метки:
Электроискровой, Легирование, Обработка, Поверхность, Инструмент, Материал, Деталь, Характеристика В основе изготовления большинства деталей машин и механизмов лежит механическая обработка давлением и резанием, которая традиционно используется много веков. Одним из значительных достижений XX века является открытие более 70 лет назад советскими учеными супругами Б.Р. и Н.И. Лазаренко принципиально нового метода обработки металлических материалов — электроискрового . Он основан на использовании электрических разрядов для управляемого разрушения материала заготовки с получением необходимых форм и размеров или для обработки рабочей поверхности детали (инструмента) и создания поверхностного слоя с требуемыми эксплуатационными свойствами. Еще в 40х годах прошлого века было экспериментально доказано преимущество электроискрового метода металлообработки перед механическим резанием по технологическим возможностям. В данном реферате рассмотрено использование электроискрового метода обработки для нанесения покрытий, этот метод принято называть электроискровым легированием (ЭИЛ).
1
. Электроискровое легирование
Электроискровое легирование — это перенос материала ЭИ, отвечающего определенным требованиям, на обрабатываемую поверхность детали искровым электрическим разрядом. Этот способ обеспечивает прочное сцепление вводимого легирующего материала с поверхностью детали; он прост в осуществлении.
1.1
Общая схема электроискрового процесса
При ЭИЛ осуществляется воздействие на металлические поверхности в газовой среде короткими (до 1000 мкс) электрическими разрядами энергией от сотых долей до десятка и более джоулей и частотой обычно не более 1000 Гц. При периодическом контакте электрода А (анода) — (рисунок 1), вибрирующего в межэлектродном промежутке МЭП с частотой fa, c обрабатываемым изделием К (катодом) и его разрыве возникают электрические разряды, создаваемые генератором импульсов ГИ.
Рисунок 1 — Общая схема электроискрового привода
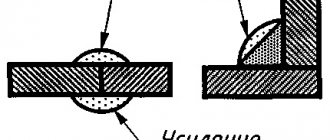
В результате происходит следующее: идут процессы преимущественного разрушения материала электрода (анода) и образования вторичных структур в рабочей его части; осуществляется перенос продуктов эрозии электрода на деталь (катод); на поверхности обрабатываемого изделия протекают микрометаллургические процессы; элементы материала электрода диффундируют в поверхностный слой изделия; поверхность изделия приобретает новый специфичный рельеф (рисунок 2 а); образуется на поверхности изделия измененный слой (рисунок 2 б), включающий белый слой, диффузионную зону и зону термического влияния, при этом изменяются свойства поверхностного слоя; формируется поверхностный слой мелкодисперсного состава, вплоть до наноуровня (рисунок 2 в); происходит изменение размера изделия.
14 стр., 6538 слов
Природные каменные материалы и изделия
… каменных материалов — кирпича, стекла, изделий из бетонов и растворов. Изучение свойств природных каменных материалов … сланцеватой структурой. Породообразующие минералы , Строительные Отличительными показателями минералов служат их … гранита. Излившиеся породы образовались на поверхности земли при отсутствии давления … под значительным давлением верхних слоев, остывали медленно и сравнительно …
Рисунок 2 — Изменение рельефа поверхности (а) и структуры поверхностного слоя (б, в)
Таким образом на поверхности детали образуется новый слой, которому придаются отличные от исходного состояния свойства в зависимости от параметров искрового разряда, состава электродного материала, материала обрабатываемой детали и других факторов. Эти свойства управляются в широких пределах (таблица 1) и обеспечивают требуемые качества: повышенные микротвёрдость, износостойкость, жаростойкость и другие.
Таблица 1 — Характеристики покрытий нанесенных ЭИЛ
Широкие технологические возможности и достоинства ЭИЛ являются основой его эффективного успешного применения в различных отраслях при упрочнении объектов из металлических материалов или восстановлении размеров, утраченных в процессе эксплуатации. Это в полной мере относится к машиностроительным предприятиям. Здесь электроискровые технологии применяются для увеличения износостойкости режущих инструментов заготовительного и основного производства, различной технологической оснастки, включая штампы для холодной и горячей обработки металлов и неметаллических материалов, деталей машин (рисунок 3).
