Электролиты цинкования. Классификация и виды
Электролиты цинкования по характеру среды делятся на · кислые (хлоридные, сульфатные,кремнефтористоводородные , борфтористоводородные · слабокислые электролиты (сульфатно — аммонийные, хлоридно -аммонийные, хлоридные безаммонийные), · слабощелочные или нейтральные (аммиакатные, пирофосфатные, аминокомплексные), · щелочные электролиты (цианидные, цинкатные).
Электролиты для цинкования по составу могут быть · простыми (к ним относятся кислые и слабокислые электролиты), · комплексными.
В простых электролитах цинкования металл находится в виде катионов(Zn^(2+)*mH_2 O) . Механизм разряда цинка на катоде основывается на реакции присоединения к каждому иону цинка двух электронов: Zn^(2+)*mH_2 O+2¯e=Zn+mH_2 O. Двухвалентные ионы цинка разряжаются при низкой катодной поляризации (20-40 мВ). Выход по току в простых электролитах достигает 98%. Рассеивающая способность простых электролитов низкая. Структура осажденного слоя имеет неравномерное, крупнокристаллическое строение.
Комплексные электролиты цинкования характеризуются наличием в составе рабочего раствора комплексных анионов цинка: [〖Zn(CN)〗_4 ]^(2-) , [〖Zn(OH)〗_4 ]^(2-), [〖Zn(CN)〗_4 ]^(2-). Механизм разряда ионов цинка может протекать двумя способами:
- [Zn〖(CN)〗_4 ]^(2- )= Zn^(2+)+ 4CN^-; Zn^(2+)+2¯e=Zn.
- [Zn〖(CN)〗_4 ]^(2-)+2¯e=Zn+4CN^-.
Осаждение цинка на катоде (разряд) происходит при высокой катодной поляризации. Выход по току в различных по химическому составу комплексных электролитах значительно уменьшается, по сравнению с простыми. Рассевающая способность увеличивается. Микроструктура цинкового покрытия имеет мелкозернистое строение.
Техпроцесс «ЦИНКАТ»
Высокоскоростное матовое цинкование
под покраску или фосфатирование
- Процесс может применяться как в обычных линиях, так и в высокоскоростных установках подвесочного типа для нанесения матовых цинковых покрытий
- Покрытия представляют собой идеальный подслой для последующего нанесения лакокрасочных покрытий
: порошковых, катафорезных и др.
- Перед покраской цинковые покрытия могут фосфатироваться
- Формирующиеся цинковые покрытия характеризуются высокой пластичностью, что позволяет получать толстые слои цинка, до 20–35 мкм
- Осаждение ведут при высоких плотностях тока, 8-10 А/дм2
, что дает возможность получить толщину
25 мкм
примерно за
25 мин - Процесс характеризуется высокими значениями кроющей и рассеивающей способности при низких плотностях тока
- Электролит не боится перегрева, качество сохраняется до 50 ºС и выше
- Гальванопокрытия при толщине ~25 мкм
могут успешно конкурировать с более толстыми покрытиями, полученными горячим способом
| На приготовление 1000 л электролита требуются химикаты и добавки | Параметры процесса | |||
| Цинка окись, ZnO | 23 кг | Интервал | Оптимум | |
| Натр едкий, NaOH | 142 кг | Цинк (Zn2+) | 15–22,5 г/л | 20 г/л |
| Основная добавка «ЦИНКАТ » | 4 л | NaOH | 120–150 г/л | 140 г/л |
| Вспомог. добавка «Очиститель» | 1 л | Температура | 25–50 ºС | 30ºС |
Ориентировочный расход: а) 1 л добавки «ЦИНКАТ
» на 16000–26500 А∙ч;
б) обычно с 1 л основной добавки расходуется около 150–500 мл «Очистителя
».
См. также другие процессы цинкования от
ООО «СОНИС»
Гальваника – вместо горячего цинкования
Электролитические цинковые покрытия незаслуженно мало используются для защиты стальных изделий в особо жестких условиях эксплуатации
. Даже специалисты упускают из вида тот факт, что при толщине
~25 мкм
цинковые гальванопокрытия по своей защитной способности сопоставимы с более толстыми, но крайне неоднородными по структуре, составу и толщине (типичный разброс от 30 до 100 мкм) покрытиями, получаемыми способом горячего цинкования.
