Для получения деталей с фасонной конфигурацией поверхности (торцевой, наружной или внутренней) на металлорежущие станки токарного типа в резцедержатель устанавливают специальный режущий инструмент – фасонный резец. Он обеспечивает точность получения геометрических размеров, соответствие полученной формы техническим требованиям конструкторского документа и высокую производительность труда, что важно при производстве деталей в массовом и крупносерийном производстве. Фасонными считаются поверхности, если они созданы образующей криволинейного типа, комбинацией прямолинейных и криволинейных образующих, включая те, которые расположены под разными углами. Особенность инструмента: профиль соответствует профилю будущей детали. Изготавливают такие изделия под конкретную деталь, поэтому стоимость режущего инструмента высокая.
Классификация
Режущие инструменты фасонного типа предназначены для обработки поверхностей заготовок, выполненных из сталей мягких, средней твердости и твердых, чугуна мягкого и твердого, латуни, бронзы, меди, алюминия и других цветных металлов и сплавов. Работы выполняются на станках револьверных, токарных, включая полуавтоматического и автоматического типа.
Классифицируют изделия по таким признакам:
- материалу изготовления (твердосплавные и быстрорежущие);
- способу изготовления (цельные и составные);
- конструкции (круглые, призматические и стержневые);
- виду обрабатываемой поверхности (наружные и внутренние);
- установке относительно заготовки (тангенциальные и радиальные);
- форме образующих фасонных поверхностей (кольцевые, винтовые и плоские);
- расположению оси отверстия для крепления относительно заготовки (с параллельным и наклонным);
- расположению передней поверхности (с нулевым углом наклона режущей кромки и с определенным углом наклона);
- способу крепления (насадные, хвостовые).
Режущий инструмент изготавливают из легированной и быстрорежущей стали. Именно от марки стали зависит, будет ли он изготовлен из цельного куска металла или составным. В первом случае целесообразно изготавливать его цельной конструкции, во втором – из нескольких марок стали. Изделие составного типа представляет собой державку, выполненную из обычной стали, к которой приклеивается, приваривается или присоединяется режущая часть, изготовленная из специальной инструментальной стали. Такой способ снижает стоимость изготовления по сравнению с инструментом, выполненным полностью из дорогостоящей высоколегированной стали.
Резцы фасонные круглые
Круглый фасонный резец является распространенным режущим инструментом, его несложно изготовить. Служит он для обработки наружных и внутренних поверхностей заготовок, выполненных из разных материалов. Характерная особенность – поддаются повторной заточке, которую можно осуществлять неоднократно. Инструмент представляет собой тело вращения с угловым пазом для создания передней поверхности и с отверстием для отвода стружки.
Резцы фасонные призматические
Инструменты такого типа предназначены для обработки поверхностей заготовок. С их помощью можно получать как внешние, так и внутренние поверхности необходимой конфигурации. Призматические фасонные резцы представляют собой изделие в форме призмы, у которой передняя поверхность плоская, а задняя имеет фасонную форму. Такой режущий инструмент устанавливается в резцедержатель с помощью соединения, которое называется ласточкин хвост. Инструмент перетачивается неоднократно по передней рабочей поверхности. При точении обеспечивают высокое качество поверхности по чистоте обработки и шероховатости.
Резцы фасонные стержневые
Стержневой фасонный резец отличается от обычного токарного тем, что имеет режущую кромку, соответствующую форме будущей детали. Изготавливаются нескольких типов: галтельные, канавочные, радиусные и с более сложным профилем – дисковой или призматической конструкции.
Радиальный
Радиальный режущий инструмент имеет круглую или призматическую форму, при этом первый вид применяют для обработки как наружных, так и внутренних поверхностей заготовки; призматическими изделиями обрабатываются исключительно наружные поверхности. Устанавливается по отношению к заготовке в резцедержатель так, чтобы обеспечить поперечную подачу – ось заготовки в этом случае пересекается в нескольких или в одной точке с режущей кромкой изделия.
Тангенциальный
Тангенциальный резец применяют для обработки заготовок, плохо сопротивляющихся прогибу, и при выполнении неглубоких профилей. Устанавливается режущий инструмент в резцедержателе так, чтобы оказаться по касательной к внутреннему профилю заготовки. Это позволяет последовательно в работу вводить режущие кромки инструмента.
