 — 3,0 мм — обычной дуговой сваркой, более 3 мм — применяют дуговую сварку с плавящимися в газе электродами. При сварке профильной трубы приваривают корень шва трубы,но сам металл не должен прижигаться.
Перед дуговой сваркой труб отопления очищают торцы, снимают фаску, трубы центрируют между собой, прихватывая в 3-4 точках по всей окружности трубы, затем обваривают шов, заполняя фаску сварочным материалом на 2/3 высоты фаски. Сначала используют меньший электрод, диаметром 3мм, затем — если необходимо более высокое качество — наклыдвают сверху второй шов с электродом большего диаметра. Поверхность стыка вычищают,удаляют остатки шлака. При ручной сварке отопления с помощью полуавтомата используют смесь газов, которые состоят из аргона, углекислого газа, кислорода. При такой сварке диаметр сварочной проволоки должен соответствовать трубе. Обычно используют проволоку, диаметром 1 — 1,2 мм, чтобы сварить трубы,толщиной стенки до 5мм. Между удалением электрода и соединением поверхности не должно пройти много времени, т.к. это грозит застыванием поверхности и ухудшением качества шва.
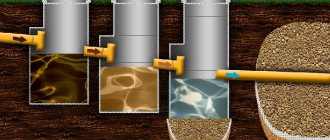
Если в конструкции одна труба большего диаметра другой, то такие трубы соединяют при помощи фланцев — специальных плоских колец с отверстиями для шпилек и болтов. Фланцы стальные широко применяют для трубопроводного транспорта и коммунального хозяйства. Фланцевые соединения состоят из фланцев, прокладки, крепёжных изделий. В зависимости от параметров фланцевые конструкции разделяют на цельные и свободные. Цельные претерпевают одинаковые нагрузки вместе с корпусом. Цельные фланцы различают:
1) литые — производят как одно целое с корпусом,
2) стальные, которые имеют резьбу на шейке, исползуется для трубопроводов с низким давлением,
3) воротниковые — изделие, сваренное впритык,
4) фланцы плоские стальные приварные — для технологических трубопроводов.
Свободные фланцы в свою очередь делят на:
фланцы с буртом ( применяют в агрессивных средах),
фланцы на отбортованной трубе,
фланцы на приварном кольце (для трубопроводов из цветных металлов и нержавеющей стали).
Фитинги стальные — соединяющая часть трубопровода, которую применяют для поворотов и разветвления, перехода на другой диаметр трубы. Это соединение обеспечивает герметичность перекрытия трубопровода. Фитинги, которые соединяют концы труб с одинаковым диаметром, называют прямыми, с разным диаметром — переходными. Они бывают резьбовые, сварные, обжимные и фланцевые.
Фитинги для труб подразделяют на:
отводы стальные , углы трубы (для поворота трубопровода на 45, 90, 120 град),
муфты соединительные — предназначены для соединения одинаковых труб на прямом участке,
тройники и коллекторы — соединение труб без сварки в одном направлении от основной трубы. В квартирах при тройниковой схеме разводки трубопровода ведутся трубы от общего стояка к местам потребления воды, при коллекторной схеме — к каждой точке потребления воды.
крестовины — в двух направлениях от магистральной трубы,
переходники на трубы — для соединения труб разного сечения и типа (например полипропилен и металл), имеет 2 — 4 отверстия. С помощью переходников можно соединять круглую и квадратную трубы, для большей герметичности нужно выбирать переходники, имеющие наиболее подходящие размеры.
заглушки, колпаки, пробки — герметичное закрытие концов труб,
штуцеры — для соединения с гибким шлангом.
Фитинги для стальных труб выпускают с диаметром условного проходы (Dy) — 8 — 100 мм.
Для стыковки труб разного диаметра используют также футорки — переходники (имеют вид втулки,гайки), которые имеют внутреннюю и наружную резьбу, причём у наружной резьбы диаметр больше внутреннего.
© 2001-2020 АО Металлоторг, Все права защищены металлопрокат, катанка, оцинковка, листы хк, гк, листы оцинкованные холоднокатаные, профильные трубы Металлоторг — продажа металлопроката
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Сварка изделий из металлического уголка
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Если угловую заготовку нужно приварить торцом, сварка выполняется как при классическом тавровом соединении, которое подробно описывает ГОСТ.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение.
Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Соединение уголка с плоской поверхностью не вызывает затруднений. Если требуется приварить уголок с прилеганием полки к плоскости, швы вдоль полки надежно крепят уголок.
Как варить, технология
Важно правильно расположить электрод, в одной плоскости он наклоняется в сторону его перемещения, а в другой плоскости по биссектрисе относительно угла между деталями.
Настраивается ток в зависимости от толщины металла и диаметра электрода по формуле, важно знать, что если ток будет низкий, то произойдет залипание электрода, если ток будет высокий, то соответственно будут прожеги.
Выбирается сам электрод, соблюдается техника безопасности. Выполняется технологическая подготовка свариваемых деталей, делается зазор примерно 2 мм, выполняются прихватки.
Видео
В данном ролике наглядно показано, как важно сделать прихватки перед свариванием.
Если одна свариваемая деталь тоньше второй, то нужно избегать непровара и прожега путем захватывания и переноса металла более толстой детали на тонкую. Движение электрода так же может быть слева направо, справа налево, верхнее положение и нижнее. Так же следует выбрать колебательное движение электродом наиболее удобное и подходящее для высокого качества сварки.
Отбивается шлак и зачищается поверхность металлической щеткой. Если в ходе работы закончился электрод, следует отбить шлак во избежании непровара, зачистить и продолжить сварку с конечной точки.
Что бы избежать наплыва, подреза, непровара и прочих дефектов, выдерживайте правильный угол и следите за сварочной ванной. Скорость сварки должна быть такой, что бы формировался сварной шов с заданными размерами.
Совет! Так же как и в тавровом соединении, угловой шов удобно делать “лодочкой”, если такое положение возможно.
Установка петель
Чтобы ворота хорошо открывались, следует выбирать петли на подшипнике или шарике. Разметка петель производится не ближе чем 30 – 40 см к краям рамки, после чего петли привариваются на её поверхность. Для надежности сварочного соединения, петли с начало навариваются на металлические пластины (толщиной в 4мм), а потом эти пластины привариваются к воротне и столбу.
Когда петли будут установлены, можно заняться и установкой засова. Как засовом, пользуются вертикальными штырями. Изготовление такой конструкции не является таким уж и сложным, кроме этого, сама по себе данная конструкция обладает высокой надежностью.
Ворота из уголка своими руками видео:
Для наведения порядка и освобождения места, занимаемое накопившимися вещами, собирают металлический стеллаж. Готовую конструкцию можно купить или сделать своими руками. Если вес предметов невелик, в качестве материала используют алюминиевый уголок. Для хранения заготовок на зиму в городских квартирах на балконе устанавливают стеллажи из стальных уголков. Для размещения большого количества тяжелых предметов делают стеллаж из труб в гараже, сарае, погребе.
Как согнуть уголок в кольцо своими руками
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Преимущества и недостатки стеллажей из металла
К достоинствам металлических конструкций относятся:
- Надежность и прочность. Полки без повреждений могут выдержать солидный вес.
- Легкость ухода.
- Износоустойчивость. Даже при интенсивной эксплуатации металлические стеллажи из труб сохраняют характеристики и внешний вид без изменений.
- Полное соответствие требованиям пожарной безопасности.
- Хранение предметов из любого материала.
- Металлический каркас устойчив к воздействию влаги, перепадам температуры.
Из недостатков отмечают:
- сделать стеллаж из металлопрофиля сложнее, чем из дерева;
- цена металлических конструкций больше.
Типы стеллажей
При выборе варианта системы хранения из металла учитывают сложность изготовления и условия эксплуатации:
- Модульные конструкции собирают из перфорированного профиля разных типоразмеров. Они надежны, при необходимости легко меняется высота полок. Однако цена «кусается».
- Алюминиевые каркасы привлекательны по внешнему виду, небольшой вес позволяет быстро переносить разборный стеллаж на другое место. Минусами считают высокую цену и деформацию от ударов.
- Из профильных труб можно делать стеллажи любого размера и конфигурации. Полки выдерживают большой вес. Для изготовления потребуется сварочный аппарат и навыки работы с металлом.
- По цене и трудозатратам каркасы из металлических уголков аналогичны предыдущему варианту, но уступают по прочности и эстетичности.