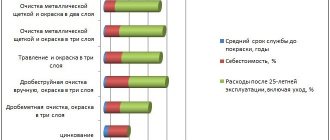
На графике представлены результаты коррозионных испытаний в одних и тех же условиях гальванопокрытий и “горячей оцинковки”. Как можно видеть, обусловленная коррозией потеря массы цинка с течением времени у “горячих” покрытий существенно выше, чем у электролитических. Высокая защитная способность последних объясняется тем, что они являются более чистыми в химическом отношении и однородными по фазовому составу, обладают более мелкозернистой и плотной структурой – всё это в значительной степени тормозит коррозионные процессы.
В то же время, гальванические цехи, в которых рутинной работой является нанесение относительно толстых (18 мкм и выше) цинковых покрытий, очень большая редкость. Главные причины: а) толстые покрытия из-за роста внутренних напряжений склонны к растрескиванию; б) производительность процесса низкая – на цинкование уходит много времени; в) при цинковании сложнопрофилированных изделий из-за низкой рассеивающей способности электролита покрытие слишком неравномерно по толщине.
Однако все эти проблемы снимаются, если использовать техпроцесс «ЦИНКАТ». Состав электролита простой: 20 г/л ZnO, 135 г/л NaOH и 4 мл/л добавки «ЦИНКАТ». Техпроцесс специально разработан для высокопроизводительного матового цинкования в подвесочных линиях. Так, при плотности тока 8–10 А/дм2 за 25 мин осаждается цинк толщиной 25 мкм. Электролит характеризуется отличной рассеивающей способностью. Специальные ингредиенты в составе добавки обеспечивают высокую пластичность покрытий, что исключает их “пузырение” и растрескивание даже при толщине 35 мкм и выше. На заключительном этапе покрытия можно пассивировать или фосфатировать стандартным образом. В случае если оцинкованные изделия красят, то осаждаемые в цинкатных электролитах гальванопокрытия служат идеальным подслоем для лакокрасочных покрытий (в том числе порошковых). Благодаря столбчатой структуре осадков их поверхность характеризуется развитым микрорельефом, что существенно усиливает адгезию ЛКП.
В России есть примеры, когда вместо “горячей оцинковки” успешно применяют гальванопокрытия, осаждённые на сталь из цинкатного электролита с добавкой «ЦИНКАТ». Речь идет о цинковании элементов стальных ограждений с последующей окраской (сдвоенная система защиты). Как показали многолетние наблюдения, гальванопокрытия отлично защищают установленные на улице стальные конструкции от коррозии, ни в чём не уступая “горячей оцинковке”.
Таким образом, для нанесения защитных цинковых покрытий на стальные изделия, эксплуатирующиеся в особо жестких условиях
, при необходимости вместо горячего цинкования может успешно использоваться более доступное гальваническое цинкование.
Основные технологические параметры электролитов для цинкования
Основными отличительными признаками цинкования в различных электролитах являются: · катодная поляризация – изменение разряда на катоде при изменении величины плотности тока (при высокой катодной поляризации высокая электропроводность электролита), · поляризуемость электролита в процессе осаждения цинка (чем выше поляризуемость (потенциал) при изменении плотности тока, тем лучше рассевающая способность электролита), · кинетика и механизм электроосаждения цинка.
На критерии поляризации и поляризуемости активное влияние оказывает не только тип электролита (простой, комплексный), но и рабочий интервал температур при цинковании, химический состав, концентрация составляющих компонентов, блескообразующие активные добавки. Самые высокие показатели поляризуемости присущи щелочным электролитам (цианидным, цинкатным).
Величина разряда комплексных ионов на катоде выше, чем катодная поляризация гидратированных ионов. Следовательно, рассеивающая способность увеличивается, структура поверхностного слоя становится равномерно мелкозернистой, плотной. Однако выход по току уменьшается. Цинк на аноде в результате гальванического процесса растворяется с образованием положительно заряженных гидратированных ионов и комплексных анионов.
Сравнительный анализ электролитов для цинкования
Цинковые соли в кислых и слабокислый электролитах хорошо растворимы в воде, поэтому анодное растворение цинка происходит легко, без затруднений и практически без выделения водорода. Процесс протекает при невысокой катодной поляризации, с высокими показателями выхода по току и скоростью осаждения, низкой рассеивающей способностью.
