Главная / Электроды
Назад
Время на чтение: 2 мин
0
904
Каждый начинающий сварщик задается одним и тем же вопросом – какой сварочный электрод лучше? На рынке есть сотни моделей разных компаний, как национальных, так и иностранных.
Эксперты посоветуют вам пару-тройку вариантов. Если вы только учитесь искусству сварки, то вам могут порекомендовать ОЗС-12. Она доступная и многофункциональная.
В статье рассказывается о марке ОЗС-12. Вы узнаете о технических параметрах стержней и о важных деталях. Ознакомясь с этим, вы сумеете быстро выполнять работу и получать нужный результат.
- Общая информация
- Особенности
- Использование
- Подведем итог
Расшифровка обозначений
Выпуск электропроводников с наименее токсичным – рутиловым – покрытием начался в 70-е годы прошлого века. Изделия были разработаны специалистами лаборатории Института электросварки Академии наук Украины, возглавляемой И. К. Походней (им же принадлежит и заслуга в разработке расходного материала марок АНО и УОНИИ). Расшифровка аббревиатуры:
- ОЗ – опытный завод;
- С – строительные;
- 12 – номер модели.
В середине 70-х были приняты и до сих пор остаются неизменными стандарты для ОЗС-12 – ГОСТ 9466-75 и 9467-75.
Технические характеристики электродов ОЗС
При оценке технических возможностей группы ОЗС пользуются показателями, которые являются традиционными для всех сварочных технологий. В первую очередь это вид и диапазон сварочного тока, допустимые пространственная ориентация, физические показатели шовного металла, производительность, расход и т. п. К особенностям группы также можно отнести высокую гигроскопичность рутилового покрытия, что требует обязательного прокаливания перед началом сварочного процесса. В таблице ниже приведены технические параметры нескольких популярных электродов этой группы.
| Технические характеристики / Марка | ОЗС-3 | ОЗС-4 | ОЗС-12 |
| Пространственное положение | Нижнее | Все, кроме верт. сверху вниз | Все |
| Вид напряжения | перем./ пост.+ | перем./ пост.+ | перем./ пост.+ |
| Тип по ГОСТ | Э46 | Э46 | Э46 |
| Ток (для Ø 3 мм) (А) | 150÷210 | 70÷120 | 70÷130 |
| Диаметры (мм) | 3,0; 4,0; 5,0 | 3,0; 4,0; 5,0 | 2,0; 2,5; 3,0; 4,0; 5,0 |
| Кол-во в 1 кг (для Ø 3 мм) (шт.) | 20 | 38 | 36 |
| Производительность наплавки (кг/ч) | 3.3 | 1.4 | 1.2 |
| Расход на 1 кг наплавки (кг) | 1.3 | 1.6 | 1.7 |
| Покрытие | рутил | рутил | рутил |
| Температура и время прокалки (º/час.) | 150÷170/1,0 | 120÷160/1,0 | 150÷180/0,5 |
| Технологические особенности | Сварка короткой и сверхкороткой дугой | Возм. сварка удлиненной дугой. | Возм. сварка удлиненной дугой. |
Необходимо отметить, что один из ведущих производителей этой продукции «Спецэлектрод» прямо указывает, что более новым и лучшим по характеристикам аналогом электродов марки ОЗС-4 является ОЗС-12.
Описание электродов ОЗС-12
Стержни изготавливаются в соответствии с ГОСТ 2246-70 из холоднотянутой проволоки Св-08 или Св-08А (низкоуглеродистая сталь). Изделия имеют толстое покрытие из минерального вещества – рутилового концентрата, 95% которого приходится на диоксид титана (TiO2).
Выделяя шлак в процессе сварки, двуокись Ti обеспечивает защиту сварочной ванны и наплавляемого металла от воздействия азота и кислорода. Ту же функцию выполняют и раскислители Mn и Si, но поскольку их содержание в составе незначительно, крайне мал и объем образуемых ими токсичных соединений с кислородом. Именно поэтому электроды с рутиловым покрытием считаются наименее токсичными и безопасными для здоровья при выполнении сварки.
