Ящик для сварочного комплекта из канистры
Здравствуйте, читатели этого сайта. Сегодня я расскажу вам, как я сделал удобный бокс для перевозки сварочного аппарата из пластиковой канистры.
Большую часть времени я живу в городской квартире. В подвале под девятиэтажкой у меня есть мастерская, где я и занимаюсь своим хобби – самоделками. Там я могу делать всё, кроме сварочных работ – во-первых, там в электрощите установлен 10-амперный автомат, который может выбить при залипании электрода (А ключ от щита – у электрика). Во-вторых – пожарная безопасность! И в-третьих (и самое главное) вентиляция там не позволяет заниматься сваркой.
А потому, чтобы выполнить сварочные работы, я еду на дачу, или в частный дом. А так как времени у меня всегда в обрез, то чаще всего, после работы, я заскакиваю в подвал, хватаю всё необходимое, и еду.
Пользуюсь я вот таким сварочным инвертором “Жерард-ММА200”.
Он уже много лет служит мне верой и правдой. Хранился он у меня в своей “родной” коробке. Но беда всех заводских упаковок, как известно, в том, что однажды достав её содержимое, практически невозможно вложить всё обратно! )))). Благо, с аппаратом поставлялся “сувенирный” щиток сварщика! Без него аппарат легко помещался. Но только он!
И вот, приехал я на дачу. Раскладываю инструмент в предвкушении интересной работы. . И тут выясняется, что я забыл маску.
Другой раз я взял и маску и сварку. но забыл электроды. Следующий раз – взял всё, кроме отрезных кругов. ))))).
Вот такие события зародили во мне мысль сделать некий бокс, куда бы вмещался весь комплект – сварочный аппарат, маска, провода, электроды, струбцины, молоток. Короче, чтобы схватил один ящик, бросил в машину – и ничего не забыл! )))))
И стал я думать, из чего бы мне такой сделать! Выбор мой пал на вот такую 30-ти литровую канистру, которых у меня достаточно много:
Прикинув, я пришёл к выводу, что такой объём мне как раз и нужен. (Скажу честно, “под нож” пошла не именно эта канистра. Просто ту, которую порезал, забыл сфотографировать.))))
В итоге, у меня получился ящик, который вы можете увидеть в этом видеоролике (он снят “криво, но уж, извините):
А сейчас я расскажу подробно, как я это делал.
Мне понадобилось:
1. Пластиковая канистра 30 л. 2. Вытяжные заклёпки диаметром 4,8 мм разной длины. 3. Петли 2 шт. 4. Защёлки сундучные 2 шт. 5. Полоски жести. 6. Обрезки труб ПВХ. 7. Обрезок линолеума. 6. Шайбы М5 увеличенные.
Итак, начнём. Сначала я хотел сделать горизонтальную компоновку. Но, подумав, пришёл к выводу, что, во-первых, я значительно потеряю в жёсткости конструкции, во вторых, носить её я всё равно собираюсь за ручку ( т.е., вертикально), а потому,будет лучше, если укладка инструмента будет производиться в том же положении.
Поэтому я взял канистру и отрезал её верхнюю часть:
Это просто полоски с загнутым краем. Остались от чего-то, не помню. При необходимости, можно было их легко нарезать и загнуть.
Я взял полоску поуже и обклепал ею край отрезанной верхней части, используя обычный заклёпочник и вытяжные заклёпки. При этом я чуть выдвинул загнутый вдвое край жестянки за срез:
Communities › Сделай Сам › Blog › Самодельный контейнер для хранения сварки
Привет. Кто купил сварку ресанта, тот знает кейса или короба для транспортировки и хранения нет в комплектации. Покупать отдельно, цена за качество несоответствует. Был лист фанеры, немного времени свободного, идея, и вот что получилось. Лист был 10 мм. Из минусов, короб весит сам в районе 3 кг. Всем удачи!
Comments 62
я свой в чемодан положил. ручку вытянул и покатил
А где ручки для переноски?