К основным достоинствам цинкования в кислых электролитах относятся: · высокая производительность процесса, · стабильность и простота, · низкий процент наводораживания готовой продукции, · отсутствие в процессе производства ядовитых веществ. Используются кислые электролитические растворы для оцинковки деталей простой конфигурации (проволоки, листов, ленты, стержней, пластин).
В щелочных электролитических растворах анодно — катодные процессы затруднены. Это объясняется тем, что · выделение цинка на катоде происходит из комплексных соединений (в щелочной среде происходит гидролиз солей цинка с образованием нерастворимого осадка, поэтому в рабочем растворе необходимы компоненты, которые способны образовывать водорастворимые соединения цинка), · разряд цинка сопровождается выделением водорода (при увеличении плотности тока возрастает потенциал выделения цинка на катоде и возрастает скорость выделения водорода), · в составе рабочего раствора присутствуют различные загрязнения и примеси, · существует возможность протекания на аноде как электрохимических, так и химических реакций растворения цинка.Все вышеперечисленные факторы уменьшают показатель выхода металла по току.
В щелочных электролитах за счет высокой катодной поляризации происходит равномерное распределение осаждаемого цинка на катодной поверхности, поэтому их используют при цинковании изделий различной геометрической формы и конфигурации. К недостаткам щелочного цинкования можно отнести следующие показатели: · наводораживание оцинкованной поверхности, что ухудшает механические свойства изделия, уменьшает пластичность, увеличивает возможность хрупкого разрушения, · неустойчивость химического состава, · наличие в составе некоторых электролитов ядовитых веществ (цианидные).
При выборе типа электролита для промышленного применения учитываются: · производительность, · технологическая простота использования, · возможность получения равномерного покрытия, · толщина и структура поверхностного слоя, · покрытие деталей различной конфигурации, · экологические параметры. Разнообразие электролитических составов расширяют возможности нанесения цинкового покрытия гальваническим путем.
Особенности анодного процесса в различных электролитах цинкования
Ещё про цинкование >>
скрыть
- Предприятия, предлагающие цинкование
- Книга «Цинкование. Техника и технология»
- Цинкование загрязнённых резьбовых изделий
- Особенности анодного процесса в различных электролитах цинкования
- Поведение анодов в различных электролитах цинкования
- Методика определения выхода по току (ВТ) цинка
назад вперед
Для технологов
Для получения качественных цинковых покрытий необходимо соблюдение всех рекомендаций, указанных в технологических инструкциях и регламентах предприятия — от входного контроля деталей, поступающих на гальваническую обработку, до складирования готовой продукции. Естественно, что несоблюдение требований к проведению анодного процесса, который является неотъемлемой частью всей технологии, может оказать решающее влияние на качество получаемых покрытий. Как и в других гальванических технологиях, анодные процессы при цинковании деталей из различных типов электролитов имеют свои особенности, которые следует учитывать при проектировании основного технологического и вспомогательного оборудования, а также при эксплуатации электролитов.
Рассмотрим некоторые особенности анодных процессов трех наиболее распространенных в промышленности типов электролитов цинкования — цианидного, щелочного цинкатного и слабокислого, типичные составы которых приведены в табл.1. В общем случае основные требования к работе растворимых анодов, можно сформулировать следующим образом. Аноды должны:
- работать в устойчивом растворимом состоянии, без образования на поверхности солевых и других пассивирующих пленок;
- обеспечивать в период эксплуатации и простоя электролита концентрацию в нем ионов металла в оптимальном интервале;
- равномерно растворяться по поверхности, сводя к минимуму выкрашивание (шламования) металла;
- за счет геометрических размеров, конфигурации и расположения относительно покрываемых деталей способствовать наиболее равномерному по толщине распределению осаждаемого металла на поверхности деталей.
Для поддержания постоянной концентрации ионов цинка в электролите необходимо, чтобы скорость поступления в электролит ионов металла за счет растворения анодов компенсировала скорость его расхода на осаждение покрытия и на унос электролита с деталями и на технологической оснастке (подвесках, барабанах, колоколах).
