Новости:
ВНИМАНИЕ ЖЕЛАЮЩИМ ЗАРЕГИСТРИРОВАТЬСЯ НА ФОРУМЕ. Проблема с активацией аккаунта? Напишите на ( ignel(гав)mail.ru, ICQ 50389649 ), указав свой ник и адрес, с которого регистрировались. Не забываем заглядывать в правила форума . Незнание правил не освобождает от ответственности! Не забываем заглядывать в Раздел ТБ . Знание правил может спасти жизнь. Есть вопросы по использованию форума? Ищите ответы в FAQ (ЧаВО) . Там много полезного. Ищете интересные материалы? Путеводитель по мастер-классам от наших форумчан
Автор Тема: установка ножей на фуговальном станке (видео) (Прочитано 15225 раз)
0 Пользователей и 1 Гость просматривают эту тему.
Фуговальный станок имеется практически во всех учебных мастерских школ, большинстве учебно-производственных комбинатов и различных производствах. Наладка его и особенно точная установка резцов на валу является довольно трудоемкой операцией. Правильная их установка должна обеспечить:
- строго цилиндрическую поверхность вращения режущих кромок;
- параллельность плоскости заднего стола станка и образующей поверхности вращения ножей;
- смещение переднего стола относительно заднего на толщину снимаемой стружки.
Для регулировки фуговального станка рекомендуется использовать брусок из твердой, хорошо просушенной древесины, тщательно прифугованный по всем четырем сторонам. Однако точность установки ножей с его помощью даже у опытного наладчика не превышает 0,08—0,15 мм (разница в размерах радиусов окружности резания).
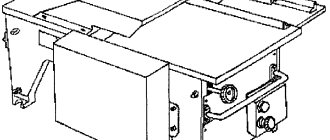
С целью повышения точности установки ножей и сокращения времени на наладку станка предлагаем использовать приспособление, показанное на рисунке.
Рисунок 1. Брус с индикатором для наладки фуговального станка
В фугованный по нижней пласти брусок 2 длиной 200 и сечением 30X40 мм надо вмонтировать индикатор часового типа с ценой деления на круговой шкале 0,01 мм. Для этого на расстоянии 50 мм от торца (на стороне шириной 30 мм) сверлится отверстие по диаметру гильзы индикатора (8 мм). По середине той же стороны от торца и до отверстия делится пропил ножовкой, а на расстоянии 20 мм от торца по середине грани шириной 40 мм сверлится отверстие 0 6 мм для стяжного болта с гайкой 5, который служит для закрепления индикатора 3 в бруске.
При наладке станка приспособление устанавливается на столе 1, 7 и показания стрелок индикатора записываются на листе бумаги. Нож 10 вставляется в один из двух пазов на корпусе вала 9 так, чтобы режущая кромка выступала на 2—3 мм над стружколомателем 6, и слегка закрепляется средним болтом 8. Затем брусок 2 с индикатором 4 передвигают по заднему столу 1 до тех пор, пока наконечник 4 индикатора не опустится на режущую кромку ножа 10. Показания стрелок в этот момент должно соответствовать записанному ранее. Если же есть расхождения, то следует слегка поднять или опустить нож (или’ задний стол). Корректировку продолжают до тех пор, пока показания индикатора будут одинаковы как в средней точке ножа, так и по его краям. После этого нож закрепляется. По тем же (записанным вначале) показаниям стрелок индикатора устанавливается второй нож.
Для настройки переднего стола к записанным ранее показаниям индикатора добавляют толщину снимаемой стружки и по полученной сумме устанавливают стол.
Применение приспособления в условия учебных мастерских не исчерпывается только установкой строгальных ножей при наладке фуговального станка. С его помощью можно проверять параллельность поверхностей заднего и переднего столов строгального станка, устанавливать фрезерные ножи в ножевые головки, проверять правильность развода зубьев у пил и др.