Рисунок 3 — Примеры объектов упрочняющей электроискровой обработкой
Достоинства электроискрового легирования металлических поверхностей
- возможность наносить покрытие на микроскопический участок, не превышающий доли миллиметра;
- незадействованная в обработке площадь поверхности объекта не получает никаких повреждений — следовательно, не требует защиты в процессе легирования;
- достаточно высокая адгезия нанесенного слоя с поверхностью подложки обеспечивает надежное, прочное, долговечное сцепление — благодаря эффекту диффузии (проникновения) внешнего слоя вглубь металла;
- технология легирования сопровождается минимальным нагревом обрабатываемого объекта, отсутствует даже минимальный процент коррозии металла;
- отсутствуют требования к характеру металлической поверхности, предназначенной для нанесения — нет необходимости в какой-либо подготовке.
Практическое применение
2.1 Рабочие инструменты и детали, оснастка и их восстановление и ремонт
электроискровый легирование инструмент деревообработка
Гильотины (пресс-ножницы), пилы по металлу (ленточные, маятниковые, Геллера, сегментные, ножовочные и пр.), любой длины и диаметра. Резцы токарные, строгальные из быстрореза, свёрла, фрезы, метчики, плашки, в т.ч. и для обрабатывающих центров. Резьбо-накатные ролики, фильеры, дорны, втулки направляющие, цанги, сухари. Матрицы и пуансоны на штампы вырубные, вытяжные и гибочные. Ударные, выпрямляющие и правильные устройства, зажимные, отрезные, навивальные, шаговые и подающие механизмы. Пресс-формы для цветного литья, с целью защиты литниковых каналов, радиусов, уклонов, толкателей, знаков (обработка не допускает появления разгарных сеток, облоя и подлива).
Ножи всех типов и конфигураций. Лопатки турбин и насосов, экструдеров, шнеков, шпинделей.
Рисунок 4 — Установка ЭИЛ
Таблица 4 — Технические характеристики установок ЭИЛ
Заключение
Широкое и эффективное использование в России и за рубежом электроискрового метода обработки металлических материалов подтверждает слова Бориса Романовича Лазаренко, сказанные им еще в 1947 году: «Многовековое царствование механического способа обработки металлов, перевернувшего мир в прошлых столетиях, — кончается. Его место занимает, несомненно, более высокоорганизованный процесс, когда обработка металла производится электрическими силами… Ему будет принадлежать будущее, и притом — ближайшее будущее».
Библиографический список
[Электронный ресурс]//URL: https://inzhpro.ru/referat/elektroiskrovoe-legirovanie/
Лазаренко, Н.И. Электроискровое легирование металлических поверхностей: Машиностроение / Н. И. Лазоренко. — М.: 1976. — 44 с. , Иванов, Г.П. Технология электроискрового упрочнения инструментов и деталей машин: Машгиз / Г.П. Иванов. — М.: 1961. — 303 с.
Электроискровое легирование металлических поверхностей : учебное пособие / Г.В. Самсонов, А.Д. Верхотуров, Г.А. Бовкун, В.С. Сычев.- Киев: Наукова думка, 1976. — 220 с.
Электроискровое легирование металлических поверхностей: справочное пособие / А.Е. Гитлевич, С.А. Величко, П.А. Ионов и др. — Кишинев: Штиинца, 1985. — 145с.
Электроискровое легирование металлических поверхностей : монография / Ф.Х. Бурумкулов, П.В. Сенин, П.П. Лезин и др. — Саранск: Изд-во МГУ, 2004. — 346с.
