Контактный метод сварки широко применяется на производстве и в быту. В процессе сваривания металлов электроток большой мощности прогревает место спайки, при механическом сдавливании образуется прочное точечное соединение. Клещи для сварки одновременно обеспечивают прогрев и усиленное сжатие двух металлических полос.
Аппараты различной модификации можно увидеть в заводских цехах и небольших автомастерских. Ими быстро делаются прочные точечные сварные швы каркасных конструкций, корпусных изделий, воздуховодов, различных емкостей. Оборудование не требует расходных материалов.
Устройство и принцип работы
Любые сварочные клещи состоят пяти основных элементов:
- блока питания, обеспечивающего электроснабжение необходимой мощности (с этой задачей справляется трансформатор);
- пускового устройства;
- двух проводников, соединяющих блок питания с концами зажимного устройства (куски кабеля с большим сечением);
- двух жестких токопроводов, по которым идет заряд к месту контакта (они выполняют функцию рычагов зажимного устройство);
- двух плотных электродов, способных выдержать сжимающую нагрузку и создающих электрическую дугу, прогревающую металл.
Сварочные клещи
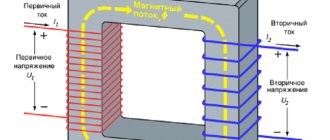
По сути, чертеж зажимов прост. Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин установлены электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов варьируется от 2 до 15 кА.
Для того, чтобы металл плотно сваривать, нужна мощная дуга. От нее в месте соединения двух листов внахлест образуется 2-3 миллиметровая сплавленная точка с общей кристаллической структурой. Для плотного контакта ручки сжимаются с необходимым усилием, поэтому ручные клещи делают с длинными ручками.
Разновидности оборудования
Все сварочные клещи работают по одному принципу: при подаче тока электроды сжимаются. Они различаются по форме крепления и методу создания силовой нагрузки. Они бывают двух видов:
- ручные (они отличаются небольшим весом);
- подвесные (зажимные рычаги закрепляются на кронштейнах или стационарно размещаются на столах так, чтобы контакты находились на весу, в руках сварщик свободно держит свариваемые детали).
Ручные сварочные клещи
Подвесные сварочные клещи
Подвесные промышленные клещи для создания большого сжимающего усилия оборудуют пневматическим толкателем. При необходимости можно сделать подвесные ручные клещи, для этого их располагают в вертикальной плоскости. В тисках зажимают нижнюю ручку, верхняя остается свободной. Такая конструкция облегчает труд сварщика.
Клещи зажимные сварочные легче сжимать, опираясь на прижимной рычаг всем телом.
Параметры выбора клещей для сварки
Для подбора сварочного оборудования необходимо знать, по каким параметрам оцениваются агрегаты контактной точечной сварки:
- мощностные характеристики: сила тока и рабочее напряжение, от них зависит разогревающая способность дуги: она должна соответствовать температуре плавления соединяемых сплавов (для 4 мм соединения нужен ток не менее 6 кА);
- расстояние между электродами и центральной осью сварочных клещей, (вылет электродов характеризует глубину захода инструмента на свариваемые поверхности);
- крепление электродов: они фиксируются зажимными держателями и резьбовым соединением (предпочтительнее зажимы);
- физические свойства электродов (компоненты медных сплавов влияют на электропроводность);
- производительность (измеряется количеством мест соединения, сделанных в течение часа);
- вес сварочного аппарата;
- конструктивное решение: ручные клещи или подвесные.
- мощность готовых сварочных клещей колеблется от 2 до 6 кВА.
Для чего используются сварочные клещи?
- 05 января
- 48 рейтинг
Сварочные клещи являются наиболее распространенным инструментом для сварки. Существует множество различных соединений, но предпочтительнее всего использовать этот вариант, ведь он имеет определенные преимущества. К примеру, нет необходимости использовать профессиональное оборудование и прибегать к покупке специфических элементов. Технология самого процесса является простой: от специалиста требуется осуществить нагревание металла, используя лишь электрический ток. При пропускании электричества через некоторую зону для обеспечения сварки изделия соединяются между собой, образуя прочное и надежное устройство.