Читать также: Пильные диски по дереву для дисковой пилы
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
Читать также: Металлические изделия для дачи
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
Настройка фуганка
При обработке деревянных деталей не обойтись без электро фуганка. Перед началом работы необходимо настроить станок, это касается инструмента любого размера и мощности. От правильной настройки зависит как безопасность работы, так и точность изготовления деталей.
А точность в свою очередь уменьшает затраченное время и повышает качество изделий. У каждого фуганка есть два стола, один жестко закрепленный за ножами и стол регулируемый по высоте перед ножами.
В рабочем барабане крепятся два или три съемных ножа, которые так же необходимо правильно выставить. Но начать лучше с регулировки стола.
1. Выставляем столы на одном уровне и с помощью хорошего строительного уровня проверяем поверхности столов. Они должны находиться точно на одном уровне, под линейкой не должно быть зазоров и провисов. Если края столов провисают, то деталь при строгании получится вогнутой. Если под уровнем есть зазор в середине, то кромки деталей получатся выгнутыми наружу. И то и другое плохо, заготовки выстрагиваются гнутыми и делянки крайне сложно точно пристрогать при склеивании.
Для более точной проверки, кроме линейки, надо использовать два правильных угольника. Угольники ставятся на оба стола и соединяются друг с другом. В месте стыка вы увидите зазоры, которые необходимо выправить.
На всех фуганках есть регулировочные болты. Они могут отличаться по виду и форме, но принцип работы один. С помощью вкручивания или выкручивания, мы регулируем уровень поверхности неподвижного стола. Затем фиксируем болты контрогайками, или дополнительными фиксаторами.
2. Кроме общего уровня столов, необходимо сразу обратить внимание на угол между столами и направляющей линейкой. Проверяйте этот угол во всех точках, по всей длине направляющей. На старых фуганках могут проявиться провисы самой металлической столешницы, или даже изгиб направляющей линейки.
Но при аккуратной подгонке и регулировке можно добиться приемлемого уровня. В любом случае обязательно надо качественно настроить угол между столом и направляющей, он должен быть точно 90*. Как правило, фиксатор для установки угла делается с рукояткой, поэтому надо ослабить зажим, выставить линейку по угольнику и опять зажать фиксатор.
3. Ножи при установке выравниваются по неподвижной столешнице. Все ножи должны быть выставлены на одном уровне, иначе работать будет только один, самый выступающий. А один нож дает не такую качественную поверхность, он будет рвать древесину. Кроме того резко увеличивается нагрузка на режущие части и как следствие возникают дополнительные вибрации. Близко к теме измерительные инструменты мастера.
Проверять установку ножей лучше с помощью строганного бруска из твердых пород дерева. брусок укладываем на неподвижный стол и ведем в направлении ножей. Брусок должен слегка зацепить и провернуть ножи, но при этом не должен появиться зазор между бруском и рабочим столом фуганка. В общем точность настройки измеряется не миллиметрами и даже не десятыми долями миллиметра. Речь идет о точности 0,02 — 0,03 мм. .
4. Конечно ножи, как и рабочие поверхности столов необходимо настраивать по всей ширине фуганка. Для этого существуют разные приспособления, но мастера чаще проверяют уровень с помощью одного бруска, прикладываемого в разных точках стола.
Работа будет проще, если собрать блок из двух брусков и сразу проверять уровень установки ножей на обеих концах барабана. Еще один способ для точной настройки, заключается в использовании куска стекла шириной не больше длины ножей. Такое стекло лучше заранее подготовить и обязательно отшлифовать кромки чтобы не порезаться.
Источник
Фуговально-рейсмусовый агрегат
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Одновременная фуговальная и рейсмусовая обработка позволяет строгать заготовку на выбранную глубину, поэтому его используют в крупных производственных мощностях. Отлично работает в условиях строительной площадки, куда подвозят древесину с первичной обработкой, а последующее строгание в размер производится на площадке перед установкой в конструкцию.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» — нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
Источник
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
- Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Читать также: Можно ли подключить домашний кинотеатр к телевизору
Электрический привод станка
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
- Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
- проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
- выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.
Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.