- Профиль CD для крепления гипсокартона хорош тем, что для сборки каркаса не нужна сварка и дорогостоящие инструменты. Продается в магазинах стройматериалов по доступным ценам.
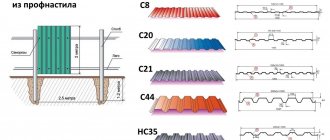
Забор из профлиста
В данной статье покажем вам фотографии и дадим подробное описание как сделать установить столбы, сделать прожилины из металлического уголка для забора из профнастила своими руками одним человеком.
Для столбов под будущий забор были куплены трубы длиной от трех до четырех метров, стенка у все разная, трубы сварены между собой, так как брал все на пункте приема металла.
Вместо прожилин они же лаги использовал уголок сорок на сорок, толщиной 3-4 миллиметра, на профильную трубу 40*20 миллиметров деньги тратить не стал.
как выбрать трубы для забора, минимальная длина три метра
Заливал столбы вручную бетономешалкой, столбы в землю ставил от 1 метра до 1,2 метров, хоть уровень промерзания грунта у нас в регионе примерно от 1 до 1,5 метров, столбы тяжелые и так будут стоять.
по шнуровки устанавливаем столбы, расстояние между столбами 2,5 метра
цемент для столбов под забор, без него ни как
Все столбы обязательно устанавливаем по шнуровки, ставим сначала первый и последний столб, после их бетонирования мы натягиваем бечевку между ними и ставим остальные столбы. Краску для столбов использовать не стал, покрасил столбы грунтовкой по ржавчине.
забетонировал все столбы, покрасил грунтовкой по ржавчине
Приварил уголок для профлиста.
ставим столбы для забора с лагами для профлиста
Расстояние между двух уголков составляет 1,5 метра, это оптимальная ширина, сверху и снизу листа будет по 25 сантиметров.
приварили верхний уголок к столбу по уровню
Общий вид с обратной стороны.
свариваем столбы между собой металлическим уголком, все по уровню, чтобы саморезы не скакали
Часть уголков обрезал с краю, а в некоторых как на фото ниже сделал пропил в самом уголке, замерив ширину трубы изначально. Потом все обвариваем со всех сторон и будет счастье.
привариваем металлический уголок к круглому столбу
привариваем уголок к круглому столбу для забора
стыковка прожили из уголка для забора под профлист
В данном случаи уголок был торцованный и с него отрезал только край, по размерам допустил ошибку, сверху наварил еще пластинку.
уголок металлический для столба
Хочу заметить жёсткость забора намного выше чем из профильной трубы.
лаги из уголка для забора из профнастила
выставляем уголок по уровню и прикручиваем
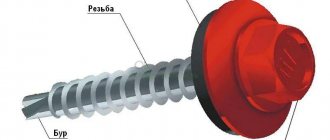
Крутить саморезы для профнастила в металлический уголок 3-4мм очень сложно и должно, для облегчения я сначала сверлил дрелью, а потом уже шуруповертом крутил саморезы. Когда сверла все сломались, закручивал уже дрелью без трещетки, от этого уплотнитель на шайбе кое где мялся и приходилась менять их.
все саморезы для забора из профлиста крутим по шнуровки
забор из профлиста с металлическими прожилинами из уголка своими руками
забор с обратной стороны
Я люблю красоту во всем, даже в моем простом заборе, должно быть все красиво, а значит все саморезы нужно крутить по веревки, чтобы они не «скакали» по горизонтали.
как добиться одного горизонта для саморезов под профлист
шнуровка помогает крутить по центру уголка саморезы
перед монтажом листов мы все столбы и уголки покрасили в два слоя грунтовки
примерка первых листов для забора
забор из уголка своими руками фото
забор из профлиста своими руками фото
Соединение сваркой или болтами
Металлические конструкции, собранные на болтах, сделать проще, чем сварные стеллажи, однако их жесткость мала, поскольку в местах соединения есть люфты. Для повышения устойчивости каркас крепят к стене пластинами с отверстиями, прикрученными к стойкам. Их прибивают костылями или дюбелями. К стене из пено или шлакоблоков крепят анкерными болтами. Сборный вариант выбирают, если предполагается перестановка в недалеком будущем или нет возможности проведения сварочных работ. Каркасы из перфорированного уголка собирают без болтов. На горизонтальных перекладинах есть крючки, которые вставляют в пазы стоек. Однако такое соединение тоже страдает люфтами. Поэтому при установке высоких стеллажей конструкцию делают сварной.
