Древесина — популярный материал, который часто используют в строительстве. Чтобы произвести распил в домашних условиях, применяют ленточные станки — самодельные или заводские. В статье будет дана информация, после которой читатель поймет, что изготовленная ленточная пила своими руками выполняет необходимые функции не хуже заводского оборудования. Кроме того, собирать ее довольно просто.
Самодельная ленточная пила
Области применения самоделки
Ленточные пилы ценят за распиловку очень больших материалов в домашних условиях.
Значительное преимущество лобзика ленточной пилы перед дисковым вариантом — в толщине полотна (1,5-2,5 мм). Благодаря этой особенности, инструмент является очень экономичным, если речь идёт о распиле толстых деревьев.
Поскольку используется очень аккуратный подход к работе, самодельные ленточные пилы часто используют на лесопилках.
Для справки! Данный агрегат применяют и при производстве мебели, где необходима высокая точность и расчет, а также ровность распила деревянных заготовок.
Типы и устройство ленточных пил
- Агрегат имеет массу преимуществ, в том числе:
- высокая степень производительности;
- невысокая отдача тепла в атмосферу;
- низкая себестоимость;
- хорошая скорость работы и достаточная точность.
Все разновидности имеют одинаковую основу – есть столешницы или рабочая поверхность, где будет лежать бревно. Оно подвергается распиловке с помощью режущих частей – вращающихся лезвий. Они могут быть различной конфигурации. Также необходимо учесть все крепежи и двигатель, который будет приводить всю машину в движение.
Виды зависят от того, какой материал необходимо распилить, это может быть дерево, металл, камень либо синтетика, разные виды пластмасс. В случае прочных заготовок следует укрепить конструкцию, усилить ее сверхпрочными сплавами. В обратном случае режущая лента будет ломаться. Если обращаться только к пильному станку по дереву, который можно изготовить своими руками, то следует классифицировать агрегаты следующим образом:
- Беззубые. Название не совсем точное, так как небольшие зубцы все же имеются, но основное действие происходит за счет интенсивного нагрева и трения.
- Зубчатые. Полотна, то есть ленты, замкнутые, поэтому происходит постоянный непрерывный процесс. Это самый простой и незатратный вид, к которому мы будем преимущественно обращаться.
- Электроисковые. Имеют повышенную прочность и износостойкость. Их устанавливают в основном на производствах, когда нужно поддерживать серийное изготовление древесины, а также производить распиловку крупных бревен большого диаметра, с которыми трудно справиться в домашних условиях.
Технические возможности
До изготовления самодельной ленточной пилы, необходимо изучить технические особенности и возможные сферы применения. Агрегаты обычно разделяют по категориям:
- Данные о распиле за определенный промежуток времени.
- Ширина ленточного полотна.
- Угол, под которым можно осуществлять поворот механизма.
- Количество скоростей для проведения обкатки.
Если толщина ленты составляет примерно 14 мм, то целесообразно использовать подобный агрегат в бытовых нуждах при небольшом объеме обрабатываемой продукции. Если же объём нужен больше, и продукция поступает в промышленных масштабах, то толщина ленты должна составлять 20 мм.
Лента пилы
Расположение ленты может быть горизонтальным или вертикальным. Вертикальные агрегаты снабжают специальной панелью, с помощью которой можно контролировать процесс работы. Оператор должен в полной мере контролировать эту консоль, внимательно наблюдая за процессом нарезки древесины или другого материала.
Если агрегат небольших размеров, особое внимание необходимо уделять фиксации пильной поверхности. Горизонтальное размещение в таком случае используется для пила твердого типа древесины.
Как производится заточка ленточных пил
В процессе распила древесины или металла зубья пилы ленточной теряют остроту первоначальной заточки. Поэтому необходимо производить заточку ленточной пилы. Любая заточка пильного полотна состоит из следующих этапов: • первоначальной заточки • очистки • разводки • окончательной заточки.
Для восстановления режущих качеств зубьев пильного полотна используют специальные заточные станки. Результатом первоначальной заточки является устранение трещин в пазухе зуба, а также восстановление профиля зуба с соблюдением симметрии по отношению к остальным. На этапе очистки удаляются оставшиеся после заточки опилки металлические. На этапе разводки изменяют передний и задний углы.
