Сведения о производителе протяжного станка 7Б56
Разработчиком и изготовителем горизонтально-протяжного станка 7Б56 является Минский станкостроительный завод имени С.М.Кирова, основанный в 1881 году.
Станки, выпускаемые Минским станкостроительным заводом имени С.М.Кирова
- 7А510
— станок протяжной горизонтальный 100 кН - 7А534
— станок протяжной горизонтальный 250 кН - 7Б55
— станок протяжной горизонтальный 100 кН - 7Б56
— станок протяжной горизонтальный 200 кН - 8В66
— станок отрезной круглопильный автомат Ø 280 - 8В66А
— станок отрезной круглопильный автомат Ø 280 - 8Г662
— станок отрезной круглопильный автомат Ø 280 - 8Г663
— станок отрезной круглопильный автомат Ø 285 - 7523
— станок протяжной горизонтальный 100 кН - 7534
— станок протяжной горизонтальный 250 кН - МП8-876
— станок деревообрабатывающий комбинированный бытовой - МП8-1540
— станок деревообрабатывающий комбинированный бытовой
Горизонтально-протяжные станки для внутреннего протягивания. Станок 7Б510
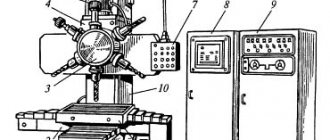
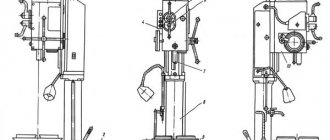
Отечественное станкостроение выпускает горизонтальные протяжные станки с наибольшей тяговой силой 25-980 кн, при наибольшем ходе каретки 1-2 м. На рис. 52 показан станок 7Б510. Он предназначен для протягивания сквозных отверстий. Применив специальные приспособления, на станке можно обрабатывать также и наружные поверхности.
Номинальная тяговая сила 100 кн; наименьшая и наибольшая скорости рабочего хода 1,5-9 м/мин, обратного хода 25 м/мин, подвода и отвода протяжки 15 м/мин; мощность электродвигателя поршневого насоса 17 кВт. При оснащении станка автоматической системой загрузки и выгрузки он может работать с автоматическим циклом.
Рис. 52. Горизонтальный протяжной станок 7Б510
Конструкция
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления левого конца протяжки 3, а правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки детали и сама деталь упирается в неподвижный корпус станины 5.
Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождают протяжку до тех пор, пока они не коснутся жесткого упора. При этом связь между протяжкой и патроном нарушается с помощью подпружиненного кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход-замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе: замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Гидросхема
Принципиальная гидравлическая схема станка показана на рис. 53. Поршневой насос высокого давления 30 типа НП4М на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Рис. 53. Гидравлическая схема станка 7Б510
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляемые соленоидами 24, 25, 26 и 27. Центральный золотник 33 вместе с закрепленным на его конце диском 35, под действием пружины 34 отжимается влево. В диске 35 имеется пять отверстий для прохода винтов 37, которые регулируют производительность насоса 30 (смещение статора). При подаче давления под поршень 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросхемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении. Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита (24, 25, 26 и 27) выключены, а поршневой насос 30 не качает масло, так как ротор и статор концентричны.
Подвод протяжки
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9. Вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2, через расточку в корпусе золотника, трубопровод 3-8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и 6. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Замедленный рабочий ход
В результате указанного выше перемещения полость I становится нагнетательной, полость II — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 23 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, и масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20-28 поступает во всасывающую полость поршневого насоса 30. Излишки масла, обусловленные разностью площадей штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25. Происходит дальнейшее смещение статора насоса 32 влево, увеличивается производительность насоса и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку, кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения производительности насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывается путевой выключатель 15 и выключает электромагнит 27 — происходит останов.
Обратный ход
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20-21 и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду неодинаковых площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения производительности насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого конца в патроне 4 (см. рис. 52), находящегося у корпуса 5.
7Б56 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Станок протяжной горизонтальный 7Б56 производился начиная с 1981 года. Станок снят с производства. В настоящее время заводом выпускаются более совершенные горизонтальные протяжные автоматы и полуавтоматы: 7А523, 7А534, 7А545, 7555.
Горизонтально-протяжной станок 7Б56 предназначен для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов. При помощи специальных приспособлений можно обрабатывать наружные поверхности.
Протяжной станок 7Б56 отличается большой производительностью, высокой точностью обработки.
Наиболее эффективно использование станка 7Б56 — в массовом и крупносерийном производстве. Простота переналадки станка позволяет применять его в мелкосерийном и единичном производстве.
По согласованию с заказчиком станок поставляется как в универсальном исполнении, так и со специальными приспособлениями и инструментом для обработки одной или нескольких определенных деталей.
Конструктивные особенности горизонтально-протяжного станка 7Б56:
- Гидравлический привод
- Бесступенчатое регулирование скорости рабочего и обратного ходов
- Механизированный подвод и отвод протяжки на всей длине резания
- Повышенная жесткость и виброустойчивость, позволяющие работать во всем диапазоне рабочих скоростей и тяговых усилий, сохраняя при этом хорошую чистоту обработанной поверхности и высокую стойкость режущего инструмента
- Централизованная принудительная смазка трущихся поверхностей
- Фильтрация масла в гидросистеме
- Сигнализация с помощью электроконтактного манометра о затуплении режущего инструмента
- Размещение пусковой и предохранительной электроаппаратуры на поворотной панели в отдельно стоящем электрошкафу облегчает ее обслуживание и увеличивает срок службы
- Высокая надежность работы электрооборудования благодаря применению бесконтактных путевых переключателей, слаботочной электроаппаратуры управления и электромагнитов постоянного тока
- Возможность встраивания станка в автоматическую линию
Станок аттестован по первой категории качества.
Шероховатость обработанных поверхностей Rz20—Ra 0,63 мкм.