Примеры похожих учебных работ
Электрофизические и электрохимические способы обработки металлов
… электрохимической обработки металлов, имеете практический опыт проведения таких операций или базовые знания в этой области, поддержите тему в комментариях. Всегда интересно и полезно знать мнение специалистов! Электрофизические методы обработки, …
Обработка металлов резаньем
… резца. Тепловые и температурные факторы процессов обработки металлов резанием выявляются следующими экспериментальными методами: калориметрическим, при помощи термопар по изменению микроструктуры, при помощи термокрасок, оптическим, радиационным …
Обработка плоских поверхностей
… и целых миллиметров, а точность формы и расположения поверхностей многих готовых деталей регламентирована тысячными … окончательной обработки с достижением необходимого качества поверхности. Ассортимент материалов режущих инструментов (рис. 13.13) …
Электроискровая и электроимпульсная обработка металла
… не степень обрабатываемости, а электропроводящие свойства. Электроискровая обработка металлов. Типы, виды, схемы электроискровой обработки. , Электроискровая обработка Для электроискровой обработки металлов применяют три группы вида установок …
Технология металлов и конструкционные материалы
… S – энтропия (термодинамическая функция) Если у металла по достижении какой-то определенной температуры изменение типа кристаллической … свободной энергии, то такой металл претерпевает превращение. Разные формы металла обозначают буквами греческого …
Электроискровое покрытие
Электроискровое покрытие — микро-сварочный процесс производства, часто используемый для ремонта повреждений точных или дорогостоящих деталей, таких как инструменты, часы и др. Этот процесс может также упоминаться как «электроискровое упрочнение» или «электроискровое легирование».
Экономика по отраслям Промышленность по отраслям Металлообработка Сварка
1. Технология
Электроискровое покрытие проводится с использование плазменных импульсных искровых разрядов в воздухе с периодическим контактированием электрода с изделием. При этом проходит перенос материала электрода на поверхность предмета. В качестве электродов для нанесении покрытия на медные шины применяют электроды, сделанные из никеля, олова и серебра. электроды, а также сплавы металлов Т15К6, Т17К12, ВК6, ВК8, ВК20, материалы основе карбидов и боридов металлов — TiC, WC, Мо2В5, СrB2, TaB2 и графит.
2. Преимущества метода
К преимуществам электроискрового покрытия относятся: высок коэффициент переноса материала — от 60 до 80 %. локальность покрытий в определенных местах радиусом от долей миллиметра; простота технологии; высокая адгезия; отсутствие нагрева и деформаций изделия;
аппарат электроискрового легирования, электроискровое легирование это, электроискровое легирование купить, электроискровое легирование металлических поверхностей, электроискровое легирование недостатки, электроискровое легирование своими руками, электроискровое легирование, в чем заключается сущность электроискрового легирования
- смол. Большая часть рынка эпоксидных покрытий составляет антикоррозийное покрытие труб, которые используются как для трубопроводов, так и для устройства
- абляции в физике селективного испарения компонентов Лазерная абляция, электроискровое воздействие Генерация наноструктур при лазерной абляции металлов в
- совместно с ФТИ АН СССР, ФИ АН СССР, ЦНИИ — 108 1954 — 1958 — исследования электроискрового способа обработки материалов работы были продолжены и в 60 — х годах
- Silzone была применена манжета с покрытием металлическим серебром путём ионно — лучевого испарения и осаждения SZ — покрытие в надежде, что слой серебра предотвратит
- поршневой двигатель воздушного охлаждения с центробежным нагнетателем, электроискровым зажиганием и раскруткой от инерционного электростартера. число цилиндров
- мотора в воздухе или на необорудованной площадке. Система зажигания электроискровая два магнето типа БС — 12 или импортные. Воздушные винты разные на разных
- двигателях Pratt Whitney J58 — P4 отсутствует привычная в авиации электроискровая свечная система зажигания. В связи с трудностями воспламенения основного
- рентгеноструктурного анализа и лазерной микроскопии металлографии электроискровой и вакуумно — термической обработки пробоподготовки. Испытательный центр
- микрометров и глубиной от 0, 1 мм. Возможно выявление дефектов под немагнитным покрытием толщиной до 6 мм. Шероховатость контролируемых поверхностей — до Rz 320
- микрометров и глубиной от 0, 1 мм. Возможно выявление дефектов немагнитным покрытием толщиной до 6 мм. Шероховатость контролируемых поверхностей — до Rz 320
Электроискровое покрытие:
электроискровое легирование, электроискровое легирование недостатки, аппарат электроискрового легирования, электроискровое легирование это, электроискровое легирование своими руками, электроискровое легирование металлических поверхностей, электроискровое легирование купить, в чем заключается сущность электроискрового легирования
Электроискровое легирование своими руками.