И, наконец, окончательная заточка исправляет допущенные искажения симметрии переднего угла и придает остроту рабочей кромке зуба. Заточка ленточных пил своими руками требует определенных навыков и приемов работы. Профессионально произведенная заточка восстанавливает перпендикулярность режущих кромок. Чтобы вернуть зубья нормальную толщину, приходится протачивать пильную кромку достаточно глубоко.
Как производится заточка ленточных пил, покажет это видео.
Конструкция ленточной самодельной пилы
В сети имеется множество чертежей для изготовления ленточной пилы в домашних условиях. Для самоделки желательно выбирать пилорамы, имеющие вертикальное расположение полотна.
Узлы аппарата:
- основной каркас;
- стол, где производится распиливание;
- шкивы;
- привода;
- пилы.
Для самоделки используют электродвигатель, работающий от 220В. Если планируется резать очень массивные заготовки, то желательно искать более мощный аппарат.
Важно! Если нет возможности или желания брать за основу электродвижок, то можно заменить его на бензиновый аналог.
Режущее полотно необходимо надежно закрепить на шкивах. Движение полотна происходит по замкнутой траектории (круговая или овальная форма).
Размер будущей установки нужно выбирать в зависимости от тех целей, которые необходимо выполнить. Если владелец живёт в квартире и на балконе желает установить ленточный агрегат, то можно изготовить мини-станок, преобразовав электролобзик.
Ленточная пила из лобзика
Назначение полотна
В зависимости от типа станка и вида заготовки, которую будут обрабатывать все ленточные полотна можно разделить на три группы:
- Полотна для бревнопильных станков.
Предназначены для распила кругляка на обрезной материал на лесопилках. - Полотна для ленточно-делительных станков.
Предназначены для роспуска (деления) бруса или доски на малые погонажные изделия для производства вагонки, столярных изделий, мебельного щита, паркетной доски и при обработке горбыля на пилорамах. - Полотна для столярных станков.
Предназначены для использования в мебельном и столярном производстве при изготовлении конечной продукции, в том числе фигурного реза.
Параметры ленточных пил
В зависимости от типа изготовления, ленточная пила может служить для обработки следующих материалов:
- дерево;
- синтетика;
- металл.
Металл обладает высокой прочностью, а потому необходимо использовать усиленную сталь для резки. При использовании стандартных пилок, зубья будут деформироваться очень быстро. Поэтому нужно заранее подготовиться к работе, учитывая тип материала.
Размер и шаг зубьев полотна
Для выбора резца, необходимо отталкиваться от размеров созданного станка. А также есть полезные рекомендации, которых стоит придерживаться:
- Для продольного пропила используют широкие полотна, в результате выходит качественный и ровный срез.
- Если предстоит обрабатывать тонкую заготовку, нужно использовать очень узкое лезвие.
- При необходимости контурной и фигурной резки, подбирают режущие элементы в диапазоне ширины от 14 до 88 мм. Предпочтительный размер — 35-40 мм.
На финальный результат обработки будет влиять и шаг зубьев:
- Крупная постановка подходит для обработки тонких листовых материалов.
- Чем «гуще» постановка зубьев, тем больше должно быть полотно.
- Средний вариант можно использовать при обработке синтетических материалов, чтобы не забивать резец отходами.
Но и этого недостаточно для правильного подбора лезвия. Важно обращать внимание на заточку и расположение зубчиков.
Расположение зубьев и заточка
Шаг зубьев влияет на финальную обработку. Выбор необходимо совершать в зависимости от твердости древесины:
- WM-полотна подходят для твёрдых и мягких пород древесины.
- АV — для работы с твердой древесиной, или мерзлым деревом.
- NV — для фигурного распила.
- NU — для мягких пород.
Также необходимо обращать внимание на заточку зубьев. Режущая кромка должна быть очень острой и ровной.
Внимание! Покупая расходные материалы, желательно спросить у продавца о возможности самостоятельной заточки.
Схема зубьев
Размеры Полотен Ленточных Пил По Дереву
Срок службы ленточной пилы по дереву впрямую находится в зависимости от свойства ее заточки. Ее можно делать как без помощи других, так и прибегая к услугам специализированных компаний. В начале нужно детально подробно изучить технологией и рядом особенностей.
Ленточная пила относится к уровню режущих инструментов и является неотъемлемой частью спец оборудования по обработке древесной породы. Она по сути есть замкнутую ленту, на наружной кромке какой занимается размещены зубья.