Класс точности станка Н по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не превышает 108 дБА.
Проектная организация — Минское специальное конструктМоскваое бюро протяжных станков.
Основные технические характеристики горизонтального протяжного станка 7Б56
- Номинальное тяговое усилие — 200 кН (20 тс)
- Наибольшая длина рабочего хода салазок — 1600 мм
- Диаметр отверстия в планшайбе — 130 мм
- Скорость рабочего хода — 1,5 ÷ 11,5 м/мин
- Мощность электродвигателя привода главного движения — 30 кВт
- Масса станка — 5,2 т
Обзор металлообрабатывающего станка модели 7Б56
С 1981 года для промышленной области стал выпускаться протяжной станок модели 7Б56. Обрабатывают на протяжном станке данной модели методом правильной горизонтальной протяжки через сквозные отверстия детали. Сама же проводимая обработка является черновой, а состав обрабатываемых деталей — черные и цветные металлы, а также различные сплавы.
Внешний вид станка 7Б56
Протяжной станок 7Б56
В случае применения дополнительных инструментов появлялась возможность проводить и наружную обработку деталей. Данный аппарат обладал высокой точностью обработки и достаточно большой производительностью, чтобы использоваться для промышленных масштабов. Ниже приведено описание конструктивных особенностей и характеристик протяжного горизонтального станка 7Б56.
К его особенностям относятся:
- плавная регулировка скорости как рабочего, так и возвратного движения;
- гидравлический привод имеющегося протяжного механизма;
- хорошее качество обработанной поверхности, связанное с повышенной устойчивостью станка к вибрациям. Данное условие было достигнуто за счет повышенного уровня жесткости и позволяет одинаково работать во всем диапазоне тяговых усилий на любой скорости;
- автоматическая подача смазочного материала ко всем трущимся поверхностям, а также качественная фильтрация находящегося в гидравлической системе масла;
- срабатывание имеющейся сигнализации в случае, когда режущий инструмент затупится;
- наличие бесконтактных путевых переключателей, а также электромагнитов постоянного тока позволяет добиться высокой степени надежности и безопасности всего электрооборудования;
- возможность модернизации данного станка для последующей установки на автоматическую линию;
- точность обработки горизонтально протяжного станка 7Б56 относится к нормальному классу (H);
- общая длина рабочего хода имеющихся горизонтальных салазок составляет 160 см.;
- скорость движения протяжного механизма варьируется в диапазоне 1,5 – 11,5 метров в минуту;
- усилие гидравлической тяги равно 200 кН;
- наличие мощного электродвигателя в 30 киловатт, осуществляющего движение основного привода.
Гидравлическая схема протяжного станка 7Б56
7Б56 Расположение составных частей протяжного станка
Фото горизонтального протяжного станка 7Б56
7Б56 основные узлы протяжного станка
- электрооборудование
- рабочий цилиндр
- рабочие салазки
- пульт управления
- устройство охлаждения
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- приставная станина
- механизм фиксации и расфиксации
- вспомогательный цилиндр
- рабочий патрон
- рабочие салазки
- механизм регулирования хода станка
- бак для охлаждающей жидкости
- насосная установка
Основная станина служит для размещения главных частей станка: рабочего цилиндра и рабочих салазок, соосность которых обеспечивается постельными планками, приваренными внутри станины на всей ее длине. В передней части станину замыкает массивная опорная плита, в которой выполнено точное отверстие, строго соосное с рабочим цилиндром станка. Это отверстие используется для установки опорной планшайбы станка. Около опорной плиты предусмотрен склиз, по которому стружка с охлаждающей жидкостью попадает в приемный ящик, расположенный рядом с баком для охлаждающей жидкости. В передней части основной станины, внизу имеется механизм поддерживающего ролика. Его назначение — поддерживать протяжку, когда ее задний хвостовик выходит из вспомогательного патрона. Поддержка осуществляется вплоть до конца обратного хода рабочих салазок, когда задний хвостовик протяжки снова входит во вспомогательный патрон. В механизме предусмотрено регулирование с помощью пружинного устройства для работы с протяжками разного диаметра.
Рабочие салазки связывают шток рабочего цилиндра с рабочим патроном. Для установки рабочего патрона в них предусмотрена переходная втулка с конусным посадочным отверстием. Конструкция рабочих салазок позволяет передавать нагрузку непосредственно со штока гидроцилиндра на рабочий патрон с помощью специальной муфты и стяжки (рис. 68). Рабочие салазки, выпускаемых, горизонтально-протяжных станков перемещаются по одной плоской и по одной V-образной направляющим станины, что повышает геометрическую точность станка. В салазках предусмотрены привернутые направляющие планки, позволяющие производить компенсацию износа в направляющих. В нижней части салазок имеется копир для опускания поддерживающего ролика в основной станине, когда рабочие салазки подходят к опорной плите.
Механизм регулирования хода станка смонтирован в верхней части основной станины. Он выполнен в виде двух валиков, угловой поворот которых включает и выключает конечные выключатели, управляющие работой гидросистемы станка. Эти выключатели находятся снаружи основной станины в специальном корпусе. Настройкой положения закрепляемых на валиках кулачков обеспечиваются требуемые величины рабочего и замедленного ходов, а также величину замедленного хода и крайнее положение рабочих салазок в конце обратного хода. Поворот кулачков происходит под воздействием копира, укрепленного на рабочих салазках.
Приставная станина предназначена для монтажа механизмов, обеспечивающих подвод и отвод протяжки. Движения подвода и отвода сообщаются одновременно поддерживающему ролику 6 (см. рис. 67) и вспомогательным салазкам 8 от вспомогательного цилиндра 11. В конце подвода протяжки, когда поддерживающий ролик опускается в проем приставной станины, механизм 10 фиксации и расфиксации обеспечивает расцепление вспомогательных салазок от механизма подвода и отвода. Это позволяет вспомогательным салазкам сопровождать протяжку до конца резания, что становится возможным благодаря тому, что поддерживающий ролик 6 утоплен. В конце обратного хода вспомогательные салазки с помощью механизма фиксации и расфиксации вновь жестко соединяются с механизмом подвода и отвода. После этого начинается отвод протяжки, в начале которого поддерживающий ролик поднимается и становится опорой протяжки. Ее задний хвостовик закреплен во вспомогательном патроне.