Подаваться на заготовку инструмент может в нескольких направлениях:
- продольном;
- поперечном;
- под углом к оси.
Резцы с положительным передним углом режущей плоскости улучшают процесс резания. Их вкупе с изделиями, имеющими еще и угол наклона режущей кромки, применяют для изготовления особо точных деталей.
Различные варианты и их назначение
Многообразие режущих инструментов по дереву при вращении на токарном станке очень велико. Мастера с опытом создают резцы той формы, которую считают удобной, для реализации индивидуальных задач. Поэтому один персональный резец не похож на другой. Впрочем, есть стандарты фабричных инструментов, из которых одни являются базовыми, другие – узкоспециализированными.
Рейер
Это один из базовых резцов. Его можно узнать по характерной форме – рабочая часть рейера не плоская, а изогнутая, образует желобок. Заточка делается с внутренней стороны закругления. Работают рейером, поднося его к заготовке желобком вверх.
Благодаря форме лезвия, этот резец выбирает древесину полукругом. Изогнутая в продольном направлении форма делает его очень прочным, поэтому он хорошо подходит для чернового обтачивания заготовки. С помощью рейера также можно делать плавные переходы и проточки с полукруглым профилем.
Мнение эксперта Левин Дмитрий Константинович
Ширина рейера составляет от 4 до 30 мм, а угол заточки – около 30 градусов.
Мейсель
Если рейер – относительно простой инструмент, который предназначается преимущественно для грубой, черновой работы, то мейсель уже значительно более сложен в обращении. За пару дней практики владеть им получится вряд ли. Применяют этот резец уже тогда, когда очертания деревянного изделия сформированы. Впрочем, опытному токарю применение мейселя даёт ровную, гладкую поверхность дерева заданной геометрии.
Мейсель немного похож на обычную плоскую ударную стамеску, однако его лезвие скошено под углом. Соответственно, мастер должен иметь в своём распоряжении как минимум два мейселя – лево- и правосторонний, чтобы обрабатывать зеркально отображаемые участки.
Заточка мейселя может выполняться как скашиванием одной стороны вплоть до выхода на плоскость, так и одинаковым удалением слоя металла с двух сторон. При этом ширина полотна может доходить до 40 мм, а угол скоса составляет от 60 до 75 градусов. При двусторонней заточке режущей кромки угол должен составлять 20 – 25° с каждой стороны.
Фасонные
После того, как выполнена основная обработка детали в бабках, наступает черёд фигурного реза. Для этого используются фасонные резцы. Они могут иметь различную форму для вытачивания канавок, бороздок, выбирать пазы сложной формы.
Клюкарза.
Самыми распространёнными «фасонками» являются:
- Клюкарза. По форме резца схожа с рейером, однако имеет изгиб рабочей части возле лезвия. Благодаря такой форме клюкарзой выполняются мелкие и сложные работы, она может достать там, куда не доберутся инструменты с прямой рабочей частью.
- Гребёнка. Ею выполняется проточка параллельных бороздок и канавок. При должном уровне мастерства с помощью гребёнки нарезается резьба.
- Крючок. Позволяет делать внутреннюю выемку с выступающим краем, а также различные криволинейные проточки.
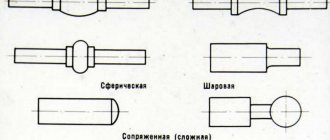
- Полумесяц или «ласточкин хвост». Применяется для вытачивания круглых и гранёных валиков.
Процесс обточки заготовки на токарном станке ощутимо зависит от угла заточки инструмента. Малые углы (20 – 30°) предназначены для тонки работ
Они хорошо снимают древесину, но при неосторожном движении могут испортить заготовку или сломаться сами. Большие углы (60 – 75°) предназначены для грубой работы с твёрдыми породами
За один проход они могут снять меньше, зато им не страшны сучки и давление, создаваемое токарем.