Для производства используются особые сорта стали – 9ХФ, Б2Ф либо С75. При производстве зубья подвергаются обработке высокочастотными токами. Это наращивает их твердость. Конкретно данный факт оказывает влияние на развод режущих кромок и ремонтопригодность. Часто на стадии производства используют несколько типов стали. Основная лента делается из пружинной, а режущая часть – из стали с огромным содержанием вольфрама иначе говоря кобальта.
Особенности внедрения ленточных пил для дерева:
- требования к древесной породе. Чем она тверже – тем резвее затупится лезвие;
- условия установки. Непременно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении возрастет возможность поломки полотна;
- повторяющаяся заточка. Для этой цели вам будет нужно особый станок.
Выполнение последнего пт дозволит прирастить срок службы ленточной конструкции. Но сделать заточку без помощи других проблематично – нужно подобрать правильную разводку, соблюсти угол обработки лезвий.
В покупке пилы б/у необходимо уделять свое внимание на предмет наличия ремонтных сварки на полотне. Они указывают на нередкие поломки инструмента.
Вначале определяется тип ленточной пилы. Основным показателем является форма зубьев. Отталкиваясь от этого параметра они делятся на делительные, столярные как еще его называют созданные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на шаге закупки девайсов. Они необходимы для определения характеристик станка.
READ Видео Обзор Настольной Церкулярной Пилы Тс 820
Для жестких видов древесной породы значение фронтального угла будет наименьшим. Это обеспечивает лучший контакт материала обработки с металлом. В том случае планируется обработка мягеньких видов – с целью повышения скорости обработки используются модели с огромным значением фронтального угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние меж режущими элементами конструкции. Распространенные значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до верхушки;
- угол. Главное значение, которое следует знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в правильном варианте эти свойства обязаны быть оставаться постоянными. Для каждой модели производитель определяет наибольшее значение отличия. Если в свое время эксплуатации оно будет достигнуто – нужно получать новейшую модель.
Как выбрать ленточную пилу
С намерением устранения резонанса в неких видах режущих инструментов делают переменный шаг расположения зубьев. Это не оказывает влияние на ручную заточку, однако просит кропотливой установки характеристик в свое время автоматической.
Перед формированием режущей кромки следует сделать правильную разводку зубьев. На протяжении всего периода эксплуатации по причине неизменных нагрузок их размещение может поменяться. Потому поначалу происходит регулировка геометрии, и после – заточка.
READ Размеры переднего адаптера для мотоблока своими руками
Разводка это отгиб зубьев относительно плоскости основного полотна. Эта процедура производится лишь на особом станке. Для которого предназначена конструкция огромных расхождений на всей протяженности ленты вам раннее повреждение либо поломка полотна. Потому ранее следует обусловиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который а возможно последующим:
- традиционная. Последовательный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. 1-ый и 2-ой зубья отклоняются на право и на лево, а 3-ий остается постоянным. Такая методика применяется для пил, предназначенными для обработки жестких пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В конечном итоге они сформировывают режущую кромку, напоминающую волну. Очень трудный тип разводки.
В свое время выполнения отгиба деформации подвергается не весь зуб, а только его часть. Часто отклонение происходит по 4/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.
Принципиальную значимость имеет верный выбор типа заточного круга. Он должен соответствовать марки стали, из какой занимается сделана ленточная пила. Для конструкций из инструментальной стали используются корундовые круги. Если требуется сделать лучше режущие характеристики биметаллических моделей — следует использовать эльборовые либо алмазные круги.
полотна для ленточной пилы. где покупал.
Отталкиваясь от технических способностей выполняется полнопрофильную обработку по другому каждой режущей части в отдельности. В начале пригодится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта производится обработка каждого зуба.
READ Almonte Автоматическая базовая пила
За ранее пригодится станок. Он обязан иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие деяния по последующей аннотации.
- Наждак направляется вниз. В то время происходит обработка фронтальной грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный шаг позволяет удалить микротрещины и выпуклости. Принципиальным моментом является понижение поверхностного натяжения, которое является основной предпосылкой деформации полотна.
- Круг подымается вверх. Протачивается задняя часть зуба и его кромка режущая.
По таковой же методике происходит обновление всех других зубьев. Принципиально, чтоб значения углов входа и выхода были всюду схожими. Иначе при различиях геометрии в одной из частей ухудшаться эксплуатационные свойства.
В результате обработки рекомендуется выполнить доводку – обработать поверхность тонкодисперсным наждаком. На протяжении этого процесса не должна поменяться геометрия полотна.