При протягивании с сопровождением протяжки станок мод. 7Б56 работает в режиме полного полуцикла. Взаимодействие рассмотренных механизмов станка при этом отражено в табл. 21. При работе в режиме простого полуцикла исключаются из работы механизмы, расположенные в приставной станине. Последовательность действий при этом сохраняется полностью. Режим простого полуцикла применяется обычно при работе мелкими протяжками, например, шпоночными.
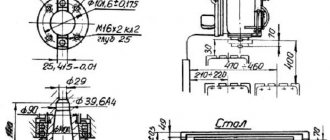
Наладочные размеры, определяющие возможности станка с точки зрения длины протяжки и длины, на которой обеспечивается сопровождение инструмента приведены на рис. 68.
7Б55 Расположение составных частей протяжного горизонтального станка
Расположение составных частей протяжного станка 7Б55
7Б55 основные узлы протяжного станка
- основной (рабочий) гидроцилиндр
- электрошкаф
- электродвигатель главного гидропривода
- гидробак
- электродвигатель вспомогательного гидропривода
- основная станина
- пульт управления
- опорная плита
- планшайба
- поддерживающий ролик
- вспомогательный патрон
- вспомогательные салазки
- вспомогательная (приставная) станина
- вспомогательный гидроцилиндр
- рабочий патрон
- рабочие салазки
- ползун-шток
- механизм регулирования хода ползуна
7Б56 Гидравлическая схема протяжного горизонтального станка
Гидравлическая схема протяжного горизонтального станка 7Б56 (Рис.153)
Гидропривод (рис. 153) осуществляет рабочие и вспомогательные движения исполнительных органов станка в рабочем цикле.
Протяжка подводится и отводится вспомогательным гидроцилиндром 31, который питается от пластинчатого насоса 22 через фильтр грубой и тонкой очистки 24 и 25. В исходном положении управляющий распределитель 28 находится в средней позиции. Масло от шестеренчатого насоса управления 6 подведено под оба торца гидрораспределителя 26, что удерживает его также в среднем положении. При этом правая часть гидроцилиндра 31 изолирована, а левая — соединена со сливом.
Нажатие кнопки «Пуск цикла» включает электромагнит Э6. Распределитель 28 переключается влево, соединяя магистрали 12 и 29 между собой, а трубопровод 27 со сливом, масло подается под правый торец гидрораспределителя 26, передвигая его влево. Трубопроводы 30 и 32 оказываются соединенными между собой и насосом 22. Давление в обеих полостях цилиндра 31 одинаково, площадь правой, бесштоковой полости больше, чем левой, — поршень движется влево и протяжка проводится к левому патрону. Масло из левой полости цилиндра перетекает в правую полость, увеличивая поток насоса 22.
Рабочий цилиндр 35 получает масло от радиально-поршневого реверсивного насоса 1. При рабочем ходе напорной является магистраль 13—33—34, а сливной 36—37—14. Часть сливающегося масла питает насос; избыток сбрасывается через клапанную коробку 7 и напорный золотник 8. При обратном ходе масло от насоса поступает через трубопроводы 14 и 36. Масло, вытекающее из цилиндра, не может пройти через обратный клапан 33 и перетекает из правой в левую части цилиндра через обратный клапан 37. Из бака масло забирается через обратный клапан 5 и клапанную коробку 7.
В исходном положении обе полости насоса 1 соединены трубопроводом 4 через переливной клапан 2 в позиции Б. Это предотвращает самопроизвольное движение салазок при неточной настройке нулевого положения насоса. Перед движением салазок клапан 2 переводится в положение А и полости насоса разъединены. В зависимости от направления (вправо — влево) смещения статора относительно ротора всасывающая и нагнетательная полости насоса меняются назначением, а следовательно, изменяется скорость перемещения салазок.
Различные смещения статора устанавливают при наладке регулировочными винтами 19, которые служат упорами для штоков поршней 21. Положение диска 20 и связанного с ним статора определяется одним поршнем 21. При включении электромагнита 31, переключающего распределитель 15, происходит рабочий ход, который ускоряется при дополнительном включении 32, вызывает обратный ход, который замедляется при включении электромагнита 34. Порядок и момент переключения электромагнитов зависят от расстановки конечных выключателей. Предохранительные клапаны 3 и 9, напорные золотники 10, 11, 23 и 38 сбрасывают часть масла на слив при повышении давления в определенных магистралях до значения, большего, чем давление при настройке.
Гидравлическая схема протяжного горизонтального станка 7Б56
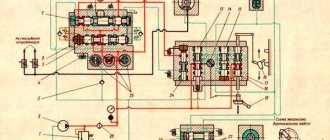
Гидравлическая схема станка (рис. 69). Две наклонные стрелки на условном обозначении рабочего 1 и вспомогательного 8 цилиндров означают, что они имеют регулируемое торможение (замедление) в конце хода при движении в обоих направлениях. Все гидравлические агрегаты станка смонтированы на баке 12 емкостью 1250 л. Толстыми линиями на рис. 69 показаны линии связей всасывания, напора и слива. Линии связи управления показаны тонкими линиями. Линии связи управления 4—7 позволяют контролировать давление в узловых точках гидравлической схемы. Давление контролируется с помощью манометра 3, к которому через гидропульт I последовательно подключается любая из перечисленных линий связи управления. Линия 4 позволяет контролировать давление в штоковой полости рабочего цилиндра при рабочем ходе; линия 5 — в бесштоковой полости рабочего цилиндра при обратном ходе; линия 6 — в линиях управления работой гидроагрегатов; линия 7 — в линии напора вспомогательного цилиндра. Кроме манометра 5 в гидравлической схеме станка предусмотрен управляющий электроконтактный манометр 2: Этот манометр» настраивают на давление, увеличенное примерно на 30% по сравнению с давлением в начале работы новым или заточенным инструментом. При затуплении протяжки максимальное давление в штоковой полости будет возрастать. Когда прирост давления достигнет 30%, что соответствует предельно-допустимой величине затупления, электроконтактный манометр включает сигнальную лампочку на пульте управления 4 (см. рис. 67) станка. Это сигнал к переточке или смене протяжки, чтобы исключить поломку инструмента и предупредить появление брака.