Требования, предъявляемые к стеллажам
Чтобы металлический стеллаж был безопасным в эксплуатации, при установке руководствуются требованиями ГОСТ 16140-77:
- расстояние между стойками 0,9 — 2,9 м;
- ширина стеллажа 0,45 — 1,35 м;
- искривление стоек и поперечин не должно быть больше 3 мм на 1 м или 0,1% от длины;
- допустимое отклонение стоек от вертикали 1 мм на 1 м без нагрузки, а под действием веса 4 мм, но не больше 6 мм по длине;
- острые углы и кромки должны быть сглажены;
- если нагрузка не превышает 60 кг, полка не нуждается в дополнительной планке (ребро жесткости), под 90 кг устанавливается одна поперечина посередине, для 120 кг ― две;
- на сварных швах недопустимы трещины, непровары, наплывы, шлаковые включения размером больше 1 мм, подрезы глубже 0,5 мм.
Как собрать стеллаж из алюминиевого профиля своими руками
Сборка стеллажа своими руками из профиля по силам даже человеку впервые взявшемуся за это дело. Работать с ним проще, чем с деревом.
Материалы и инструменты
Для расчета, сколько потребуется материала, предварительно набрасывают эскиз с указанием габаритов и количеством полок. Размеры профиля выбирают в зависимости от предполагаемой нагрузки. Для соединения деталей потребуются саморезы с пресс-шайбами, так как крепление ими более надежно. Лучше взять остроконечные, поскольку сверловые проделывают большие отверстия, поэтому прочность уменьшается. Полки делают из досок толщиной 2 — 3 см, 10-миллиметровой и больше фанеры, листов ОСП не тоньше 12 мм.
Для работы нужно запастись инструментом:
- Рулеткой, карандашом или фломастером, угольником для проверки углов.
- Ножницами по металлу для резки профиля.
- Шуроповертом. Если каждый саморез вворачивать вручную отверткой, собирать каркас придется несколько дней.
- Ножовкой по дереву для нарезки полок. Процесс ускорится, если есть циркульная пила или электролобзик.
Процесс сборки
Когда материалы и инструменты подготовлены, приступают к сборке:
- На профиле намечают длину стоек, перекладин, поперечин по ширине полок. Чтобы стеллаж не получился кривым из-за ошибок с размерами заготовок, нужно повторно проверить правильность разметки.
- На боковых стенках профиля делают надрезы до основания и перегибают в этом месте. По линии сгиба отрезают заготовку.
- На поперечинах делают продольные надрезы на глубину равной ширине профиля вертикальных опор. Внутренние загибы, если они есть, срезают.
- Поперечины вставляют одна в другую, чтобы получилась заготовка прямоугольного сечения. Надрезанные концы отгибают на 90⁰. Таких деталей нужно по две для каждой полки. Их устанавливают с обеих сторон каркаса.
- Сборку боковин, чтобы не было перекосов, проводят на ровной поверхности, можно на полу. Между парой вертикальных опор вставляют поперечины. После проверки углов каждый отгиб прикручивают 1 — 2 саморезами.
- После готовности обеих боковин собирают стеллаж из профиля. Сначала устанавливают нижние перекладины, затем верхние. Если при проверке перекосы не обнаружены, крепят остальные. Вворачивать саморезы удобней, положив каркас набок. Закрепив детали с одной стороны, его переворачивают на другую.
- На стеллажи из профиля с широкими полками устанавливают дополнительные опоры снизу в середине нижней поперечины. После определения высоты на них делают отгибы и прикручивают саморезами.
- После замера нарезают полки. Для увеличения жесткости каркаса по углам делают вырезы, чтобы они заходили и на боковые поперечины. Для крепления дерева лучше взять саморезы с мелкой резьбой.
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом. В этом случае участок стыковки будет равен поперечному срезу планки. Если же распилить планки под углом 45 градусов, то срез будет заметно больше и, следовательно, соединение более прочным.
Однако дело не только в прочности. При таком соединении деталей рамка выглядит более элегантной. И все же, как правило, одного клеевого соединения бывает недостаточно. Даже на рамках средней величины, не говоря о больших, соединения следует дополнительно закрепить — гвоздиками, вставными или сквозными шипами, уголками.