Диоксид титана является хорошим электропроводником. Это обеспечивает легкий повторный поджиг без контакта стержня с поверхностью свариваемой детали.
Маркировки электродов ОЗС
Порядок кодировки отдельных марок электродов для ручной электродуговой сварки регламентируется ГОСТ 9467–75, и электроды ОЗС в данном случае не являются исключением. Кодовая маркировка состоит из двух строк, расположенных в виде дроби. В верхней указывают обозначение типа по физическим качествам сварного соединения, марку, размерные характеристики и назначение. А в нижней — различные сварочно-технические и технологические параметры. К примеру, обозначение электродов марки ОЗС-4 выглядит так:
Рисунок 2 — Обозначение электродов марки ОЗС-4Здесь Э46 обозначает, что металл шва или наплавки имеет прочность на разрыв около 460 МПа. Далее следуют другие нормированные физические характеристики:
- ОЗС-4 — название марки изделия;
- Ø — диаметр маркирован отдельно (в этой позиции может также стоять значение в мм);
- У — предназначен для сварки низкоуглеродистых и малолегированных сталей;
- Д — код толщины покрытия, выраженный частным от деления диаметра обмазки к диаметру стержня (четыре диапазона значений); тип Д является толстым покрытием с величиной этого отношения 1,45÷1,8.
Рисунок 3 — Упаковка электродов ОЗС-4
Во второй строке содержатся следующие кодировки:
- E (латинская) — международный код для плавящихся электродов с покрытием;
- 430(3) — индекс для определения по ГОСТовским таблицам предельных характеристик шовного металла;
- Р — тип покрытия (в данном случае рутиловое);
- 2 — код разрешенной ориентации при сварке, данная цифра означает «все, кроме вертикального сверху вниз»;
- 5 — использование на постоянном на токе прямой полярности.
Данная система обозначений применяется только по отношению к электродам, которые используют для сталей. Модели, применяемые при сварке цветных металлов и их сплавов, имеют другой порядок маркировки.
Рекомендуемые значения силы тока
| Диаметр электрода, мм | Сила тока, А | Длина электрода, мм |
| 2 | 30… 90 | 300 |
| 2,5 | 50… 110 | 350 |
| 3 | 70… 130 | 350 |
| 4 | 110… 180 | 450 |
| 5 | 130… 220 | 450 |
Преимущества и недостатки
При использовании электродов ОЗС в соответствии с их назначением (т. е. для сварки низкоуглеродистых и малолегированных сталей) и с соблюдением предъявляемых технических требований они демонстрируют ряд преимуществ перед изделиями с другими типами покрытий:
Рисунок 4 — Сварка ОЗС
- практически полное отсутствие пористости металла сварочного шва (вне зависимости от длины дуги);
- вероятность образования горячих трещин ниже, чем у марок с кислотным покрытием;
- незначительное количество шлаковой корки и ее легкое отделение;
- минимальное разбрызгивание металла;
- покрытие почти не содержит вредных веществ, воздействующих на сварщика.
Электроды ОЗС отлично справляются с работой по ржавчине, грунтовке и даже остаткам краски. Кроме того, возможно ведение сварочных работ на влажных поверхностях. При этом сварочная дуга обладает уверенным поджигом, стабильностью и легкой возобновляемостью.
Ограниченную область применения ОЗС нельзя отнести к их изъянам, ведь они изначально создавались только для работы с определенными видами сталей. А вот реальными недостатками этой группы электродов можно назвать гигроскопичность материала оболочки и зависимость их свойств от влажности. Обязательное прокаливание перед использованием ограничивает сферу их применения, так как его не всегда возможно сделать. Это дополнительная технологическая операция, причем достаточно длительная.