Вспомогательный цилиндр получает привод от лопастного насоса 10 (см. рис. 69), который под давлением подает масло через фильтр 11 к реверсивному гидрораспределителю управления. Предохранительный клапан 9 позволяет поддерживать давление на заданном уровне.
Агрегат III радиально-поршневого насоса включает в себя кроме самого насоса всю необходимую аппаратуру управления, позволяющую регулировать производительность насоса при переходе с обычного на замедленный ход и наоборот, менять направление движения штока, поддерживать давление в полостях рабочего цилиндра на заданном уровне.
Конечные выключатели 1ПВ—6ПВ дают команды на срабатывание золотников (распределителей) в системах управления движением рабочего и вспомогательного цилиндров. Станок может работать в режиме полного или простого полуцикла, а также в наладочном режиме. Циклограммы работы станка приведены на рис. 70. В квадратах показаны включенные в данный момент приборы.
Принципиальная гидравлическая схема горизонтально-протяжного станка 7Б55
Поршневой насос высокого давления 30 типа НП4М на рисунке показан условно. Трубопровод 28 связан со всасывающей полостью насоса, а трубопровод 29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19. Вспомогательный гидропривод состоит из шестеренного насоса 1, встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12 для подвода и отвода протяжки.
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному золотнику 33 и к механизму управления, в котором расположены четыре золотника-пилота, управляющие соленоидами 24—27. Центральный золотник 33 вместе с закрепленным на его конце диском 35 под действием пружины 34 отжимается влево. В диске имеется пять отверстий для прохода винтов 37, которые регулируют подачу насоса 30 (смещение статора). При давлении под поршнем 36 он упрется штоком в регулировочный винт 37 и ограничит продвижение диска 35 с центральным золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросистемы для полного цикла. В исходной позиции рабочие салазки находятся в крайнем правом положении, протяжка — в отведенном положении Нажатием кнопки «Пуск» на пульте управления включаются насосы. При этом все четыре электромагнита 24 — 27 выключены, а поршневой насос 30 не подает масло, так как ротор и статор концентричны.
Подвод протяжки осуществляется нажатием кнопки управления на пульте. При этом включается электромагнит 9, вспомогательный золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от шестеренного насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 8 поступает под правый торец основного золотника 4 и перемещает его в крайнее левое положение, соединяя трубопроводы 2 и б. Масло поступает в бесштоковую полость вспомогательного цилиндра и перемещает протяжку. В конце подвода протяжки срабатывает путевой выключатель 13, который выключает электромагнит 9 и включает электромагнит 27. В результате этого масло идет под поршень 36 и смещает влево статор насоса в положение, отрегулированное винтом 37 (как показано на схеме). Одновременно с этим левый конец протяжки своим хвостовиком попадает в автоматический патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Медленный рабочий ход. В результате указанного выше перемещения полость 1 становится нагнетательной, полость 11 — всасывающей. Масло по трубопроводу 29 поступает под правый торец дифференциального золотника 25 и смещает его влево до упора. Трубопровод 29 сообщается с трубопроводом 21, масло поступает в штоковую полость рабочего цилиндра 19 и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости, по трубопроводам 20 и 28 поступает во всасывающую полость насоса 50. Излишки масла, обусловленные разностью объемов штоковой и бесштоковой полостей, сливаются через золотник 22, который поддерживает постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой выключатель 17. При этом включается электромагнит 25, происходит дальнейшее смещение статора насоса 32 влево, увеличиваются его подача и скорости перемещения рабочих салазок. В конце рабочего хода, при входе первых калибрующих зубьев протяжки в заготовку кулачок нажимает на путевой выключатель 16, который выключает электромагнит 25. Начинается замедленный рабочий ход в результате снижения подачи насоса, так как эксцентриситет блока насоса уменьшается. В конце рабочего хода срабатывает путевой выключатель 15 и выключает электромагнит 27 — происходит остановка.
Обратный ход осуществляется при включении электромагнита 26. Блок поршневого насоса смещается влево, трасса 28 становится нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает под левый торец дифференциального золотника 23 и перемещает его в крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20 — 21, и обе полости рабочего цилиндра 19 сообщаются таким образом с линией нагнетания насоса. Ввиду разности площадей, находящихся под давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих салазок кулачок нажимает на путевой выключатель 17, который включает электромагнит 24. При этом начинается замедленный ход вследствие уменьшения подачи насоса. В конце обратного хода срабатывает путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит остановка салазок, автоматическое освобождение левого конца протяжки и зажим правого ее конца в патроне 4 (см. рис. 51), находящегося у корпуса 5.
Отвод протяжки осуществляется в конце замедленного обратного хода. Нажатием кулачка на путевой выключатель 18 (рис. 52) включается электромагнит 10. Золотник, управляемый этим магнитом, занимает 82 правое положение и соединяет трубопроводы 3 и 5. Масло от насоса 1 по трубопроводу 2 через расточку в корпусе золотника, трубопроводы 3 и 5, поступает под левый торец золотника 4 и перемещает его в крайнее правое положение, соединяя трубопроводы 2 и 11. По этим трубопроводам масло поступает в штоковую полость вспомогательного цилиндра 12 и перемещает протяжку. В конце отвода протяжки срабатывает путевой выключатель 14, который выключает электромагнит 10. Происходит остановка салазок вспомогательного патрона. После установки очередной детали для обработки цикл повторяется.