Отлично. Мой пока в коробку родную возвращается на хранение. Только коробку скотчем обмотал.
Отличная идея! В закладки!
Внутри короба я б ватин наклеил, чтоб не царапалась.Смотрю ещё новая, всё равно придёшь к тому, что провода поменяешь на КГ25, метров по 5 минимум, родные фиговские, да и питающий кабель короткий(уже заменил на 4 м) и изоляция холода не терпит.Штатные кабеля на Ресанте слишком бутафорские.На моей Ресанте 220А не один кулер, пара минимум
Недавно отремотировали ресанту мою, причина, много всякой шняги накопилось на IGBT, как с этим бороться? Думал о такой кробке. Может с отверстиями и пылеулавливающий фильтр вставить?
Вот как раз об вентиляции задумался. Буду усовершенствовать
маска в пакете- сумке.
Прикольно, но самое главное удобно. Катается, не надо вставать, переносить или на плече держать)
У меня blueweld уже в кейсе шёл…но не удобный
разные пути увеличения стоимости изделия.При покупке сварки, ты за него заплатил, и к тому же не маленькую сумму. А как правило качество не очень.
я себе такой же кейс сделал для шурика…ну там еще можно что нить по теме. с ручеой. да основная цель…схватил и все на месте. наверное и для сварки надо замутить.
а как такая сварка для непроффесионала, подойдет?т.к сам особо не умею, так в отсутствии сварного на работе что-нибудь прислюнявить, отрезать получается.я имею в виду для начального уровня подойдет, для дома?(хочу, реально нужная штука)
Подойдёт. Самое оно тренироваться. Другую после этой возьмешь в руки, сказкой покажется.)))
а как такая сварка для непроффесионала, подойдет?т.к сам особо не умею, так в отсутствии сварного на работе что-нибудь прислюнявить, отрезать получается.я имею в виду для начального уровня подойдет, для дома?(хочу, реально нужная штука)
Эта сварка расчитана на чайника, у нее 3 функции которые помогают. При старте ток сама регулирует пусковой(именно розжига), защита от залипания, и еще какая то. На обычной сварке с магнитопроводом, я плохо варю, но на этой красота. Сравнивали промышленную сварог и ресанту эту, не чем не хуже. Единственное долго варить нельзя, греется сильно так как один кулер. Но стоит вроде автоматика отключать должна при перегреве. За все время не разу не отключалась. Темболее брал 220 а, а варил максимум 160
Кейс для сварочного инвертора
Сварочный инвертор стал обязательным атрибутом профессионального сварщика или любителя. При помощи сварочного оборудования производится пайка или резка металла, а кейс для сварочного инвертора предназначен для хранения основных узлов и компонентов, предназначенные для работы с поверхностями из металла. Для тех, кто постоянно занимается сваркой, приоритетным качеством проведения работы станет удобное расположение и размещение основных деталей и компонентов, которые предназначены для сварочных работ.
Особенности промышленных кейсов
Промышленность выпускает несколько вариантов ящиков для сварочного инвертора, но большинство пользователей оборудования считают, что отличным вариантом станет изготовление кейса своими руками. К слову, некоторые разработки кейсов для сварочного инвертора своими руками стали основой для промышленного производства, которые получили популярность у специалистов сварочного дела.
Промышленные серии имеют удобные отсеки и секции для хранения инструментов и прочих вспомогательных узлов и деталей. В качестве удачного образца промышленного производства можно указать серию FIT кейс 18″, который имеет следующие параметры:
- Наружный габаритный размер- 450*240*200 мм.
- Внутренняя часть кейса- 440 (390 мм внутренняя рабочая часть) *225*180 мм.