Разновидности сварочных клещей.
Сварочные клещи требуют соблюдения следующих условий:
- Качественная подготовка поверхностей, которые требуется соединить. Осуществляется она еще до проведения основных работ.
- Расчет силы электрического тока, необходимой для совершения действия.
- Время, в течение которого осуществляется воздействие на нужную поверхность в целях ее быстрого скрепления с другим объектом.
- Сила, с которой необходимо сжимать свариваемые детали для лучшей их сцепки.
В такой ситуации клещи для контактной сварки представляют собой отличный вариант, ведь только они сочетают в себе все необходимые характеристики.
Устройство и принцип работы изделий
Способ эксплуатации разделяет такие устройства на два основных вида:
Схема подвесных сварочных клещей.
Ручные изделия включают в себя трансформатор, который обеспечивает работу щипцов, предназначенных для электродов. Лицевая сторона корпуса оснащена рычагом. Он служит для регулировки такого параметра, как ширина, на которую раскрываются держатели. Работа всего агрегата осуществляется без необходимости присоединения электродов к самостоятельным источникам тока с помощью особых проводов. Подобные клещи для контактной точечной сварки являются практичными элементами, ведь их вес составляет 12 кг.
Выработка изделием сварочного тока происходит именно в тот момент, когда оно подключается к электрической сети. Это явление тут же передается на электроды, с помощью которых зажимаются заготовки, сделанные из металла. Плавление исходного вещества осуществляется благодаря воздействию большого количества сварочного тока, а в том месте, где находился зажим, формируется сварочная точка. Отличная сцепка происходит по причине эффективного воздействия электродов, осуществляемого с двух сторон одновременно. Результат — надежное и практичное соединение, которое не удается достигнуть, применяя одностороннюю точечную сварку.
Использование подвесных клещей зачастую сопряжено с такими условиями, где обычная продукция может не подойти. Например, промышленность требует наличия серьезных изделий, без которых выполнение процессов невозможно. Отличительной чертой многих продуктов является огромная производительность, благодаря которой они могут применяться в совершенно разных производственных областях.
Вернуться к оглавлению
Характеристики сварочных клещей.
Покупка клещей для точечной сварки начинается с проверки максимального значения тока. Чем выше этот показатель, тем вероятнее сцепка тех деталей, размер которых очень велик. В качестве примера есть смысл использовать ручные клещи, обладающие силой тока в 3800 А. Их применение приводит к соединению двух листов, имеющих толщину 1 мм. Максимальное значение параметра варьируется в пределах 6300 А. Подобные цифры делают возможной работу лишь с теми листами, толщина которых не превышает 2 мм.
Такой фактор, как длина кронштейнов, также играет большую роль при покупке изделий. Именно от него зависит, насколько далеко будут вылетать электроды. Этот параметр характеризуется как длина между корпусом клещей и электродом. Показатель определяет максимальное расстояние, на котором может удерживаться край листа при осуществлении процесса своими руками. Параметр характеризуется большим разбросом значений (120-500 мм).
Вернуться к оглавлению
Для формирования качественной контактной сварки необходимо использовать специфические сварочные атрибуты (электроды), без которых невозможно выполнить процесс. Для этой цели лучше всего применять прямые электроды, которые позволят создать идеальное контактное соединение. Изготавливаются они из тонких прутов, имеющих диаметр 12-40 мм. Хвостики таких изделий могут быть двух типов: в виде цилиндров и конусов. Одинаково хорошо применяются и те и другие, ведь их следует зафиксировать в специальном гнезде для рукоятки с помощью особых зажимов или конусных резьбовых соединений.
Крепление же сварочных электродов, обладающих сменной рабочей частью, осуществляется с использованием накидных гаек.
