Чтобы устройство прослужило максимально долго и не повредило другие электротехнические устройства в доме, следует изучить карту электромагнитной совместимости, которую можно найти на 3 странице паспорта инвертора.
Общая информация о производителе
Штаб-квартира фирмы Ресанта располагается в Латвии, сборка устройств осуществляется частично из китайских комплектующих. Предприятие специализируется на выпуске сварочников для различных сфер деятельности:
Могут использоваться как на даче, так и гараже для выполнения небольшого объема работ. Подключаются к электросети с напряжением 220 В. Рекомендуется начинающим мастерам, тем, кто только учится варить. Диапазон сварочного тока колеблется в пределах 120-200 А. Некоторые модели оснащены плавной регулировкой дуги.
Бытовые.- Профессиональные. Позволяют получить шов более высокого качества. Популярны среди небольших автосервисов и рядовых сотрудников ЖКХ. Идеально подходят для проведения ремонтных работ в жестких условиях. Имеют увеличенное время беспрерывной эксплуатации, если сравнить с бытовыми моделями, которые рассчитаны на прерывисто-кратковременный принцип работ. Сварочный ток варьируется в пределах 200-300 А.
- Промышленные. Применяются в сварке ответственных конструкций из различного материала, когда предъявляются высокие требования к качеству сварного шва. Мощность аппаратов варьируется в пределах 250-500 А. Допускается использование сварочной проволоки на катушке диаметром от 0,5 до 0,8 мм.
Линейка сварочных аппаратов представлена устройствами плазменной резки, а также инверторами следующих линеек:
- Компакт;
- ПН (возможность работать от пониженного напряжения);
- ПРОФ (профессиональные с увеличенным временем непрерывной эксплуатации).
Кроме этого, предприятие занимается разработкой и выпуском стабилизаторов (могут потребоваться для обеспечения стабильной работы сварочника на загородном или садовом участке), тепловой техники, измерительного оборудования.
По данным исследований компании MegaResearch за период 2014-2015 года, торговая марка «Ресанта» была признана лучшей на отечественном рынке сварочного и стабилизационного оборудования.
Вычисление потребляемой мощности сварочного инвертора
- 10-03-2015
- 41
- 97
Потребляемая мощность сварочного инвертора довольно просто вычислить по нехитрой формуле. Для понимания всех нюансов, связанных с работой сварочника, и аспектов вычисления его мощности нужно прояснить несколько моментов, которые необходимо знать всем, кто занимается сваркой. И неважно где вы проводите сварочные работы, у себя дома, в гараже, на даче или в профессиональном коллективе большого цеха или завода.
Типы сварочных инверторов
Аппараты инверторного типа делятся на три категории. Бытовые инверторы рассчитаны на небольшую продолжительность включения и работу от однофазной сети переменного тока 220 В. Это означает, что работать таким аппаратом на предельных мощностях можно лишь непродолжительное время — минут 20-30, давая ему отдых, равный этому времени либо превышающий его на порядок. Полупрофессиональные аппараты позволяют увеличивать время работы от 5 до 8 часов без перерыва. Для полупрофессиональных инверторов время отдыха снижено благодаря особенностям конструкции. Профессиональные инверторы рассчитаны на потребление тока 220/380 В зачастую от трехфазной сети электрического тока.
Современные типы сварочных аппаратов.
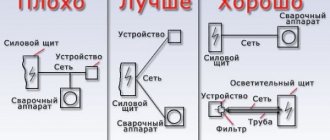
Бытовые, полупрофессиональные и некоторые профессиональные сварочные агрегаты бывают рассчитаны на работу от сети 220 В. Однако следует помнить, что для бытовых электросетей ток максимальной нагрузки не может превышать 160 А. Потребляемая мощность всей фурнитуры, такой как розетки, штепсельные вилки и силовые автоматы не рассчитана на превышение этого порога.