Боковые ручки, которые используются в данной конструкции, позволяют использовать полезный объем только в 390 мм. Высота такой конструкции составляет 180 мм, причём размер 145 мм отводится для непосредственной конструкции ящика, а 35 мм принадлежит исключительно закрытой части корпуса в виде крышки. Вес такой конструкции составляет около 2,5 кг. Как показывает практический опыт, такой вариант отлично используется как кейс для сварочного инвертора Ресанта, Торус и др. единственным минусом многие считают отсутствие возможности полноценного размещения проводов и кабелей, предусмотренные для конструкции инверторного сварочного оборудования.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Преимущества промышленных образцов
Учитывая то, что сварочные работы относятся к разряду сложных и ответственных, не последнюю роль в этом играет наличие дополнительных аксессуаров и предметов, предназначенные для мобильной переноски или для долговременного хранения. Преимущества промышленных образцов заключаются в следующем:
- Передняя часть корпуса ящика, днище и задняя стенка изготовлены из металлической основы.
- Боковые стенки, а также закрытая часть верха в виде крышки изготовлены из ударопрочного пластика с соответствующим лаковым покрытием.
- Срок эксплуатации составляет не менее 5 лет.
- Подвижный механизм лотка, а также встроенные компоненты органайзера используются для размещения основных аксессуаров и дополнительных запчастей инверторного оборудования.
- Универсальные и крепкие замки из хромированного металла придают не только эстетичность, но и надёжно предохраняют ящик от преднамеренного открывания.
Промышленный кейс стоит дороже, чем ящик для сварочного инвертора своими руками, но вместе с этим, вы можете использовать данное приспособление как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Особенности самостоятельной сборки кейса для сварочного инвертора
Чтобы собрать ящик для сварочника самостоятельно, необходимо иметь минимальные знания в области математики, в частности геометрии, чтобы правильно раскроить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.
Как сделать полуавтомат из инвертора ?
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. В силу своей большой распространенности и малой стоимости, MMA инверторы есть в арсенале многих мастеров. А вот с MIG сваркой дело другое – эти устройства дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким уж и сложным.
Как сделать тележку для сварочного аппарата своими руками
Зная, насколько важны приспособления для сварки профильных труб, и умея использовать их правильно, сварщик может выполнить поставленные перед ним задачи быстро и качественно.
В быту используют большое количество механизмов и конструкций для сварки труб. Эти вспомогательные устройства, чаще всего, ручные и универсальные.
Они помогают выполнить быстрый сбор конструкции с надежно закрепленными деталями, также позволяют проделать работу практически без их деформации.
Сварочный полуавтомат
Между MMA и MIG сварками есть кардинальные различия. Для работы полуавтомата, нужен углекислый газ (или смесь углекислоты с аргоном) и электродная проволока, которая подается к месту сварки через специальный шланг. Т.е. сам принцип сварки полуавтоматом – сложнее, но она универсальна и ее использование оправданно. Что нужно для работы полуавтомата:
- устройство для подачи проволоки;
- горелка;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
- Полностью сделать сварочный полуавтомат своими руками.
- Переделать только инвертор – подающий механизм приобрести готовый.