При продолжительном контакте круга с металлом может резко повыситься температура по последней. Для устранения этого эффекта используют особые охлаждающие воды, поступающие конкретно из станка. Подача делается повсевременно, чтоб избежать формирования зоны накала. В этой части механическая крепкость будет ухудшена.
Для избежания возникновения зазубрин перед обработкой древесной породы необходимо проверить наличие здесь железных компонент. Также повышенное внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно узнать все про советами по самодеятельной заточке:
Источник
Инструменты и материалы
Самодельные ленточные пилы по дереву делают из следующих материалов и инструментов:
- Фанера или лист ДСП для изготовления каркаса и шкива.
- Листовая сталь для пилы (или готовый образец из магазина).
- Швеллер для опорной рамы.
- Металлические уголки или рейки и деревянные бруски.
- Подшипники.
- Стальные штыри для изготовления осей шкива.
- Электродвигатель.
- Болты, гайки, саморезы, шайбы.
- Гибкая резина.
- Втулки.
- Текстолит.
- Прочный ремень.
- Краска или лак, кисточка.
- Пила.
- Ключи под головки болтов.
- Рулетка и карандаш.
Желательно использовать бревна толщиной в 20 мм для повышения надежности аппарата.
Из истории
Известна ленточная пила довольно давно, с начала 19 столетия (первый патент — 1808 год). Сам принцип непрерывного движения пильного полотна (в отличие от возвратно-поступательного у ножовки) давно интересовал инженеров. Он более технологичен по многим причинам:
- Кольцевая пила охлаждается естественным путем — в контакте находится незначительная ее часть;
- Движение зубьев в одном направлении меньше повреждает область реза;
- Ленту легче затачивать;
- Механизм привода и натяжки максимально упрощен, как и механизм смазки.
Но на пути реализации возникли некоторые трудности, связанные с соединением пильной ленты в кольцо. Лента должна быть прочной, упругой и, в то же время, гибкой и достаточно эластичной. Сваривать такие металлы, чтобы не оставалось швов, которые мешали ее движению в теле материала и вызывали перегрев (в результате — разрыв в месте соединения).
Примерно так выглядели первые ленточные пилы
На ленточных станках по дереву эти сложности удавалось минимизировать, но на металлообрабатывающих станках все было иначе. Только к концу столетия во Франции удалось наладить производство приемлемых пильных полотен, которые сваривались контактной сваркой и затем швы тщательно шлифовались.
В настоящий момент производится несколько разновидностей пильных полотен кольцевого действия:
- зубчатые;
- пилы трения;
- электроискровые.
Самодельная ленточная пила по металлу, как правило, ориентируется на зубчатое полотно биметаллической конструкции. Это лента, изготовлена из прочной стали (пружинной или аналогичной по свойствам) с зубьями из особо прочной инструментальной стали твердостью М42-М71. Заточка зубьев различная для разных материалов.
Самое большое полотно для ленточной пилы
Например, для резки труб и швеллера потребуется лента с усиленными спинками зубьев, для нержавейки — с острой заточкой в 150 и увеличенным расстоянием между ними. Нержавейка образует при пилении вязкую стружку, мешающую движению пилы, застревая между рабочими кромками. Если приходится резать металл крупных размеров, то нужно полотно с периодической разводкой — узкая и широкая чередуются, для устранения угрозы застревания ленты в резу.
Для того чтобы ленточнопильный станок своими руками работал исправно, рассчитывайте его под ленту заводского изготовления. Своими руками ее сделать достаточно сложно, даже если удастся найти подходящий металл и в вашей мастерской есть все необходимое сварочное и заточное оборудование.
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
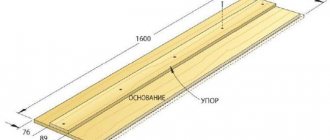
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека. Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок.
Важно! Стоит учитывать возможность размещения поддона — для удобства чистки агрегата.
Столешница должна быть смонтирована на нижней опоре.
Столешница-самоделка
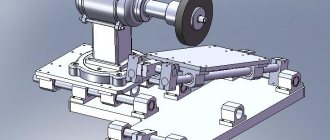
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.
Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Важно! Желательно привод ремня разместить вне рабочего стола — для защиты от опилок.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
Классификация полотен
Полотна изготавливаются из таких материалов, как металл, алмазы, сталь и т.д. Разные материалы пригодны для обработки определенных типов изделий. К примеру, алмазные пильные ленты используются для работы по мрамору или стекловате.
Существует три основных метода классификации этого изделия:
- По функциям.