Поэтому подключение инверторного сварочного аппарата с более высокими показателями либо спровоцирует срабатывание автоматов, либо вызовет выгорание контакта на стыке вилка-розетка, либо что самое опасное, приведет к выгоранию электрической проводки. Это противоречит всем правилам техники безопасности. Так что запитывая профессиональный агрегат от бытовой электросети для работы со сварочным током более 160 А, будьте готовы к проблемам. Но лучше этого не допускать.
Вернуться к оглавлению
Устройство сварочного инвертора таково, что вначале переменное напряжение 220 В с частотой 50 Гц преобразуется в постоянное, а после того в переменное высокочастотное напряжение с рабочим показателем частоты колебания до 200 Гц. После этого напряжение вновь преобразуется в постоянное и подается на сварочную дугу. Контроль качества дуги происходит автоматически, с помощью микропроцессорной начинки блока управления инвертора. Залипания электрода, такие частые при сварке посредством трансформатора, практически сходят на нет.
Схема внутреннего устройства инвертора.
При коротких замыканиях длительностью менее 0,5 секунды управляющий блок генерирует последовательность коротких по времени, но очень мощных импульсов тока. Это приводит к разрушению возникающих перемычек из жидкого металла. При замыкании длительностью 0,5 секунды инвертор попросту отключается, не примораживая электрод и не перегревая цепи агрегата. Это устройство является базовым для всех типов инверторов и отличает их от трансформаторов и выпрямителей на базе диодного моста.
Самое главное свойство сварочного инвертора — это потребление энергии. Неважно, какова потребляемая мощность аппарата инверторного типа, она практически полностью расходуется на сварку. Отсюда можно сделать вывод, что коэффициент полезного действия инверторного агрегата очень высок. От 85 до 95%.
Вернуться к оглавлению
Перед тем как начать подсчет потребляемой мощности инверторного сварочного аппарата, нужно узнать следующее:
- Диапазон входного напряжения.
- Диапазон сварочного тока.
- Напряжение сварочной дуги.
- Коэффициент полезного действия конкретной модели сварочного аппарата.
- Продолжительность включения.
- Коэффициент мощности конкретной модели.
Характеристики инвертора
Диапазон сварочного тока нужен для того, чтобы узнать при каких характеристиках сети электрического тока нам придется работать. Наверняка ни для кого не является тайной, что часто в наших электросетях не наблюдается номинального напряжения 220 В. Часто оно едва дотягивает до 200 В. Следует запомнить: просадка напряжения при подключении сварочного инвертора бытового типа составляет 5-10% от общего номинала сети. Потому лучшие показатели мощности будут у таких инверторов, которые рассчитаны на напряжение питания от 150-170 В и до 220-250 В.
Диапазон сварочного тока дает нам значения максимального и минимального уровня, мощность аппарата напрямую зависит от этих параметров. Для бытовых инверторов эти показатели в нижней границе разнятся от 10 до 50 А, а в верхней 100-160 А. Напряжение выходного тока, оно же может называться напряжением сварочной дуги, колеблется для недорогих бытовых моделей от 20 до 30 В. Коэффициент полезного действия у инверторов с максимальным показателем выходного тока160 А, как правило, редко превышает 0,85%. Высокий КПД сварочного агрегата напрямую зависит от продолжительности включения.
Вернуться к оглавлению
Продолжительность включения — это характеристика, которая показывает, насколько качественный аппарат вы собираетесь использовать. Обычно это процентный показатель времени непрерывной работы инвертора относительно общего времени его использования. Показатель на уровне 50% скажет о том, что при работе 2,5 минуты аппарат должен отдыхать 2,5 минуты. Чем ниже показатель, тем дольше должны отдыхать цепи и тем быстрее сработает автоматическое реле отключения при перегреве.
Напротив, высокий процент покажет, что аппарат можно использовать достаточно долго, прерываясь лишь на замену электродов и проверку сварочного шва.
Схема работы сварочного инвертора.
Процент мощности вычисляется путем деления времени непрерывной работы на сумму времени непрерывной работы и времени паузы до следующего включения аппарата. Результат умножается на 100. Например, аппарат исправно работал 3 минуты, пока не сработала защита от перегрева, затем он находился в покое 2 минуты, после чего вновь был готов к работе:
3 мин / (2 мин + 3 мин) х 100 = 60
Коэффициент мощности для бытовых или полупрофессиональных сварочных аппаратов инверторного типа редко превышает порог 0,6-0,7. Это необходимо просто запомнить.