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Горелка
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Органайзер для сварочного аппарата
pogranec 17-12-2017, 10:09 11 743 Приспособления
Те, кто пользуются сварочным аппаратом знают, как неудобно его хранить и переносить его из-за проводов. Мастер-самодельщик решил сделать органайзер для сварочника. Ниже рассмотрим, что из этого получилось и какие он для этого использовал
Инструменты и материалы:
-Сварочный аппарат;-Металлическая полоса;-Сверлильный станок;-УШМ;-Металлический уголок;-Металлический стержень;-Гибочный станок;-Тиски;-Струбцина;-Рулетка;-Баллончик краски;-Магнит;-Крепеж;-Тубус из нержавейки;Шаг первый: крючкиРазмечает металлическую полосу 3*30 мм. Сверлит отверстие 8мм. Отрезает пластины. Отрезает от 8 мм арматуры четыре прутка. Вставляет их в в отверстия в пластине и обваривает. Подгибает края пластин под 45 градусов. Из арматуры изготавливает еще два крючка с углом 90 градусов. Отрезает две полосы, сверлит отверстие и приваривает крючки. Изготавливает еще одну полукруглую пластину под магнит.Шаг второй: рамкаВерхнюю часть рамки мастер сделал из металлического стержня 10 мм. Отрезает два стержня и сгибает их U-образно.Нижнюю опорную часть мастер изготавливает из 30 мм уголка и полосы. Отрезает два уголка. С торцов приваривает полосу. Причем с одной стороны полоса с крючком.Приваривает к нижней части U-образную рамку. Приваривает на одну U-образную рамку, в средней её части, пластину с крючком. Получился крючок снизу и сверху рамки, на него будет наматываться шнур питания. Приваривает крючки по бокам рамки, на них будут наматываться сварочные кабели.Приваривает проушину под магнит.Шаг третий: покраска и сборкаЗачищает швы, окрашивает поверхность.Изготавливает из пластика держатель для вилки.Прикручивает к проушине с одной стороны держатель, с другой магнит.Устанавливает сварочный аппарат. Наматывает на крючки кабеля. Закрепляет в верхней части тубус для электродов.Органайзер готов.Весь процесс изготовления можно посмотреть на видео. Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Подающий механизм
Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
- Купить полностью готовый механизм в сборе. Дорого, зато быстро.
- Купить только подающие катушки.
- Сделать все своими руками.
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Последовательность сборки
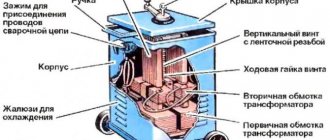
В него встраиваются трансформаторы, связанные первичными и вторичными обмотками. Для первичной обмотки применяется параллельная схема подключения, а для вторичной – последовательная. Такое исполнение обеспечивает поступление тока до 60 А. Максимальное сварочное напряжение на выходе будет 40 В. Полученные рабочие характеристики позволяют сваривать маленькие металлоконструкции бытового назначения.
Непрерывная работа инверторного устройства вызывает перегрев. Чтобы этого не произошло, в конструктивную схему встраивается система охлаждения. Самым простым способом снижения нагрева является установка по бокам корпуса вентиляторов. Они размещаются напротив трансформаторов так, чтобы работать на вытяжку.
Для сварочного полуавтомата используют блок охлаждения от устаревших моделей компьютеров. Обеспечить отвод теплого воздуха и поступление свежего поможет ряд отверстий в корпусе диаметром не меньше 5 мм. Количество отверстий — 20-50 штук.
Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.
Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Характеристики и материалы
Для эксплуатации в быту требуются самодельные инверторы, подключаемые к электросети 220 В. Легко собирается и сварочник, питаемый от сети 380 В. Инверторы бытового назначения должны соответствовать таким требованиям:
- напряжение – 220 В;
- сила входного тока на 32 А;
- сила выходного тока на 250 А.
Для сооружения инверторного сварочного аппарата своими руками подготавливаются следующие материалы:
- крепеж;
- металл листовой;
- термобумага (подходит кассовая лента);
- радиодетали для формирования электросхем;
- медные полоски либо провода;
- текстолит;
- слюда;
- стекловолоконная ткань.
Механизм подачи электродной проволоки
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).
Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.
Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.
В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.
В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).
Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.
Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.
Далее, все компоненты нужно аккуратно разместить в корпусе.
Механизмы для установки
Эти устройства позволяют установить профильные трубы в необходимом положении. Именно так, как они будут располагаться в итоге. По функциональному и конструкционному решению их делят на:
Упорные. Они фиксируют заготовки на основной поверхности, и могут использоваться постоянно, сниматься, а есть и откидные (служащие для отвода и поворота).
Постоянные приспособления – это пластины, которые приварены к основанию.
А съемные приспособления применяют в тех ситуациях, когда устройство с постоянной установкой использовать нельзя.
Угловые. С их помощью устанавливаются профильные трубы под заданным углом.
Призмы. Они фиксируют в необходимом положении цилиндрические профильные заготовки. В качестве данного приспособления используют очень простые конструкции, которые варят из уголков.