Простой цикл отличается от описанного тем, что при нем в работе не участвуют механизм подвода и отвода протяжки.
Циклограмма работы протяжного станка 7Б56 в режиме полного и простого полуцикла
Циклограмма работы протяжного станка 7Б56
В режиме полного полуцикла (см. рис. 70,а) последовательность работы станка будет следующей. В исходном состоянии рабочие и вспомогательные салазки будут находиться в крайнем правом положении. Исходное положение поршня рабочего гидроцилиндра на рис. 69 показано тонкими линиями. Переключатель режима работы станка на пульте управления 4 (см. рис. 67) установлен в положение «Полный полуцикл».
После нажатия кнопки управления (КУ) «Пуск цикла» реверсивный золотник направляет масло от лопастного насоса 10 (см. рис. 69) в бесштоковую полость вспомогательного цилиндра 8. Поршень вспомогательного цилиндра перемещается влево, осуществляется подвод протяжки, в конце которого срабатывает конечный выключатель 6ПВ. Этот выключатель дает команду на включение гидрораспределителя, направляющего масло от радиально-поршневого насоса в штоковую полость рабочего цилиндра. Начинается рабочий ход. Одновременно реверсивным гидрораспределителем отключается подача масла во вспомогательный цилиндр.
Конечный выключатель ЗПВ настраивается так, чтобы срабатывание его происходило в момент входа калибрующих зубьев протяжки в обрабатываемую деталь. При этом в системе управления радиально-поршневым насосом включается гидрораспределитель, уменьшающий производительность насоса, что приводит к снижению скорости резания. Конечный выключатель 1ПВ, срабатывающий в конце рабочего хода, дает команду на прекращение подачи масла в штоковую полость рабочего цилиндра, станок останавливается.
Для начала обратного движения необходимо снова нажать кнопку «Пуск цикла». При этом включается гидрораспределитель, направляющий масло от радиально-поршневого насоса в бесштоковую полость рабочего цилиндра. При обратном ходе масла из штоковой полости через обратный клапан 12 (см. рис. 69) будет вытесняться в бесштоковую полость. Срабатывание конечного выключателя 4ПВ дает команду на включение золотника, уменьшающего производительность радиально-поршневого насоса, что приводит к снижению скорости обратного хода. Конечный выключатель 2ПВ, который срабатывает в конце обратного хода, дает команду на прекращение подачи масла в рабочий цилиндр, и одновременно дается команда на подачу масла в штоковую полость вспомогательного цилиндра. Начинается отвод протяжки. Конечный выключатель 5ПВ срабатывает в конце отвода протяжки и дает команду на прекращение подачи масла во вспомогательный цилиндр. Станок останавливается.
Режим простого полуцикла отличается тем, что в работе не участвует механизм подвода и отвода протяжки. В наладочном режиме гидросистема станка позволяет независимо управлять движениями рабочих и вспомогательных салазок.
Скорости рабочего и обратного ходов рабочих салазок настраивают с помощью четырех винтов механизма управления насосом. Настройка скоростей должна производиться только на наладочном режиме. Двумя винтами настраивается скорость рабочего хода и скорость рабочего замедленного хода. Другими двумя винтами настраивается скорость обратного хода и обратного замедленного хода. Величина скорости рабочего хода определяется оптимальной стойкостью инструмента применительно к конкретным условиям обработки. При этом необходимо учитывать, что величина скорости рабочего хода ограничивается не только заданной стойкостью, но и силами резания при протягивании конкретной детали. О силах резания в процессе протягивания можно судить по показаниям манометра. В паспорте станка приведены графики режимов работы станка в зависимости от величины силы резания при протягивании. Поскольку вся ранее выпущенная документация основана на старой системе единиц, в Приложениях 2 и 3 приведены соотношения этих единиц с обязательными в настоящее время единицами системы СИ. Например, для станка мод. 7Б56 номинальная сила тяги 200 кН будет соответствовать показанию манометра примерно 8,2 МПа. Наибольшая скорость резания допускается при силе резания до 100 кН. При силе резания 200 кН допустимая скорость резания будет составлять только 8,5 м/мин.
Следует иметь ввиду, что скорость рабочего хода обычно регулируется на наладочном режиме без нагрузки. При протягивании деталей, когда гидросистема работает под нагрузкой, наблюдается «посадка», т. е. уменьшение скорости по сравнению с отрегулированной скоростью. Величина посадки зависит от давления в системе на рабочем ходе. При давлении 10 МПа под нагрузкой посадка составляет 1,2 м/мин. Для меньших рабочих давлений величину посадки нужно пропорционально уменьшить.
Скорость обратного хода и замедленная скорость обратного хода настраиваются заводом-изготовителем. В процессе эксплуатации эти скорости изменять не рекомендуется.
7Б55 Схема протяжной операции
Схема протяжной операции горизонтального станка 7Б55
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
Схема протяжной операции горизонтального станка 7Б56
Схема протяжной операции горизонтального станка 7Б56
Движение протяжки осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот режим включает необходимые для подготовки процесса протягивания движения инструмента.
Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать в автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Одна из схем протягивания показана на рис. 50. Хвостовик протяжки 5 пропускают через отверстие обрабатываемой детали 7 и втулку 8 приспособления 6, установленного в опорной плите 9.
Левый конец протяжки закрепляют в автоматическом патроне, состоящем из корпуса 4, специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух сухарей 3. В показанном положении пружина 2, распирая деталь 1, связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3, вследствие чего последние захватывают хвостовик протяжки.