Самая распространенная форма рамки — прямоугольная. Но она может быть и шести-, и восьмиугольной. Понятно, что у такой рамки стыковочные швы проходят под другим углом. Однако в любом случае этот шов должен делить угол самой рамки пополам.
Малейшее отклонение от заданного угла — даже на один или два градуса — приведет к тому, что планки по срезам невозможно будет вплотную пригнать друг к другу. А значит, точного и соответственно прочного соединения уже не получится.
Чтобы сделать раму для картины по схеме, описанной на стр, 206-209, надо иметь солидный набор материалов и инструментов и квалификацию столяра-краснодеревщика, Для наших домашних мастеров этот материал вряд ли будет иметь «прикладное» значение. Не те запросы, не те возможности.
Такие соединения можно увидеть на любой картинной рамке. Клеевой шов между двумя планками проходит точно под углом 45 градусов, то есть делит пополам прямой угол рамки.
Это делается так
- Нарезать планки согласно разметке.
- Срез обработать рубанком, в отдельных случаях только зачистить наждачной бумагой.
- Для дополнительной прочности на участках срезов просверлить отверстия для шипов.
- Срезы покрыть клеем и закрепить соединения с помощью зажимных приспособлений, пока клей не схватится.
- Закрепить рамы снаружи гвоздиками или с обратной стороны волнистой проволокой, либо уголками.
- При необходимости вклеить с внешней стороны тоненькие гребни.
Что вам потребуется
Материалы:
- Планки для рамки.
- Гвоздики с потайной головкой.
- Волнистая проволока.
- Картинные или оконные уголки.
- Клей.
- Шурупы.
- Тонкие деревянные пластины или кусочки фанеры для шипов.
- Деревянные стержни для шипов.
Инструменты:
- Пила со «спинкой».
- Сверло или сверлильный станок.
- Лучковая пила.
- Молоток.
- Стусло.
- Рубанок.
- Маркировочные штифты.
- Наждачная бумага.
- Зажимные устройства для рам.
Волнистая проволока и уголки
Как сделать металлический стеллаж из профильной трубы своими руками
В зависимости от возможностей каркас из профильной трубы собирают на болтах или сваривают. Альтернативный вариант из металлических уголков обойдется дешевле, так как их цена меньше. Для упрощения монтажа делают стеллаж своими руками комбинированным. Вместо трубы для боковых стоек берут металлический уголок.
Подготовительные работы
Для определения размеров стеллажа из профильной трубы нужно измерить место его установки. При установке по всей длине стены его боковины не должны доходить до углов на 10 — 15 см. Металлическую конструкцию для гаража, где мало места, делают высотой до потолка. За счет этого можно уменьшить длину и ширину без ущерба для вместительности. Высота и глубина полок зависят от размера размещаемых предметов. Определившись с параметрами, составляют чертежи с указанием общих габаритов, размеров и сечения деталей. Даже простой эскиз поможет избежать ошибок при нарезке заготовок и монтаже, а также точно подсчитать количество материалов.
Сборку рамы выполняют из профильной трубы сечением не меньше 20×20 мм со стенкой от 2 мм. Если предполагается хранить тяжелые предметы, размеры увеличивают до 20×40 — 20×50 мм. Полки делают из фанеры, досок, ДСП, для тяжелых вещей ― из рифленого железа. Под предметы большого размера достаточно настила из деревянных брусков или арматурных прутьев с промежутками.
Чтобы не сверлить множество отверстий при болтовом способе, детали соединяют элементами (хомутами) краб-системы. Они сделаны в виде металлических пластин с пазами, в которые вставляют соединяемые трубы. Затем хомуты стягивают болтами.
Процесс изготовления
Для удобства сборку рамы проводят на верстаке или большом столе. Для фиксации деталей потребуются струбцины. Монтаж выполняют в следующем порядке:
- Из труб нарезают заготовки стоек, поперечин, продольных перекладин по размерам, указанным на чертеже.
- Для сборки боковины на стойке намечают места установки поперечин. Их приваривают или закрепляют хомутами.
- После установки всех поперечин к ним присоединяют вторую стойку.
- Проводят зачистку сварных швов вровень с основным металлом.