Табл.1. Составы некоторых типичных электролитов цинкования
| Компонент, г/л | Электролит №1 | Электролит №2 | Электролит №3 |
| Цинк хлористый | — | — | 60-100 |
| Аммоний хлористый | — | — | 200-220 |
| Борная кислота | — | — | 10-20 |
| Оксид цинка | 25-30 | 10-12 | — |
| Едкий натр | 60-90 | 100-120 | — |
| Цианистый натрий (общ.) | 30-50 | — | — |
| Температура, °С | 18-30 | 18-30 | 18-30 |
| pH | — | — | 4,5-5,5 |
| Катодная плотность тока, А/дм2 | 0,5-3,5 | 0,5-3 | 0,5-1,5 |
Составы электролитов приведены без специальных блескообразующих и других добавок.
Особенность эксплуатации цинковых анодов связана с низкой термодинамической устойчивостью металлического цинка в коррозионно-активных средах, к которым относятся все электролиты цинкования. Вследствие этого цинк растворяется (корродирует) при погружении в электролит даже в отсутствие анодного тока. Поскольку этот процесс протекает самопроизвольно, уменьшить его скорость в условиях действующего производства практически невозможно. Скорость саморастворения
цинка не зависит от величины анодной плотности тока, но зависит от рН, температуры электролита, а также от природы и концентрации веществ, входящих в состав раствора. Это свойство металлического цинка приводит к постепенному накоплению ионов цинка в растворе, что является нежелательным.
Скорость электрохимического (под воздействием тока) растворения зависит от анодной плотности тока, рН, температуры и состава электролита. Очевидно, что чем ближе величины катодного (ВТк) и анодного (ВТа) выходов по току, тем легче будет обеспечивать поддержание необходимой концентрации ионов цинка в электролите.
Наиболее простыми, с этой точки зрения, в эксплуатации являются слабокислые электролиты цинкования на основе хлористых солей калия или аммония, в которых применяются только растворимые цинковые аноды. В этих электролитах ВТа практически равен 100%, в то время как ВТк составляет 92-95%. Баланс по концентрации ионов металла достигается за счет уноса электролита и последующего добав-ления в электролит воды. На производстве не представляет больших трудностей определение необходимого соотношения катодной и анодной поверхностей для стабильной работы электролита. В этом случае электролиты в процессе эксплуатации в основном не корректируют солями цинка. Величина рН электролитов близка к нейтральной (4,5-6,0) и, несмотря на высокую концентрацию коррозионно-активных ионов хлора, скорость саморастворения цинковых анодов весьма низка.
В щелочных цианидных электролитах ВТа близок к 100%. При этом ВТк в рабочем интервале плотностей тока составляет 60-80%. В этих электролитах также происходит саморастворение цинковых анодов, хотя и не с такой высокой скоростью, которая должна была бы соответствовать высокой щелочности (рН> 13) раствора. Во многих случаях поддержание оптимальной концентрации цинка достигается за счет уноса электролита с деталями (при большой производственной программе). Тем не менее, при эксплуатации цианидных электролитов следует тщательно контролировать концентрацию ионов цинка и вынимать аноды во время простоя ванны. Прежде всего, это относится к электролитам с низкой концентрацией ионов цинка.
Наиболее заметная разница в скоростях расхода и поступления ионов цинка наблюдается в бесцианидных щелочных цинкатных электролитах. Если цинковые аноды работают в устойчивом растворимом состоянии, то ВТа практически равен 100%. Кроме того, в растворах, содержащих высокую концентрацию свободной щелочи, происходит интенсивное саморастворение цинка (анодов). Учитывая, что ВТк, как правило, составляет 50-70%, очевидно, что удержать концентрацию ионов цинка в сравнительно узком диапазоне (например, 6-10 г/л) без применения специальных технических решений, очень трудно. Поэтому, в процессе эксплуатации цинкатных электролитов в них постоянно повышается концентрация цинка. Следует отметить, что иногда в автоматических линиях с высокой производительностью при обработке сложнопрофилированных деталей на подвесках или мелких деталей насыпью в барабанах, достигается стабилизация содержания цинка за счет большого уноса раствора и последующего добавления в ванну воды.
Перечисленные выше особенности анодного поведения цинковых анодов в различных электролитах цинкования определяют специфику организации и контроля анодного процесса, а также вероятные проблемы, возникающие при эксплуатации.