Когда протяжка перемещается влево, происходит обработка отверстия. Во время холостого хода протяжка возвращается в исходное положение.
Корпус 4, подойдя к приспособлению 6, упирается в него и останавливается.
Шток поршня и муфта 1, продолжая движение и сжимая пружину 2, сдвигают втулку 10 вправо, сухари 3 попадают в выточку а, и движение прекращается. Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10, вставить в следующую деталь и, установив снова, начинать обработку.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход — замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Полный цикл станка предусматривает:
- быстрый подвод протяжки к рабочему патрону и захват ее
- замедленный ход с большей скоростью (которая обеспечивает полное использование мощности привода)
- замедленный рабочий ход (для получения требуемой шероховатости при работе калибрующих зубьев протяжки)
- раскрытие вспомогательного патрона и вывод протяжки из детали
- остановка станка для выгрузки детали
- обратный ход рабочих салазок после повторного нажатия кнопки «Пуск цикла»
- захват заготовки вспомогательным патроном в начале обратного хода
- замедление скорости в конце обратного хода и раскрытие рабочего патрона
- отвод протяжки вспомогательными салазками
- останов
Возможен неполный цикл без подвода и отвода протяжки, когда вспомогательные узлы не действуют.
Во избежание провисания свободного конца протяжки, когда она закреплена только в одном из патронов, предусмотрены поддерживающие ролики, которые могут быть отведены.
§ 6. ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК 7Б55. Техническая характеристика.
<<�Предыдущая страница Оглавление книги Следующая страница>>
Станок предназначен для протягивания сквозных отверстий различной формы, а при использовании специальных приспособлений — и для обработки наружных поверхностей.
При оснащении станка автоматизированными устройствами для подачи заготовки и съема детали он гложет быть встроен в автоматические линии.
Техническая характеристика станка 7Б55. Максимальная тяговая сила 100 кН; наибольшая длина рабочего хода салазок 1600 мм; пределы скоростей рабочего хода 1,5-11,5 м/мин, обратного хода 20- 25 м/мин; подвода и отвода протяжки 15 м/мин; габаритные размеры станка 7200 x 2200 x 1700 мм.
Основные механизмы станка и принцип работы горизонтально-протяжного станка 7Б55. (рис. 119). В станине 1 смонтированы основные агрегаты гидропривода. Шток силового цилиндра 2 имеет патрон для закрепления протяжки, правый конец которой зажимают во вспомогательном патроне 4. Шток поршня связан с рабочими салазками, которые, перемещаясь по направляющим станины, служат дополнительной опорой. Приспособления для установки заготовки или сама заготовка при небольших ее размерах упираются торцом в неподвижную планшайбу 3.
Рис. 119. Горизонтально-протяжной станок 7Б55
Станок 7Б55 работает при полном и неполном цикле. При полном цикле используют длинные протяжки. Вспомогательный патрон 4 перемещает протяжку за задний хвостик влево до тех пор, пока передний хвостовик протяжки не войдет в отверстие заготовки. Тогда рабочий патрон захватит этот хвостовик (связь между протяжкой и патроном 4 прервется с помощью специального устройства) и будет перемещать протяжку, осуществляя цикл следующих движений: замедленный рабочий ход, настроенный рабочий ход, замедленный рабочий ход при работе калибрующих зубьев, стоп, замедленный ход в обратном направлении. Затем задний хвостовик протяжки снова войдет во вспомогательный патрон и произойдет отвод протяжки. При простом цикле отсутствует подвод и отвод протяжки; в этом случае используют короткие протяжки, закрепляемые в патроне вручную.
Гидросхема протяжного станка 7Б55 осуществляет цикл работы станка. Поршневой насос 30 (рис. 120) с подачей 200 л/мин (на схеме он показан условно) осуществляет рабочий и вспомогательный ходы салазок. Вспомогательный гидропривод, служащий для отвода и подвода протяжки, состоит из шестеренного насоса 1 с подачей 25 л/мин, встроенного в поршневой насос, и из вспомогательного цилиндра 12. От насоса 1 масло подается в подпорный цилиндр 20, в центральный гидрораспределитель 32 и механизм управления, в котором расположены четыре гидрораспределителя, управляемых электромагнитами 24-27. В диске 34, который отжимается вместе с гидрораспределителем 32 влево под действием пружины 33, имеется пять отверстий для винтов 36. Винты 36 регулируют производительность насоса 30 путем смещения статора. При подаче давления под поршень 35 он штоком упрется в винт 36 и ограничит перемещение диска 34 и соответственно гидрораспределителя 32, соединенного с поршнем 31 статора.
Рис. 120. Гидравлическая схема станка 7Б55
Подвод протяжки станка 7Б55. При включении электромагнита 9, гидрораспределитель 7 сместится влево и соединит трубопроводы 3 и 8. Тогда масло от насоса 1 по трубопроводу 2 через гидрораспределитель 7 и трубопроводы 3 и 8 поступит в гидрораспределитель 4 и сместит его влево, при этом соединятся трубопроводы 2 и 6. Масло поступит в бесштоковую полость цилиндра 12 и начнется перемещение протяжки. В конце подвода протяжки после срабатывания путевого выключателя ПВ 13, отключится электромагнит 9 и включится электромагнит 27. Тогда масло пойдет под поршень 35 и сместит статор насоса 30 в положение, указанное на рис. 120. Одновременно протяжка левым концом попадет в патрон, закрепленный на штоке рабочего цилиндра 19.
Замедленный рабочий ход. Масло по трубопроводу 29 из нагнетательной полости насоса 30 поступает в гидрораспределитель 23 и смещает его влево, при этом через трубопровод 22 масло поступает в цилиндр 19, смещая его влево. Вытесняемое масло по трубопроводам 21 и 28 поступает во всасывающую полость II насоса 30. Излишки масла сливаются через гидрораспределитель 37.