- Используя готовую боковину как шаблон, сверху укладывают детали второй, фиксируя их струбцинами. Затем элементы сваривают. Если сборку выполняют болтовым способом, струбцины не нужны, иначе не получится поставить хомуты.
- На уровне поперечин к боковине приваривают продольные перекладины, а к ним вторую.
- К нижним торцам стоек приваривают металлические пластины.
- Для крепления полок к перекладинам с шагом 30 см приваривают металлические полоски с отверстиями под саморезы. Если каркас сваривают из уголка, закладные пластины не нужны.
- Готовую металлическую раму очищают от грязи и ржавчины, обрабатывают антикоррозийным составом, грунтуют, красят.
- Вырезанные по размеру деревянные полки обрабатывают антисептиком, покрывают олифой или окрашивают эмалью, после высыхания прикручивают к закладным.
Ферма (сечения из парных уголков)
Конструктивное решение фермы из парных уголков.
Фермы с элементами из парных уголков проектируют с узловыми фасонками, которые размещают между поясными уголками. Очертание фасонок определяется схемой узла и длиной швов, или количеством болтов, крепящих стержни решетки. Форма фасонкам должна быть простой для удобства их изготовления и сокращения отходов металла.
посмотреть модель ЗД в формате AutoCAD:
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС.ДИСК
посмотреть модель ЗД в формате Advance Stee:
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС.ДИСК
Торцы стержней решетки обрезают перпендикулярно их осей, однако в уголках шириной полок более 90 мм допускают косые резы. Для снижения концентрации сварочных напряжений, в торце уголков решетки не доводят до кромок поясов на расстояние a = 6tф– 20мм, но не более 80 мм (Здесь tф — толщина фасонки, мм). Такие же расстояния нужно соблюдать и между соседними элементами решетки в узле.
Элементы решетки приваривают к фасонкам двумя фланговыми швами с выводом их на торце на 20 мм. Для обеспечения передачи равнодействующей усилий, воспринимаемых каждым из двух швов, к центру узла (вдоль оси стержня) угловые швы распределяют по обушку и перу обратно пропорционально их расстояниям до оси элемента.
Как правило, фасонкой выпускают за обушки поясных уголков на 10-15 мм, однако в местах опирания на верхний пояс несущих элементов кровли, фасонки не доводят до кромок на 10-15 мм и в этом месте не приваривают . При толщине поясных уголков 10 мм или меньше (при шаге ферм 6 м) и 14 мм или меньше (при шаге ферм 12 м) необходимо в местах опирания ребер железобетонных плит покрытия усилить пояс накладками. Накладка имеет толщину 12 мм и приваривается по пояс продольными швами.
Рис. Опирания ребер железобетонных плит покрытия (а) и прогонов (б) на верхний пояс фермы
Прогоны крепят к поясам ферм через упоры из уголков. При их монтаже, перепад верха смежных прогонов должен превышать 20 мм, что достигается листовыми подкладками соответствующей толщины.
Сборка ферм на заводе-изготовителе осуществляется на специальных стендах в горизонтальном положении. После выполнения сварочных работ из доступного (верхнего) положения, ферму переворачивают и завершают сварку, выполняя оставшиеся сварные швы.
При кантовке вокруг одного из поясов, узловые фасонки, которые имеют малую гибкость вне плоскости фермы, могут погнуться.Чтобы этого не случилось, фасонке укрепляют специальными ребрами, расположенными в каждом узле хотя бы с одной стороны. Ребра, расположенные в плоскости стоек ферм, одновременно используются для крепления элементов вертикальных связей между фермами.
Изменение сечений поясных уголков выполняют на расстоянии 200-500 мм от центра узла, смещая стык в сторону меньшего сечения. По высоте элементы стыкуются, допускается смещать не больше чем на 1,5% высоты профиля. При большем смещении необходимо учитывать изгибающие моменты, возникающие вследствие этого в узлах.
Рис. Узлы ферм из парных уголков (а — изменение сечения верхнего пояса; б — установка дополнительных ребер из плоскости фермы)
Поясные уголки стыкуют с зазором не менее 50 мм, перекрывая стык накладками из листовой стали или уголков.
Сечение накладок и угловые швы, которые крепят, рассчитывают на усилие, которое действует в панели, где находится стык, то есть на поясные усилия.