Одной из наиболее часто встречающихся проблем при работе с растворимыми анодами является солевая пассивация их поверхности. При растворении анода концентрация ионов металла в слое электролита непосредственно у поверхности анода, практически всегда выше, чем в объеме электролита. Образующиеся ионы цинка (в общем случае Zn→Zn2+ + 2e-
) должны отводиться (диффундировать) от поверхности электрода вглубь раствора. Если по какой-либо причине, в процессе электролиза реализуется завышенная анодная плотность тока, скорость образования ионов цинка может быть значительно выше скорости их диффузии от анода вглубь раствора. В том случае в прианодном слое раствора происходит повышение концентрации ионов металла и через некоторое время достигается предельная растворимость солей цинка. Некоторая часть образующихся мелкодисперсных твердые частиц соединений (солей) цинка адсорбируется на поверхности анода. В результате через некоторое время на поверхности анода образуется плотная солевая пленка, которая затрудняет ионизацию цинка, т.е. активная в начале электролиза поверхность цинкового анода переходит в пассивное (нерастворимое) состояние.
Для слабокислых электролитов такое явление встречается сравнительно редко. Это связано с тем, что растворимость хлористых или сернокислых солей цинка очень высока. Кроме того, в этих электролитах цинк, как правило, находится в виде простых (гидратированных) ионов, подвижность которых, а, следовательно, и скорость диффузии (отвода) от поверхности анода высока.
В щелочных цианидных и цинкатных электролитах возможность образования солевых пассивных пленок значительно выше. Во-первых, это связано с тем, что образующиеся ионы цинка сначала образуют растворимый устойчивый комплекс, например Zn(CN)42- или Zn(OH)42- и только затем, отводятся в глубь раствора. Во-вторых, растворимость комплексных солей цинка типа Na2[Zn(CN)4] или Na2[Zn(OH)4] значительно ниже, чем простых солей. Кроме того, подвижность больших по размеру комплексных анионов также мала. Все это и обусловливает высокую вероятность образования нерастворимых солевых пленок на поверхности цинковых анодов в этих электролитах.
Растворимость комплексных солей металла зависит не только от концентраций иона металла и комплексообразующего реагента (лиганда), но и от соотношения их концентраций в растворе. Другими словами, комплексные соли могут существовать в растворимом состоянии только при наличии определенного избытка комплексообразующего реагента.
В цианидных электролитах нормальная работа цинковых анодов зависит от концентрации OH- и в несколько меньшей степени от концентрации CN-. Поэтому, при недостаточной концентрации этих комплексообразующих компонентов на поверхности цинкового анода быстро образуется плотная солевая пленка, состоящая, в основном, из нерастворимых гидроксидных соединений цинка.
В щелочных цинкатных электролитах для нормального протекания как катодного, так и анодного процессов, соотношение концентрации ZnO/NaOH рекомендуется поддерживать в интервале от 1:8 до 1:12 (оптимально 1:10). При недостаточной концентрации щелочи часть образующихся ионов цинка в прианодном слое электролита образует нерастворимые формы гидроксидных соединений, которые образуют на поверхности анода плотную пассивную пленку.
Таким образом, в комплексных щелочных электролитах цинкования необходимо тщательно поддерживать не только определенную концентрацию каждого компонента, но и их соотношение в растворе. Например, если концентрация NaOH в цинкатном электролите находится в оптимальном интервале, а концентрация ионов цинка в процессе эксплуатации возросла, то изменилось соотношение их концентраций. В результате в прианодном слое электролита начинает не хватать ионов ОН- для растворения образующегося цинкатного комплекса, и поверхность анода постепенно покрывается пассивной пленкой.
Причиной образования солевых пассивационных пленок на цинковых анодах может также являться слишком высокая анодная плотность тока. В этом случае скорость образования ионов цинка может быть настолько высока, что, несмотря на оптимальные концентрации комплексообразующих веществ и металла в объеме щелочных электролитах или высокую растворимость солей в слабокислых электролитах, в прианодном слое электролита будут образовываться нерастворимые соединения, пассивирующие поверхность анода.
Другой причиной солевой пассивации цинковых анодов является накопление карбонатов в щелочных электролитах, поступающих из воздуха. При концентрации карбонатов 60-80 г/л (которые, кстати, при такой концентрации ухудшают качество цинковых покрытий) возможна кристаллизация карбонатных соединений натрия и цинка различного состава на поверхности анода.