- По габаритам.
- По расположению зубьев.
По функциям
Полотна для пил делятся на группы на основании материалов, с которыми они работают.
В число таких материалов входят:
- Камень.
- Металл.
- Древесина.
- Синтетика.
Мнение эксперта
Левин Дмитрий Константинович
Пильная лента, которая предназначена для работы с металлом, делятся на подгруппы. При классифицировании учитывается тип материала, который будет разрезаться инструментом.
Таблица 1. Типы полотен для пил по металлу
| Тип полотна | Сфера применения |
| Биметаллическое М42 | Резка объектов, которые изготовлены из стали без легирующих добавок |
| Биметаллическое М51 | Разделка материалов, которые состоят из сплавов или стали с содержанием углерода выше 0,6 % |
| Биметаллическое SP | Резка сплавов с высоким сопротивлением металлической деформации |
| Твердо-сплавное типа ТСТ | Обработка объектов из сплавов, которые обладают неоднородной структурой |
По размерам
Кроме функциональных особенностей учитывается характер предстоящих работ. От ширины полотна зависит ровность итогового пропила. Диапазон ширины пильных лент для режущих инструментов составляет от 14–80 миллиметров. Для стандартных пил характерные значения в 31–41 миллиметр.
Если инструкции к инструменту отсутствуют, рекомендуется брать самые широкие полотна для обычной резки. Главный критерий выбора – это соответствие пильной ленты ленточнопильному станку, за которым работает мастер. Широкое полотно подается максимально быстро, что ускоряет время обработки материалов.
Для контурных распилов требуются узкие инструменты. От пилы требуется четкая вырезка углов и фигур в выбранном материале.
Выбор ширины полотна предполагает учет нескольких деталей:
- Тонкие лезвия не предназначены для работы с толстыми заготовками. При продолжительной работе они подвергаются деформации.
- Толстые пилы не используются для обработки тонких материалов. Под напором полотна заготовка изгибается и может сломаться.
- При проведении резки по контуру ширина пильной ленты выбирается на основании поворотов под требуемым углом.
Параметры зубьев
Зубья или зубцы – это выступы на пильной ленте.
Качество резки определяется следующими характеристиками:
- Размер.
- Количество.
- Шаг.
- Разводка.
- Качество затачивания.
При подборе изделия основным критерием становится количество:
- Большое число зубьев способствует ровному распилу материалов толстостенного типа.
- Низкая плотность расположения зубьев уменьшает нагрузку на площадь материала для обработки.
- Высокая плотность распределения зубьев равно распределяет напряжение по поверхности инструмента.
Следующим параметром, влияющим на качество работы, является размер зубцов:
- Стандартные размеры предназначаются для обработки тонких материалов и фигурной резки.
- Крупногабаритные размеры созданы для проведения глубоких пропилов.
- Кромки небольшой высоты изготовляются для работы с тонкостенными трубами и прочими объектами.
При выборе полотна мастер руководствуется такими критериями:
- При крупном непрерывном шаге производится обработка тонкостенных материалов малого размера.
- Частыми равномерно размещенными зубьями разрезаются габаритные объекты.
- Лента, на которой расположены переменные зубцы, предназначена для работы с мягкими материалами (такими как пластик, цветной металл, древесина).
Мнение эксперта
Левин Дмитрий Константинович
Шаг зубцов подбирается исходя из параметров ответного участка станкового прибора.
Разводка зубцов представлена в трех категориях. Их характеристики кратко приводятся в таблице.
Таблица 2. Типы разводки зубьев
| Тип разводки | Описание |
| Волнистая | Зубцы располагаются волнообразно по всему полотну и обладают разными углами наклона. Применяются для обработки тонких пластин и создания заготовок компактных размеров |
| Стандартная | Элементы кромки размещаются попеременно в две противонаправленных стороны. Один зубец располагается в центре. Полотна используются для работы с крупными секциями из металла на станках горизонтального типа |
| Групповая | Кромка покрывается зубцами, которые располагаются попарно – по правую и левую сторону. Такая конструкция повышает скорость проведения разреза и способствует повышению их качества |
Для определения качества заточки требуется опыт работы с пилами.
Мастера определяют качество при опоре на три параметра:
- Остроты зубьев.
- Однородности материалов кромки.
- Ровности кромки.
Перед приобретением полотна желательно узнать у продавцов, предполагает ли материал заточку. И если заточка возможна, то какое количество циклов обновления предусмотрено.