Длина накладки определяется при условии размещения сварных швов. Монтажные узлы ферм выполняют с разрезной или сплошной фасонкой. Накладки приваривают к одной из сторон фасонок на заводе, а ко второй стороне — на монтаже. Для выполнение монтажной сварки обе отправные марки предварительно соединяют болтами.
Стойки в месте стыка проектируют крестового сечения, каждый уголок которого приварен на заводе к одной из сторон фасонок. Во время монтажа оба угла объединяют прокладками на болтах.
Рис. Монтажные узлы ферм из парных уголков: а — с разрезной фасонкой; б — со сплошной фасонкой
Высоту вертикальных накладок берут по большему значению hн, полученному при трех условиях:
обеспечение включения фасонки в работу на стыке hн≥ 2b;
размещение сварных швов, крепящихнакладки к одной стороне фасонок hн ≥ lw и рассчитанное на усилие N1 = 0,5×1,2 N;
по конструктивным соображениям hн≥ 250 мм.
Здесь: b — ширина вертикально размещенной полки поясного уголка; N — усилие в поясе.
В монтажном стыке со сплошной фасонкой, последняя приваривается на заводе на одной из отправочных марок, а в местах крепления элементов остальной части фермы предусматриваются отверстия (не менее двух для каждого элемента) под монтажные болты.
Вторая отправочная марка (без фасонок) транспортируется с временным взаимным закреплением нижнего пояса с примыкающим к нему раскосом инвентарной листовой деталью, которая предназначена не допустить раскачивания достаточно гибкого раскоса при транспортировке. Конец верхнего пояса остается свободным, потому что его жесткость, как правило, оказывается достаточной для сопротивления транспортным воздействиям.
После соединения двух отправочных марок болтами пояса, раскос приваривают монтажными швами, размеры которых определяются размерами фасонки. Стойки поясов перекрывают накладками, которые рассчитывают аналогично описанному выше варианту.
Фермы из парных уголков, пожалуй, самое простое конструктивное решение с точки зрения их проектирования. Ферма может быть с параллельными поясами, а может быть с уклоном. Принцип конструирования и расчета не меняется. Такую ферму можно считать по шарнирной схеме (при отсутствии расцентровок). Общий вид расчетной схемы:
После выполнения расчета, по полученным усилиям в стержнях, подбирают их сечения. Сечение стержней фермы представляет собой спаренные уголки.
В стержнях возникают только сжимающие и растягивающие усилия.
Стержни в которых сжимающие усилия (со знаком минус) считают как центрально-сжатые стержни:
Стержни в которых растягивающие усилия (со знаком плюс) считают как центрально-растянутые стержни:
В узлах фермы используют пластины толщиной 8-10 мм при напряжении в стержнях до 25 тн. При больших напряжениях, пластины ставят 12 мм. Посмотреть таблицу можно в серии. Список серий смотрите ниже.
Не забываем между пластинами ставить в стержнях маленькие пластинки, расстояние между ними примерно 600 мм (уточняем по расчету на гибкость). Ширина пластинки, примерно, 40-70 мм, а длина зависит от сечения уголка.
Уголки крепятся к пластинам на сварке. Общий вид опорных узлов фермы выглядит так:
Узлы крепления решетки к поясам фермы:
После расчета сварных швов назначают размеры пластин. Длина шва должна быть не меньше расчетной. Расчет сварных швов можно посмотреть здесь:
Полезные советы и идеи по компоновке
Функциональность металлического стеллажа улучшится, если реализовать рекомендации знающих людей:
- чтобы увеличить количество полок для хранения банок с заготовками их делают высотой 30 см;
- чтобы не отвлекаться от работы на поиски необходимого в гаражах и мастерских, верстаки встраивают в систему хранения;
- металлический стеллаж на колесиках со стендом для инструментов, удобно выкатывать для ремонта на улице;
- для увеличения полезной площади теплицы устанавливают стеллажи, на полки которых ставят ящики с почвой;
- место для колес и громоздких предметов можно оставить под нижней полкой, подняв ее на 60 — 70 см от пола;
- если на одной из полок сделать выдвижной ящик с ячейками для метизов, они всегда будут под рукой.
Самостоятельно сделанный металлический стеллаж не только дешевле заводского, но и удобней в эксплуатации. Его собирают с учетом особенностей помещения, количества и размера предметов. Сборку металлической конструкции с нужными параметрами можно выполнить даже без сварочного аппарата.