Необходимо отметить, что солевая пассивация даже небольшой части поверхности анодов весьма опасна для нормального проведения технологического процесса и получения качественных цинковых покрытий. В этом случае происходит уменьшение активной поверхности (на которой происходит нормальное растворение металла). Поскольку сила тока на ванне в процессе эксплуатации не изменяется, уменьшение активно растворяющейся поверхности анода приводит к увеличению анодной плотности тока. Скорость растворения металла начинает превышать скорость отвода ионов вглубь раствора, и создаются дополнительные условия для образования нерастворимых соединений металла и пассивации поверхности.
Пассивация растворимых анодов приводит не только к уменьшению скорости поступления ионов цинка в электролит и нарушению его оптимальной концентрации. Поскольку солевая пленка не является проводником, на ваннах (особенно барабанного и колокольного типов), начинает возрастать напряжение. При этом из-за высокого сопротивления часть электроэнергии расходуется на образование тепловой энергии и электролиты начинают разогреваться. Повышение температуры большинства электролитов цинкования более 30-35 °С приводит к ухудшению качества (блеска) покрытий и снижению рассеивающей способность электролитов по металлу.
Другой проблемой является то, что образующиеся мелкодисперсные нерастворимые соединения не только адсорбируются на поверхности анода, но и находясь в объеме электролита, могут включаться в состав цинкового покрытия на деталях. Мелкодисперсные частицы очень долго не осаждаются на дно. При этом ухудшаются не только декоративные, но и основные функциональные свойства цинковых покрытий — защита стали от коррозии. В частности на поверхности неметаллических включений не образуется пассивная пленка в хроматных или фосфатных растворах, увеличивается ее пористость, снижается коррозионная стойкость и защитный эффект.
Завышенная анодная плотность тока приводит не только к солевой пассивации анодов. Известно, что анодное растворение металлов происходит неравномерно по поверхности. Наиболее интенсивно растворение происходит по границам зерен металла. На равномерность растворения оказывают влияние также химический состав анодов (примеси других металлов) и микрогеометрия (шероховатость) поверхности анода и другие факторы. Неравномерная скорость растворения приводит к тому, что отдельные небольшого размера кусочки металла, не успев раствориться, выпадают из структуры металла. Это называется выкрашиванием или шламлением анодов. Крупные частицы достаточно быстро оседают на дно ванны, а очень мелкие могут длительное время находиться во взвешенном состоянии в растворе и включаться в состав катодного покрытия. Часто это проявляется в том, что поверхность цинкового покрытия становится шероховатой, хотя и блестящей. Выкрашивание анодов приводит к увеличению непроизводительных потерь цветного металла.
Конечно, для предотвращения попадания твердых частиц в электролит, можно применять анодные чехлы из химически стойкой (желательно полипропиленовой) ткани. Естественно, что через некоторое время чехлы забиваются шламом и их необходимо периодически чистить или менять. В противном случае будет повышаться электрическое сопротивление и возрастать напряжение на гальванической ванне. В этой связи следует подчеркнуть особую роль фильтрующих установок, которые постоянно или периодически очищают электролиты от неизбежно накапливающихся механических примесей. Кроме того, при непрерывной фильтрации (2-3 объема в час) происходит перемешивание электролита. Перемешивание, благоприятно влияя на катодный процесс, способствует также ускорению отвода образующихся ионов цинка от поверхности анодов, снижая вероятность образования нерастворимых соединений.
Важным технологическим показателем является соотношение катодной и анодной поверхностей в гальванической ванне. В случае применения только растворимых анодов, их рабочая поверхность определяется, прежде всего, допустимой величиной анодной плотности тока, при которой цинк работает в устойчивом растворимом состоянии. Рассчитывая требуемую силу тока для осаждения качественных цинковых покрытий, следует иметь в виду, что сторона анодной пластины, обращенной к стенке ванны, работает как растворимый анод не более, чем на 30% от этой поверхности.
Как правило, для всех электролитов цинкования рекомендуется соотношение между покрываемой поверхностью и поверхностью растворимых анодов (Sк:Sа) в диапазоне от 1:1 до 1:1,5.
В тоже время, наиболее стабильная работа цинковых анодов в слабокислых и щелочных электролитах соответствует 1-1,5 А/дм2. Если расчетная величина поверхности анодов большая и их нельзя разместить в гальванической ванне, применяются насыпные аноды в виде нарубленных по форме кубиков цинковых пластинок или, что предпочтительнее — в виде шариков. Они насыпаются в гофрированные корзинки из титана и размещаются на анодных штангах. Размеры и количество титановых корзин определяются геометрическими размерами ванны, типом и размером гальванического оборудования (подвески, барабаны и др.), конфигурацией деталей. Часто насыпные аноды применяют в ваннах барабанного и колокольного типов, в которых площадь обрабатываемой поверхности деталей большая.