Особенности и преимущества
Характеристики обмазки обеспечивают массу преимуществ электропроводников этой марки. Сварку можно выполнять как трансформатором (переменный ток), так и инвертором (постоянный обратной полярности). В ряду других плюсов:
- легкий первый и повторный поджиг, стабильное горение дуги;
- при повторном поджиге не требуется прямой контакт электрода с поверхностью основного металла;
- количество разбрызгиваемого в ходе работ металла весьма невелико;
- благодаря составу обмазки при сварке выделяется минимум токсичных веществ;
- сварку можно выполнять на всех длинах дуги – короткой, средней, длинной;
- поверхность соединяемых деталей может иметь следы окислов, быть влажной или загрязненной – ОЗС-12, как и другие электроды с рутиловой обмазкой, малочувствительны к таким барьерным факторам;
- результат работ – качественный сварной шов с гладким и точным рисунком.
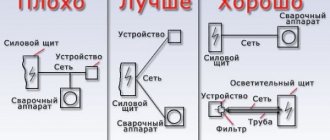
Сварочные работы можно выполнять в любом пространственном положении. Допускается использование бытовой сети напряжением 220 Вольт.
Электроды дают отличный результат в том числе и при постановке прихваток, а также при соединении неповоротных стыков в трубопроводах. Помимо этого, сварочные электроды ОЗС-12 – одна из лучших марок при работе с тавровыми соединениями: они позволяют получить ровный вогнутый шов.
Перед сваркой изделия необходимо прокалить в течение получаса при температуре 150–180°С.
Общая информация
Электроды ОЗС 12 — одни из самых популярных на рынке. Стержни этой марки выпускают самые разнообразные производителя. Среди наиболее достойных представителей выделим , «ЛЭЗ» и «ESAB». При этом электроды ЛЭЗ или электроды ESAB ОЗС 12 не сильно отличаются по качеству, так что можете приобретать упаковку одного из этих производителей.
Технические характеристики схожи с аналогами, такими как МР-3 или АНО-21. В качестве основы используется присадочная стальная проволока, которая имеет толстое рутиловое покрытие. Рутиловое покрытие обеспечивает устойчивость горения дуги и улучшает качество сварного соединения. Сами электроды изготавливаются согласно ГОСТам №9466-75 и №9467-75. Проверяйте наличие этих данных на упаковке.
По умолчанию уровень влажности у электродов не должен превышать 0.7%. Конечно, вы не сможете самостоятельно убедиться в этом, так что просто не покупайте стержни в полуподвальном магазине. Также рекомендуем перед сваркой прокаливать электроды в печи. Для марки ОЗС-12 оптимальная температура прокалки — 150-180 градусов. Время прокалки — около получаса.
Электроды ОЗС 12 предназначены для сварки различных типов сталей. Как низколегированных, так и углеродистых. Средний расход электродов на 1 килограмм металла составляет около 1.6 кг. Этот показатель можно считать оптимальным. Пользоваться стержнями ОЗС 12 очень удобно, они прочные и долговечные. Но только при соблюдении условий хранения.
Сферы использования
Электроды для сварки ОЗС-12 позволяют сваривать детали как рядовых, используемых в быту, так и ответственных конструкций промышленного назначения. Это:
- подъемно-транспортная спецтехника;
- горнодобывающее оборудование;
- трубы и трубная арматура в химических и нефтехимических отраслях;
- оборудование на металлургических предприятиях;
- трубопроводы в газовой отрасли;
- котельное оборудование.
Также этим материалом сваривают агрегаты, установки, подъемники, используемые на взрывоопасных производствах.