Быстрый рабочий ход протяжного станка 7Б55. При нажатии кулачка на ПВ 17 срабатывает электромагнит 25. Статор 31 еще более сместится влево, эксцентриситет блока насоса увеличится и соответственно увеличится производительность насоса. В конце рабочего хода кулачок нажмет на ПВ 16 и выключится электромагнит 25, производительность насоса уменьшится и рабочий ход замедлится. В конце замедленного рабочего хода при срабатывании ПВ 15 отключится электромагнит 27 и произойдет останов.
Обратный ход станка 7Б55. При включении электромагнита 26 блок насоса 30 смещается влево, трубопровод 28 становится нагнетательным, а 29 всасывающим. По трубопроводу 28 масло поступает в гидрораспределитель 23 и перемещает его вправо; трубопроводы 21 и 22 соединятся с трубопроводом 28, а обе полости цилиндра 19 — с линией нагнетания. Поршень, а соответственно, и рабочие салазки перемещаются вправо до тех пор, пока кулачок не наедет на ПВ 17, при этом включится электромагнит 24. Из-за уменьшения производительности насоса начнется замедленный ход. В конце обратного Хода сработает ПВ 18, выключающий электромагниты 26 и 24. Салазки остановятся, левый конец протяжки освобождается, а правый зажимается во вспомогательном патроне.
Отвод протяжки 7Б55. Путевой выключатель 18 включает электромагнит 10, и гидрораспределитель 7 займет правое положение, соединив трубопроводы 3 и 5. Масло от насоса 1 через трубопроводы 2, 3, 5 поступает в гидрораспределитель 4, смещает его вправо, тем самым соединяя трубопроводы 2 и 11; через них масло поступает в штоковую полость цилиндра 12 и будет перемещать протяжку до тех пор, пока ПВ 14 не выключит электромагнит 10.
Перейти вверх к навигации
Технические характеристики протяжного станка 7Б56
| Наименование параметра | 7Б55 | 7Б56 |
| Основные параметры станка | ||
| Класс точности станка | Н | Н |
| Номинальное тяговое усилие, кН(тс) | 100(10) | 200(20) |
| Наибольшая длина хода рабочих салазок, мм | 1250 | 1600 |
| Наибольшая настроенная длина хода рабочих салазок, мм | 1200 | 1715 |
| Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм | 250 | |
| Максимальный наружный диаметр обрабатываемой детали, мм | 600 | 600 |
| Размеры рабочей поверхности передней опорной плиты станка, мм | 450 х 450 | |
| Диаметр отверстия под планшайбу в опорной плите, мм | 160 | 200Н7 |
| Диаметр отверстия в планшайбе, мм | 125 | 130H7 |
| Диаметр планшайбы, мм | 280 | |
| Скорость рабочего хода, м/мин | 1,5..11,5 | 1,5..11,5 |
| Регулирование скорости рабочего хода | бесступенчатое | бесступенчатое |
| Рекомендуемая скорость обратного хода, м/мин | 20..25 | 20..25 |
| Рекомендуемая скорость подвода и отвода протяжки, м/мин | 15 | 15 |
| Электрооборудование. Привод | ||
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 18,5 | |
| Электродвигатель привода гидронасоса гидростанции, кВт | ||
| Электродвигатель насоса охлаждения, кВт | ||
| Суммарная мощность электродвигателей установленных на станке, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 6340 x 2090 x 1910 | |
| Масса станка, кг | 5200 |
- Станок шлифовальный. Руководство по эксплуатации, 1977
- Ашихмин В.Н. Протягивание, 1981, стр.90.
- Кацев П.Г. Протяжные работы, 1968
- Кацев П.Г., Епифанов Н.П. Справочник протяжника, 1963
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980, стр.248.
- Тепинкичиев В.К. Металлорежущие станки, 1973, стр.76.
Список литературы:
Связанные ссылки. Дополнительная информация
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
- Регулировка фрезерных станков
- Технология ремонта фрезерных станков
- Регулирование токарно-винторезного станка 1К62
- Обозначения кинематических схем металлорежущих станков
- Методика проверки и испытания токарно-винторезных станков на точность
- Методика проверки и испытания вертикально-сверлильных станков на точность и жесткость
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики
Особенности конструкции сказываются на всех основных технических характеристиках. На подвижном рабочем столе имеются Т-образные пазы, в которых фиксируются заготовки при помощи прихватов.
Габариты и масса
Масса станка – 900 кг. Размеры таковы, что данное оборудование легко становится в помещение практически любого размера:
- длина – 115 см;
- ширина – 110 см;
- высота – 160 см.
Вертикальный стол имеет размеры рабочей поверхности 550х195 мм.
Вертикальный шпиндель
Вертикальный шпиндель рассчитан на хвостовики фрез, имеющих конус Морзе 4. Регулируемое расстояние между торцом и столом – 22–312 мм. Другие технические характеристики вертикального шпинделя:
- расстояние от оси до торца – 100 мм;
- угол поворота головки – 45°;
- наибольшее перемещение по оси – 60 мм.
Скорость вращения вертикального шпинделя – 56–2450 об/мин.
Тиски
Тиски также имеют свои технические характеристики в зависимости от конструктивных особенностей:
- ширина х высоту губ – 150 х 140 мм;
- наибольший развод губок – 50 мм;
- максимальный угол поворота – 360°;
- деление шкалы – 1 градус.
Обзор станка модели 7Б55
Технические характеристики протяжных станков для работы по металлу включают в себя следующие важные показатели — силу рабочей тяги и максимальную величину движения протяжки. Отечественными производителями выпускаются различные модели протяжных станков для металлообработки, способных удовлетворить все необходимые потребности заказчика. К одному из таких станков относится модель 7Б55.