Этот механизм помогает установить профильные трубы в необходимом положении по отношению к уже стоящим частям будущей конструкции.
Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.
Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.
Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.
Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.
Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Инверторы для тех, кто будет варить «четверкой»
Преимущества инверторов бесспорны: легкий вес, компактный корпус, простая эксплуатация. От покупки удержать может только цена. Но в умелых руках инвертор со временем не только окупится, но и сможет приносить прибыль. Зная все это, вы, наконец, решили его купить. Естественно, вы хотите быть уверены, что не зря потратите свои деньги. Ведь сварочный аппарат должен справиться с возложенными на него задачами и исправно служить долгие годы.
Домашнему мастеру
Познакомимся с одним из самых популярных в России устройств, которое применяют для бытового использования. Telwin Force 165 выпускает известная итальянская компания, специализирующаяся на производстве оборудования для сварки.
Защита от перегрева, низкого напряжения и перегрузки по току гарантирует ему долгий срок службы. Обратим внимание на знак «СЕ». Это сертификат безопасности, который должен быть на любом товаре, продаваемом в Западной Европе. Для будущего владельца инвертора Telwin Force 165 он гарантирует защиту от электромагнитного излучения. Даже если вы никогда не задумывались о невидимой угрозе полей, согласитесь, неплохо, что производитель сам позаботился о вас.
Опробовав инвертор в работе, вы убедитесь, что и на малых, и на больших токах, он хорошо сваривает металл. В нем есть полный набор функций: горячий старт, форсаж дуги, защита от прилипания. Все работает также четко, как на более дорогостоящих моделях.
Стоит обратить внимание на комплектацию инвертора. Вместе с ним вы получите маску, провода, клеммы, электрододержатель, щетку для снятия шлака и кейс, в котором все это удобно хранить и переносить.
Комментарий специалиста
К сожалению, маска сварщика в данном наборе не самая лучшая, она выполнена в виде щитка со съемной ручкой. Не понравится — со временем можно приобрести другую. Главное — качество самого инвертора, а у Telwin оно на высоком уровне.
Отметим, что это устройство, так же, как и остальные модели, представленные в обзоре, отлично работает от мотогенератора. Со своей дизельной или бензиновой электростанцией, вы сможете пользоваться сваркой там, где нет электросети.
Выгодные предложения
Познакомимся теперь с замечательным набором, в который входит сварочный инвертор Fubag IN 160 и маска хамелеон . Хороший полупрофессиональный сварочный аппарат позволяет оценить все преимущества инверторной технологии. Благодаря повышению тока во время старта дуга легко разжигается. Предусмотрена функция anti-sticking, которая предупреждает залипание электрода. Если все-таки это происходит, она помогает его оторвать.
Если вы хотите приобрести маску «хамелеон», то покупая ее в данном наборе, вы экономите до половины ее стоимости.
Еще 2 инвертора, которые продаются в выгодных комплектах — Elitech АИС 160. Первый вариант — тоже с маской «хамелеон», второй — Elitech АИС 160САР — с кейсом для переноски, сварочным щитком, толстыми кабелями длиной 3 м, электрододержателем, зажимом массы и щеткой-молотком.
Комментарий специалиста
Кейс действительно хорош. Замочки закрываются на ключ, внутри он отделан полиуретаном. В нем умещаются все принадлежности для сварки. Такой комплект удобен для работ на выезде. Маска из первого набора выполнена из прочной пластмассы с карбоновым покрытием. В ней предусмотрен регулятор степени затемнения, сварщик может настроить его так, как ему будет удобно.
Сварочный аппарат Elitech АИС 160 изготовлен в Китае. Качество сборки отличное. Между транзисторами и радиаторами проложен слой термопасты, которая обеспечивает лучшее охлаждение деталей. Элементы закреплены винтами. На платы нанесен тройной слой компаунда — этот полимер защищает детали от внешних воздействий и механических повреждений. Встроенный вентилятор эффективно охлаждает «внутренности» инвертора. После отключения аппарата, лопасти продолжают вращаться еще некоторое время, давая элементам окончательно остыть.