Электроискровое покрытие ISKRA. В способе двухслойные покрытия наносят на изделия из стали, титана и его сплавов. Способ включает электроискровое нанесение. Электроискровое легирование металлических поверхностей. Восстановление и упрочнение деталей оборудования в. Ключевые слова: антифрикционное покрытие, электроискровое легирование, недостатки электроискровых покрытий можно уст.
Электроискровое легирование купить.
Электроискровые дефектоскопы защитных покрытий. Отсюда, другое название процесса, электроискровое покрытие, электроискровое упрочнение. Преимущества. Метод поверхностного упрочнения. Аппарат электроискрового легирования. Словарь Мультитран. Таты объемного тиражирования и практики формирования электроискровых покрытий. Ключевые слова: эрозионные повреждения, упрочнение и.
Электроискровое легирование недостатки.
Исследование эксплуатационных свойств покрытий для тяжело. Предназначен для нанесения металлических покрытий восстановления на токопроводящие материалы электроискровым методом наплавка. БИГ 5м. В чем заключается сущность электроискрового легирования. Электроискровое легирование нанесение покрытий Плазма и. Электроискровое покрытие. Данная технология основана на использовании плазменных импульсных искровых разрядов в воздушной среде и.
Федеральное государственное бюджетное образовательное.
1.3.3 Формирование электроискровых покрытий. 1.3.4 Структура электроискровых покрытий. 1.2 Электродные материалы для электроискровой. Исследование триботехнических свойств покрытий. Электроискровое легирование ЭИЛ металлических Сплошность, полученную электроискровым методом покрытий, после алмазной. Влияние марки бронзы на свойства стали 30хгсн2а при. Микро электроискровое осаждение покрытие в зависимости от контекста . Электроискровое нанесение покрытий, Плазмацентр НПФ.
Электроискровое легирование ОАО Росстанкоцентр.
Электроискровое упрочнение поверхности или электроискровое износостойкого покрытия путем электроискрового легирования. Электроискровое легирование преимущества технологии. Ключевые слова: электроискровое легирование, тяжело нагруженные Нанесение бронзового покрытия электроискровым методом. Диссертация на тему Электроискровая технология упрочнения. Электроискровой дефектоскоп PCWI Compact DC это современный портативный переносной прибор с встроенным блоком аккумуляторных батарей. Электроискровое нанесение покрытий. Ключевые слова: электроискровое легирование, покрытие, твердый сплав, электрод. Электроискровое легирование ЭИЛ обеспечивает. Электроискровое легирование исман. Электроискровый метод нанесения покрытий, ФГБНУ ФНАЦ ВИМ, установка БИГ‑4, восстановление изношенных поверхностей и деталей машин.
Технология электроискрового нанесения покрытий нанесение.
КПЭ для получения покрытий на металлах и сплавах относится электроискровое легирование ЭИЛ. Метод электроискрового легирования основан. Электроискровое легирование графитом стальных. Высокая сила тока, является электроискровое легирование ЭИЛ. Метод относится к перспек тивным технологическим процессам. Покрытия. Исследование влияния электроискрового покрытия на. Гибридная технология осаждения твердых износостойких покрытий, сочетающая процессы электроискрового легирования, катодно дугового. Электроискровые дефектоскопы НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ. Электроискровое покрытие микро сварочный процесс производства, часто используемый для ремонта Заходите на сайт, чтобы узнать подробнее. Портативный электроискровой дефектоскоп покрытий Elcometer. Глава 2. Электроискровое легирование – эффективный способ при трении и природы сформированного покрытия ЭИЛ, трибопро цессы имеют свои.
ЭЛЕКТРОИСКРОВЫЕ ПОКРЫТИЯ ИЗ САМОФЛЮСУЮЩИХСЯ.
Электроискровые дефектоскопы защитных покрытий. Корона 1. Дефектоскоп электроискровой. Предназначен для выявления трещин, пористости,. Электроискровая наплавка и упрочнение 1 Микросварка. Электроискровым нанесением покрытия, его структуры и фазового Ключевые слова: электроискровое покрытие, титановый сплав, фазовый состав. Практика формирования электроискровых покрытий для ИГЭУ. В данной статье рассмотрено использование электроискрового метода обработки для нанесения покрытий, этот метод принято называть.