Особенности геометрии изделий
Геометрия фасонного резца зависит от его конструкции, а она в свою очередь отталкивается от размеров и профиля детали. Основными из них являются углы резания, заострения, главные передний и задний, а также у некоторых изделий в конструкцию вводят дополнительные углы. Параметры могут быть самыми разными. Получить качественную деталь из заготовки помогут грамотное конструирование формы инструмента и правильный подбор марки стали/сталей для его изготовления. Расчет профиля будущего изделия выполняют специалисты 2 способами: аналитическим и графическим, – каждый из которых требует определенных навыков и умения пользоваться конкретными справочниками и литературой. Немаловажное значение имеет и опыт работы.
Общие правила и техника безопасности
Принципы безопасной работы на токарном станке по дереву:
- работать следует в спецодежде, которую необходимо надевать еще до включения станка;
- на станке не должно быть лишних предметов и инструментов;
- обязательно проверить заготовку на наличие сучков и трещин;
- проверить исправность режущего инструмента и его заточку;
- надеть защитные очки;
- при работе подавать на деталь резец, только когда вал наберет полную частоту вращений;
- не наклонять голову близко к станку;
- замеры детали производить только после остановки вращения;
- нельзя отходить от станка, пока тот работает.
После работы рекомендуется удалить стружку специальной щеткой.
При работе на токарном станке по дереву необходим целый набор различных резцов. Каждый из них выполняет свою функцию и предназначен для определенной работы. Такие резцы можно приобрести в магазинах или изготовить самостоятельно.
Советы по выбору фасонного резца
Как указывалось ранее, инструмент изготавливается под конкретную деталь. Работы по изготовлению начинаются с проектирования. Этапы проектирования следующие:
- определяются с типом инструмента, профиль которого напрямую зависит от чертежных данных детали;
- определяются с основными и присоединительными размерами, а также с углами режущей части и установки резца;
- выполняют расчет размеров профиля, так называемый коррекционный расчет;
- определяются с допусками.
Исходя из этого подбирают материал и способ изготовления, а также делают чертеж будущего изделия. Кроме того, определяются с державкой для крепления на станке конкретной модели. При необходимости ее тоже изготавливают. В большинстве случаев первоначально выполняют шаблон, а для контроля размеров в процессе эксплуатации изделия – контршаблон.
Вывод: изготавливается изделие по известному профилю детали, которая будет точиться с помощью инструмента. Профиль определяют в плоскости передней грани и в той, которая перпендикулярна задней поверхности.
Геометрические параметры и размеры инструмента
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Выбор режима резания
Режимы резания подбирают в зависимости от таких факторов:
- марки обрабатываемого материала;
- марки материала, из которого изготовлен режущий инструмент;
- длины заготовки и ее диаметра;
- способа установки инструмента на станке;
- конфигурации и глубины профиля.
Ориентировочные режимы резания фасонными резцами на металлорежущих станках в зависимости от диаметра заготовки и ширины резца указаны в таблице.
| Диаметр заготовки, мм | Ширина резца, мм | Скорость подачи, мм/об. |
| 20 | 8 | 0,03 ÷ 0,09 |
| 10 | 0,03 ÷ 0,07 | |
| 15 | 0,02 ÷ 0,05 | |
| 25 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,03 ÷ 0,085 | |
| 15 | 0,035 ÷ 0,75 | |
| 20 | 0,03 ÷ 0,06 | |
| 40 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 60 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 50 | 0,025 ÷ 0,055 |
На видео можно посмотреть процесс точения шара режущим инструментом фасонного типа:
Просим поделиться опытом точения заготовок фасонным резцом в комментариях к тексту, а тех, кто проектировал, – нюансами изготовления чертежа самого резца, державки, шаблона и контршаблона.
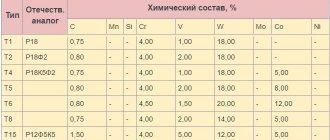
Маркировка и производители
Описание канавочных токарных резцов будет неполным без упоминания маркировки, по которой определяется состав материала их режущей части. Например, резец Т5К10 выполнен из твердого сплава титановольфрамовой группы, в котором содержится 5% карбида титана и 10% кобальта. Аналогично расшифровывается и маркировка изделий, выполненных из других материалов.
Наиболее известными производителями канавочных токарных резцов являются:
- Днепропетровский завод промышленных инструментов (Украина);
- (Украина);
- Компания Zenitech (Швейцария);
- Компания Proma (Чехия);
- Компания Itertool (Китай).