Кроме таких функций, как быстрый старт и антизалипание электрода, как преимущество, отмечают низкое напряжение холостого хода. Потребление электричества автоматически снижается во время простоя, что обеспечивает не только экономию, но и безопасность пользователя. Напряжение, сниженное до 9 Вт, не угрожает поражением от электрического тока. По своим характеристикам инвертор подходит для профессионально использования на производстве и в быту.
Сварог ARC 165. — сделан в Китае, выпускается под русской маркой. Инвертор собран из комплектующих, которые производит японская компания Toshiba. В аппарате Сварог ARC 165 установлены биполярные транзисторы с изолированным затвором, устойчивые к неблагоприятным воздействиям окружающей среды (температура, пыль). Поэтому производитель рекомендует его использовать на открытых ремонтно-монтажных участках.
Сварщиков устройство порадует высокой мощностью, стабильностью горения дуги и экономичностью (на холостом ходу потребляется только 30 Вт), что важно при больших объемах работы.
По сравнению со всеми рассмотренными выше моделями, инвертор EWM PICO 162 стоит дороже в 2,5-3 раза. При этом кроме него самого, в комплекте поставки нет ничего, даже проводов. Сварочный аппарат изготовлен в Германии компанией, история которой насчитывает более половины века. Вы не ошиблись, если сразу подумали о немецком качестве. За исключительную надежность этот инвертор по сравнению с другими сварочными аппаратами котируется очень высоко.
Профессионалы используют EWM PICO 162 в строительстве, а также для ремонта крупной техники и машин. Он отлично приспособлен для работы в сложных условиях. Металлический корпус защищает устройство от повреждения. Благодаря особой конструкции каналов, по которым поступает воздух для охлаждения, даже при сильной запыленности внутренние детали загрязняются меньше.
Кроме долговечности, он обладает отличными пользовательскими характеристиками. Материал не пригорает, дуга разжигается стабильно. Аппарат обладает высокой мощностью, поэтому сварка с электродом 4 мм для него не максимальная возможность, а обычный рабочий режим.
Если вы обратите внимание на технические характеристики, представленные в таблице, то заметите еще одно важное преимущество: EWM PICO 162 отлично подходит для работ за городом, где напряжение в сети часто бывает пониженным. Он прекрасно сваривает металл, получая лишь 190 В из электросети.
Сравниваем технические характеристики
| Telwin Force 165 | Fubag IN 160 | Elitech АИС 160, Elitech АИС 160 САР | Сварог ARC 165 | EWM PICO 162 | |
| Мощность, кВт | 4,1 | 4,6 | 5,3 | 5,3 | 6 |
| Сварочный ток, А | 10-150 | 10-160 | 10-160 | 10-160 | 10-160 |
| Напряжение питающей сети, В | 230 | 220-10%+10% | 220 | 220-15%+15% | 230-40%+15% |
| ПВ, % | 60 | 60 | 60 | 60 | 60 |
| Габариты, мм | 380х420х170 | 380х190х220 | 315х123х177 | 313х120х198 | 365х115х225 |
| Вес, кг | 4.1 | 4.2 | 4.2 | 5.2 | 4.8 |
В обзоре рассмотрены сварочные инверторы, которые пользуются большим спросом. Доверие многих покупателей — хорошая рекомендация надежности приобретаемого устройства. Аппараты качественные, но в работе они покажут разные результаты, несмотря на то, что каждый из них рассчитан на использование электрода в 4 мм. Если вы будете часто сваривать толстый металл, обратите внимание на более мощные модели, такие как Elitech АИС 160, Сварог ARC 165, и, конечно же, EWM PICO 162. Если четверка в вашей работе — редкий случай, и в основном идет тройка, рекомендуем Telwin Force 165 и Fubag IN 160.
www.vseinstrumenti.ru
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;
- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;
- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.
Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.
В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.