Все нужные для вычисления значения легко можно найти в технической документации для данного устройства, на сайте производителя либо на кожухе самого сварочного аппарата.
Представим, что для примера мы имеем сварочный аппарат, питающийся от сети переменного тока 160-220 В, имеющий максимальное значение тока 160 А при максимальном напряжении сварочной дуги в 23 В. КПД этой модели инвертора 0,89, а показатель ПВ, продолжительность включения, составляет 60%.
Теперь вычисляем максимальную потребляемую мощность инвертора с приведенными выше параметрами. Для этого сначала умножаем максимальное значение выходной силы тока на максимальное выходное напряжение. Получившийся результат разделим на значение КПД аппарата.
https://moiinstrumenty.ru/www.youtube.com/watch?v=UX81XigBgBY
160 А х 23 В / 0,89 = 4135 Ватт
4,1 кВт — это мощность, которую аппарат потребляет непосредственно при сварке. Средняя мощность вычисляется путем умножения значения максимальной мощности на показатель продолжительности включения:
4135 Ватт х 0,6 = 2481
Средняя мощность инвертора является наиболее актуальным показателем, потому что сварка обычно не происходит непрерывно на протяжении многих часов или дней. Случаются паузы, когда сварщику требуется сменить электрод или подготовить детали к последующей обработке. Нередко сварочные работы можно провести на более низком показателе силы тока, в этом случае снизится и общая мощность, потребляемая инвертором. Подставляем в первую формулу значения, которые можно выставить на консоли сварочного агрегата и находим нужные параметры мощности.
Вернуться к оглавлению
Таблица разновидностей электродов.
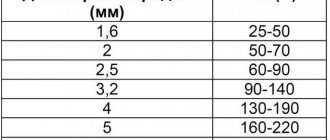
У начинающих сварщиков нередко возникает вопрос, электроды каких диаметров использовать при определенных параметрах выходной силы тока и толщине металла?
- При толщине металла 1-4 мм используют электроды диаметром до 2 мм. Сила тока, выставляемого на выходе, должна подбираться оптимально в диапазоне от 20 до 90 А.
- При толщине металла 5-7 мм используют электроды 3 мм в диаметре. Сила тока выставляется в диапазоне 90-130 А.
- Если металл имеет толщину 8-12 мм, используют электроды 4 мм. Сила тока в диапазоне 140-180 А.
- Металл толщиной 12-16 мм сваривается электродами 5 мм в диаметре при силе тока 180-220 А.
- Металл толщиной свыше 15 мм должен подвергаться воздействию электродов, начиная от 6 мм при силе тока от 220 А на выходе инвертора.
Металл толщиной более 15 мм лучше подвергать сварке с помощью газового сварочного аппарата.
https://moiinstrumenty.ru/www.youtube.com/watch?v=2Q6BEjCp_t8
Использование электросварки может оказаться в данном случае нерентабельной и высокозатратной.
moiinstrumenty.ru
Модельный ряд
Модельный ряд инверторов Ресанта включает большое количество разнообразных аппаратов, различающихся по мощности и предназначению. Разберем несколько наиболее популярных сварочных инверторов фирмы.
Ресанта САИ 220
Сварочный инвертор Ресанта САИ 220 — мощный агрегат для профессиональной мастерской. Пользуется популярностью у компаний, которые занимаются литьем и обработкой металла различных марок и толщины. Максимальный сварочный ток составляет 220 А, что позволяет работать электродом с диаметром 5 мм.
Необходимо знать: эксплуатационная мощность устройства 6,6 кВт. Поэтому стационарная домашняя сеть может не выдержать такой нагрузки.
Присутствует возможность плавной регулировки тока от 10 до 220 А. Допускается непрерывная сварка, при единовременной нагрузке в 70% в течение 7 минут. Стоимость в розничных магазинах может достигать 9000 рублей.