Особый случай организации анодного процесса имеет место для щелочных цинкатных электролитов. Поскольку в этих электролитах трудно обеспечить постоянную концентрацию цинка в процессе эксплуатации электролитов, для поддержания баланса необходимо применять или только нерастворимые аноды, или заменять часть цинковых анодов на нерастворимые. Наиболее приемлемым материалом для этих целей является низкоуглеродистая сталь (например, Ст3) или никель. Иногда на стальные пластины гальваническим способом наносят никелевое покрытие толщиной 15-20 мкм. Это связано с тем, что углеродистая сталь и никель хорошо пассивируются в щелочных средах и не растворяются даже при использовании их в качестве анода. Не рекомендуется применение высоколегированных хромоникелевых сталей, так как в процессе эксплуатации происходит растворение хрома и загрязнение электролита. Очистка от ионов Cr(VI) электролитов цинкования очень затруднена. При электролизе на нерастворимых анодах протекает реакция выделения кислорода:
H2O → O2 + 2e-
Нерастворимые аноды в щелочных электролитах цинкования могут применяться в различных вариантах. Возможно применение только нерастворимых анодов. В этом случае необходимо очень часто производить корректировку электролита по цинку. Для корректировки, как правило, отбирают некоторый объем электролита и растворяют в нем расчетное количество окиси цинка (ZnO). Можно, если позволяет расход других компонентов, растворять ZnO в растворе NaOH в отдельной емкости и, затем, вводить в электролит. Однако эти способы не всегда удобны, так как требуют точного расчета количества ZnO, которое может быть растворено в электролите без образования нерастворимых соединений.
Часто порошок оксида цинка засыпается непосредственно в ванну цинкования. Следует иметь ввиду, что при таком способе корректировки, часть порошка не растворяется и присутствует в электролите виде взвешенных частиц. После таких корректировок требуется фильтрация раствора, но даже и в этом случае качество покрытий, как правило, ухудшается, а электролит необходимо прорабатывать под током для восстановления его свойств.
Достаточно распространенным вариантом использования нерастворимых анодов являются их периодическое завешивание (вместо растворимых анодов). По прошествии некоторого времени, при понижении концентрации ионов цинка до необходимого значения, производится обратная замена. Возможно и одновременное использование растворимых и нерастворимых анодов. Соотношение поверхности катода и анодов остается от 1:1 до 1:1,5. Отношение площади поверхности растворимых и нерастворимых анодов подбирается для каждого производства в зависимости от условий эксплуатации электролитов и на основании данных систематического химического анализа, определяющего скорость поступления и расхода цинка в электролите.
В цианидных электролитов цинкования применять нерастворимые аноды рекомендуется только в случаях крайней необходимости, когда другие меры не позволяют предотвратить накопление цинка в электролите. Это связано с тем, что на нерастворимых анодах происходит разрушение (окисление) одного из главных компонентов электролита — цианид-иона. Поэтому, при работе с нерастворимыми анодами следует чаще контролировать и корректировать электролита содержание NaCN в электролите. Применение нерастворимых анодов целесообразно при селективной очистке электролитов от металлов-примесей проработкой на низких плотностях тока.
При электроосаждении цинка из щелочного цинкатного электролита на нерастворимых анодах происходит интенсивное выделение газообразного кислорода. Учитывая, что на катоде выделяется водород (ВТZn ~ 60-80%), в рабочей зоне гальванической ванны над раствором образуется большое количество аэрозолей, содержащих высокую концентрацию щелочи. В этом случае для обеспечения нормальных условий труда необходимо увеличить скорость отсасывания воздуха через бортовую вентиляцию. Необходимо также проверить соответствие производительности фильтрующих элементов, очищающих кислотнощелочные воздушные выбросы, увеличившемуся выносу загрязнителей в атмосферу.
В настоящее время для щелочных цинкатных электролитов чаще предлагается применять только нерастворимые аноды, а для корректировки по цинку использовать специальные установки — генераторы цинка, находящиеся вне ванны цинкования.
Харламов В.И.
Дополнение в статье Окулова «Поведение анодов в различных электролитах цинкования»