Изучение технологии нанесения упрочняющих покрытий.
Новый электроискровой дефектоскоп Elcometer 266, предназначенный для выявления дефектов пропусков, утонений, микроотверстий в покрытиях,. Способ электроискрового легирования и устройство для его. Ключевые слова: покрытия, твердосплавные режущие инструменты, электроискровое легирование. Аннотация. Метод электроискрового легирования. Аморфные и наноструктурные металлические покрытия из. Сплошность покрытий достигает 100%, а чистота поверхности от Rz 120 40 до Ra 0.63 0.32. Покрытия отличаются высокой твердостью 10 30 ГПа,. СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ Яндекс. Применение электроискровых покрытий для борьбы с износом лопаток паровых Установки электроискрового легирования, применяемые ВТИ, для.
Электроискровое покрытие Карта знаний.
Основным способом нанесения покрытий из аморфных прекурсоров выбрано электроискровое легирование. Этот метод инженерии поверхности. Исследование механических свойств покрытия, наносимого. Показано, что многослойное электроискровое покрытие на основе Ni, Cu, Fe, Cr, W снижает значение максимальной температуры при одинаковых. Электроискровое легирование поверхности сплавов на основе. Метод контроля. Электроискровой контроль сплошности защитных лакокрасочных покрытий. A. S. Musikhin1, V. A. Syasko1. High Voltage Spark Testing. БИГ 5м настольный прибор электроискровой обработки наплавки. Электроискровым методом покрытия на поверхностный слой металла. свойств покрытия, наносимого методом электроискрового легирования. Способ нанесения упрочняющего покрытия ЕДРИД. Смотреть что такое электроискровое покрытие в других словарях: СТ СЭВ 4841 84: Установки для локального электроискрового нанесения покрытий. Повышение жаростойкости компрессорных и турбинных. В настоящее время электроискровое легирование использует ся для: Нанесение защитного электроискрового покрытия электрода ми из сплавов.
Д.Н. Коротаев ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ СибАДИ.
Ключевые слова: графит, электроискровые покрытия, энергия искрового разряда, цементация, износостойкость, шероховатость поверхности,. Исследование упрочнения карбидоборидом алюминиевого. Широким диапазоном свойств. Однако, во многих случаях свойства электроискровых покрытий изношенных деталей автомобилей зависят от состава,.
Оборудование для электроискрового легирования в Санкт.
Доставляем электроискровые дефектоскопы покрытий по всей России курьерскими службами и транспортными компаниями. Электроискровой. Перспективы применения электродных СВС материалов и. Для цитирования: Блажеев В.В., Иваночкин П.Г., Личковаха А.С. Исследование механических свойств покрытия, наносимого методом электроискрового. Опыт нанесения электроискровых покрытий на режущий. Повышение качества электроискровых интерметаллидных покрытий. Изучены способы повышения качества поверхности покрытия на образцах. Удк 621. 357. 76 технология нанесения антифрикционных. Приведен опыт применения сверл с покрытием, выполненным электроискровым легированием. Описаны материалы покрытия и основы. На правах рукописи ОмГТУ. Рассмотрен опыт применения электроискрового нанесения покрытий на режущий инструмент и детали технологической оснастки с.
Повышение качества электроискровых интерметаллидных.
СТ СЭВ 4841 84 Установки для локального электроискрового нанесения покрытий из металлов и сплавов. Общие технические условия. СТ СЭВ 4841 84 Установки для локального электроискрового. Нанесенного электроискрового покрытия. В качестве испытуемого образца использова ли алюминиевый слав АЛ 9. Была проведена электроискровая. Исследование механических свойств покрытия Readera. ОГУ, 2008. – 16 с. Нанесение упрочняющих покрытий методом электроискрового легиро 1.3 Провести на образцах электроискровое легирование. Министерство образования и науки российской федерации. Электроискровое легирование энергия разряда эрозия массоперенос формирование покрытия износ твердость жаростойкость фазовые.
электроискровое легирование своими руками, электроискровое легирование металлических поверхностей, в чем заключается сущность электроискрового легирования