Основные технические характеристики
Большой ассортимент предполагает существенные различия между моделями оборудования по техническим характеристикам. Но есть параметры, которые производитель считает ключевыми и и старается выдерживать на одном уровне во всех моделях своей продукции.
Для сварочных аппаратов «Ресанта» такой характеристикой является входное напряжение. Модели серии САИ рассчитаны на работу в широком диапазоне от -35% от номинала (220В) до +10%, что составляет 140 и 240 вольт соответственно. Оборудование серии ПРОФ может справиться с работой даже при более низком входном напряжении – 100 В.
Для работы с металлами разной толщины используются электроды диаметрами от 1 мм до 6 мм. Максимальный диаметр электрода колеблется от 4 мм, у наиболее простых и маломощных моделей, до 6 мм у аппарата с трехфазным подключением САИ-315 и самых мощных двухфазных САИ-250 и САИ-250К. Другая характеристика влияющая на качество, скорость и возможность работы с тугоплавкими и толстыми изделиями – значение сварочного тока.
Отзывы пользователей
Отталкиваясь от отзывов, которые размещены как на специализированных форумах, так и на страницах интернет-магазинов, можно сделать вывод, что в большинстве случаев заявленные производителем характеристики не соответствуют действительности, а именно некоторые модели серии ПН не работают при отклонении напряжения на 15%, хотя по установленному регламенту должны нормально функционировать от 140 В, что может вызвать определенные трудности при сварке на дачном или садовом участке, когда поймать стабильное напряжение в сети практически невозможно.
Обычные сварочники бытового класса более стабильны, они отлично подходят для сварки различных сплавов штучным электродом, но перед этим материал желательно зачистить, на расстоянии 10-20 мм от шва металл должен быть очищен от пыли, краски, воды или ржавчины иначе шов может разрушиться.
Если верить комментариям мастеров, которые занимаются ремонтом инверторов, подобрать запчасти, в случае поломки, практически невозможно, так как они поставляются заводом под определенный объем, излишек для ремонта нет.
Официальное представительство отказывается поставлять запчасти частным клиентам, а специализированные сервисные центры – продавать. Объясняют причину отказа – приказ сверху. Единственный вариант восстановить агрегат, это отдать его на ремонт профессиональному мастеру, который сможет переделать крепления фиксации отдельных элементов системы и произведет инсталляцию аналогов с последующей проверкой работоспособности устройства.
Заключение
Если отбросить все несовершенства послегарантийного обслуживания, сварочный инвертор Ресанта довольно надежный, функциональный и достойный высокой оценки аппарат, так как процент брака (собственное наблюдение) составляет не более 8 единиц на 100 реализованных агрегатов.
Необходимо помнить, что запрещается эксплуатировать агрегат во время дождя (под открытым небом) или во влажном помещении, а также при повреждении изоляции кабеля. Если инвертор долгое время находился при минусовой температуре, то перед его включением необходимо выдержать агрегат не менее двух часов в теплой комнате для предотвращения появления конденсата.
Особенности эксплуатации сварочных аппаратов «Ресанта»
Чтобы успешно и без затруднений использовать сварочный аппарат ресанта необходимо правильно его эксплуатировать. Прежде чем подключить аппарат, стоит убедиться, что к разъемам подсоединены кабель массы и силовой кабель, а тумблер запуска находится в положении «Выключено». Затем, с помощью ручки регулировки, следует установить минимальное значение силы тока и только после этого допустимо включать сварочный аппарат.
Во время работы надо обеспечить приток воздуха. Для этого вокруг аппарата должно быть достаточно свободного места. Внутреннее пространство следует чистить от накопившейся пыли. Соблюдая эти условия можно избежать перегрева аппарата.
Следует помнить, что при перемещении аппарата из условий низких температур (меньше ноля) в отапливаемое помещение, нельзя сразу включать его. Нужно дождаться когда конденсат, появившийся из-за разницы температур, полностью высохнет. Это занимает от 2 до 3 часов.