Применение
Чтобы получить качественное соединение, необходимо соблюдать некоторые правила. Прежде всего, рекомендуем в любом случае прокалить электроды перед сваркой. Даже если вы уверены, что они хранились правильно. Лишние полчаса прокалки уже существенно улучшат качество готового соединения. Также отметим, что необязательно варить на короткой дуге, как в случае с другими марками. Можно использовать удлиненную дугу. Это большое преимущество для новичков. Ведь длинная дуга позволяет открыто наблюдать за процессом сварки. Марка ОЗС-12 во многом универсальна. С помощью таких электродов удается добиться отличного качества шва при сварке самых разнообразных металлов. Вы не должны испытывать проблемы ни при сварке цветных металлов, ни при сварке сталей. Если что-то идет не так, проверьте правильность настройки режима сварки. Рекомендуем выполнять сварку, установив обратную полярность. Можно использовать и постоянный, и переменный ток. Тут ограничений нет.
Выше мы писали, что электродами ОЗС-12 можно варить, подключив аппарат к бытовой электросети. Это действительно так, но убедитесь, что диаметр электродов не слишком большой. Также новички могут спокойно варить на малом значении силы тока, поскольку марка ОЗС-12 позволяет это делать.
Область применения
Помимо сварки различных конструкций из профильного и листового металлопроката из углеродистых и низколегированных сталей, электроды ОЗС применяют при ремонте различных трубопроводов, особенно когда невозможно осушить их внутреннюю поверхность. Еще одна широко применяемая функция этих электродов — сварка потолочных швов. Кроме того, как уже говорилось, они незаменимы при работе по корродированным и загрязненным поверхностям.
Электроды ОЗС-12 толщиной 2÷2.5 мм имеют довольно низкий рабочий ток (до 30–50 А) и поэтому вполне могут использоваться со сварочными аппаратами, запитанными от бытовой электросети. Единственная проблема в этом случае связана с их прокаливанием (или хотя бы сушкой). Если у кого-нибудь есть ответ на этот вопрос, поделитесь, пожалуйста, в комментариях к этой статье.
Характеристики
Электроды ОЗС имеют отличные технические характеристики. Прежде всего, это рутиловое покрытие, которое покрывает присадочный металлический стержень или проволоку. Рутиловые электроды признаны одними из самых лучших для проведения сварочных работ. Сварочный шов при использовании электродов с рутиловыми покрытиями получается прочным и обладает хорошей стойкостью к ударам.
Рутиловая обмазка препятствует образованию в шве пор даже в том случае, если сварка производится на окисленных поверхностях. Имеется возможность сваривать металл со следами ржавчины. Также такой вид покрытия предохраняет от попадания шлаковых образований в металл образуемого шва соединения.
Еще одним достоинством рутилового покрытия является безопасность, поскольку в его составе отсутствуют опасные вещества. В составе обмазки рутил составляет практически половину, а к остальным элементам относятся магнезит, полевой шпат, ферромарганец. Рутил — это двуокись титана. Другие добавки оказывают раскисляющее и стабилизирующее воздействие. Также они выполняют связующую функцию. Такое покрытие позволяет осуществлять работу с постоянным и переменным током. К условиям хранения рутиловые электроды требовательны, поэтому перед началом работы необходима их прокалка.
Сопротивление разрыву материала электродов по времени находится в диапазоне от 420 до 520 Мпа/м2. Характеристики могут иметь некоторые отличия в зависимости от марки электродов. Общим для них является тип согласно ГОСТу — «Э46», рутиловое покрытие, а также то, что напряжение при сварке может быть постоянным и переменным.
Что касается такой важной характеристики, как пространственное положение, то электроды ОЗС-3 могут применяться преимущественно в нижнем положении. В более выигрышной ситуации оказываются электроды ОЗС-12, с помощью которых можно осуществлять сварку во всех положениях.
Различными являются показатели производительности наплавки, измеряемой в кг/ч. К примеру, электроды ОЗС-6 с диаметром 4 миллиметра обладают этим значением, равным 1,8. А технические характеристики электродов ОЗС-4 свидетельствуют о том, что этот показатель для такого же диаметра равен 1,4. Различными для каждых моделей являются такие технологические особенности, как длина дуги.