Внешний вид протяжного станка 7Б55
Техническое устройство данного станка имеет следующее описание:
- основной частью технологической оснастки является сварная, полая внутри станина, в середине которой располагается мощный гидравлический привод;
- сам привод состоит из силового цилиндра и штока, горизонтально перемещающегося по специальным направляющим салазкам;
- на штоке установлен патрон, в котором происходит фиксация протяжки;
- схема станка имеет и специальный вспомогательный патрон, предназначенный для крепления конца режущего инструмента.
Во время рабочего процесса происходит перемещение вспомогательного патрона по горизонтально расположенным салазкам совместно с протяжкой до самого упора. В конечной точке движения происходит разрыв их связи при помощи специального пружинного кулачка. После выполнения отрезным станком всей операции резки протяжка возвращается в свое первоначальное положение и вновь присоединяется к вспомогательному патрону. Как и большинство станков такого класса, 7Б55 поддерживает лишь полуавтоматический режим обработки деталей. Однако, технические характеристики протяжных станков позволяют осуществлять усовершенствование путем установки ЧПУ, которое доводит весь рабочий процесс до полного автоматизма.
Паспорт на горизонтально-протяжной станок 7Б56
Печать документации: Минский станкостроительный завод имени С.М. Кирова Год печати документации: 1974 Количество папок: 4 Количество страниц, листов: 436
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
1. Руководство к станку Содержание: 1. Назначение и область применения 2. Распаковка и транспортировка станка 3. Установка станка на фундамент 4. Паспорт станка 5. Краткое описание конструкции и работы станка 6. Цикл работы станка 7. Электрооборудование Ведомость покупных изделий 8. Гидрооборудование 9. Смазка станка 10. Подготовка станка к первоначальному пуску и пуск станка 11. Настройка станка и режим работы 12. Регулировка станка 13. Указания по технике безопасности
2. Альбом чертежей — Станина. Сборочный чертёж 7Б55-18-001СБ — Станина приставная. Сборочный чертёж 7Б55-19-001СБ — Салазки рабочие. Сборочный чертёж 7Б56-27-001СБ — Салазки вспомогательные. Сборочный чертёж 7Б56-29-001СБ — Механизм регулировки хода станка. Сборочный чертёж 7Б56-35-001СБ — Механизм включения. Сборочный чертёж 7Б56-36-001СБ — Ролик поддерживающий. Сборочный чертёж 7Б56-37-001СБ — Ролик поддерживающий. Сборочный чертёж 7Б56-38-001СБ — Механизм фиксации и расфиксации. Сборочный чертёж 7Б56-39-001СБ — Патрон рабочий. Сборочный чертёж dУ2443-001СБ — Патрон рабочий. Сборочный чертёж dУ2442-001СБ — Патрон вспомогательный. Сборочный чертёж dУ2443-001СБ — Цилиндр рабочий. Сборочный чертёж У5113-001СБ — Гидроцилиндр. Сборочный чертёж У5172-001СБ — Установка насосная. Сборочный чертёж У5235-001СБ — Гидропульт. Сборочный чертёж У5618Б-001СБ — Планшайба 7Б55-18-101 Чертежи быстроизнашиваемых деталей
3. Сопроводительная документация
4. Акт приёмки
Схемы и чертежи станка: — Транспортировка станка в упаковке — План фундамента станка чертёж — Схема наладки — Схема расположения основных узлов станка — Салазки рабочие чертёж — Ролик поддерживающий в основной станине чертёж — Механизм регулировки хода станка чертёж — Патрон рабочий чертёж — Ролик поддерживающий в приставной станине чертёж — Патрон вспомогательный чертёж — Механизм фиксации и расфиксации чертёж — Размещение электрооборудования на станке — Схема электрическая принципиальная 7Б55-00-022 Э3 — Схемы электрических соединений станка 7Б55-00-022 Э4 — Схемы электрических соединений пульта управления 7Б55-00-022 Э4 — Схемы электрических соединений блока питания 7Б55-00-022 Э4 — Схемы электрических соединений силовой панели 7Б55-00-022 Э4 — Схемы электрических соединений релейной панели 7Б55-00-022 Э4 — Схемы электрических соединений электрошкафа 7Б55-00-022 Э4 — Гидросхема станка — Схема смазки станка
Краткое описание станка: Станок горизонтально-протяжной модели 7Б56 предназначен для обработки методом протягивания сквозных отверстий различной геометрической формы и размеров как предварительно обработанных, так и чёрных в пределах тягового усилия станка и длины хода рабочих салазок. Однако, при использовании специальных приспособлений, на них можно так же протягивать и наружные поверхности разнообразных профилей. Станок отличается большой производительностью, высокой точностью, обеспечивает хорошее качество обработанной поверхности и широко применяется в массовом и крупносерийном производстве. При обработке отверстий время на переналадку станка незначительно, что позволяет с успехом применять станок не только в условиях массового и крупносерийного производства, но также в условиях малосерийного и индивидуального производства. Оснастив станок автоматической загрузкой и выгрузкой деталей, его можно встраивать в автоматические линии.
Потребитель получает станок, упакованный в один ящик, в котором насосная установка отсоединена от рабочего гидроцилиндра, а приставная станина от основной. Транспортировку станка в упакованной и распакованном виде следует производить согласно схемам, приведенным на листах. При погрузке и выгрузке не допускать наклона ящика в стороны, ударов станками или дном, сильных сотрясений при подъеме и опускании. Для предохранения выступакщих частей станка от повреждения под канаты необходимо устанавливать подкладки. Во избежание повреждения распаковку станка следует начинать со снятия верхнего щита, с удалением затем боковых и торцевых щитов. После вскрытия упаковки яеобходимо проверить наружное состояние узлов и деталей станка, наличие всех комплектов и других материалов согласно упаковочному листу. В случае передвижения упакованного в ящик станка, по наклонной плоскости на катках, угол наклона его не должен превышать 15 градусов. При этом не допускается: — Подкладывать под ящик катки диаметром более 50 — 70 мм; — Ставить ящик на ребро, кантовать и сильно наклонять;