Подобные изделия выполняются с применением сплавов на основе меди, имеющих в своем распоряжении довольно большой срок службы и отличные эксплуатационные характеристики. Медь легируется при помощи хрома, кадмия, бериллия и других схожих элементов. Небольшое электрическое сопротивление и жароустойчивость делают электроды такого типа незаменимыми помощниками в любой сварке. Они в полной мере справляются с основными задачами, создавая контакт при сварке двух разных поверхностей.
Вернуться к оглавлению
Самодельные клещи для сварки точечным методом.
Сборка клещей для точечной сварки требует от хозяина соблюдения всех пунктов плана, терпения и усидчивости. Необходимо подготовить дротик, выполненный из меди, имеющий длину 2 м, диаметр которого составляет 30 мм. Эти параметры могут быть немного больше, чтобы изделие можно было эффективно согнуть. Требуется осуществить сгибание дротика таким образом, чтобы он стал похож на букву U. Каждый из концов продукта должен иметь одно отверстие, имеющее диаметр 18 мм, которое можно просверлить. После этого элементы разворачиваются, делается пропил. На выходе получаются два зажима, предназначенные для рабочих электродов. Трансформаторы необходимо соединить параллельно. Для этих целей лучше всего использовать такие элементы, первичная и вторичная обмотка которых соединена напрямую, а сила тока равна 9 А.
Подача тока в любом случае должна регулироваться хозяином самостоятельно, без использования каких-либо сторонних элементов. Иногда есть смысл обзавестись семисторным коммутатором, обладающим обычным ждущим мультивибратором, обрабатывающим выдержки. Именно такой элемент можно создать самостоятельно, даже не прибегая к покупке некоторых функциональных частей.
Охлаждать самодельные клещи можно при помощи воды, а снимать электроды — с применением ножной педали.
Такой вариант не всегда подходит. Большинство людей стремится к минимизации всех функций, но зачастую он является оптимальным решением.
Ручные клещи для сварки, созданные самостоятельно или купленные в специализированной торговой точке, включают в себя такие элементы, как трансформатор, рычаг, некоторое количество электродов и рукоятки с толкателем. Специальный рычаг осуществляет удерживание шарниров. Во время работы их оси находятся в противоположных сторонах, что облегчает использование всего агрегата и способствует формированию качественного и быстрого процесса. Иногда изделие включает в себя специальную пружину, располагающуюся между толкателями для обеспечения лучшего эффекта сварки. Но подобные изделия довольно сложны и непрактичны, потому что сжимание пружины при некотором повороте является затруднительным действием, из-за чего эффективность аппарата заметно снижается.
Все элементы установки чрезвычайно важны. Необходимо помнить, что выход из строя отдельного компонента очень часто заканчивается невозможностью эксплуатировать всю систему в целом. Поэтому необходимо тщательно следить за исправностью всех функциональных частей созданного агрегата и не допускать даже малейших поломок.
expertsvarki.ru
Самодельные клещи для контактной сварки
Клещи для точечной сварки своими руками изготовить вполне реально. Пошаговая инструкция:
- Делают зажимное устройство. Для ручек используют металлические 20 мм полосы толщиной до 3-х мм или металлические стержни. Из них выгибают два держателя, которые затем скрепляют подвижным осевым соединением. Для удобства место соединения оборудуют разгибающей пружиной.
- Продумывают крепление электродов. Сварочные клещи с одной стороны концов оснащают болтовыми креплениями сменных электродов, с другой подводят к ним электрический шнур.
- Подводится провод, к ручкам он крепится клеммами. Для обеспечения электробезопасности рукоятки покрывают изоляционными материалами.
- Вытачивают электроды. Их делают из медных или бронзовых прутков, добиваясь минимальных контактных площадок. Иногда вместо электродов вставляют жала электропаяльников.
- Подбирают блок питания. Лучше использовать готовый мощный трансформатор. Если его нет, вместо вторичной обмотки прикрепляют три плотных витка кабеля с медной жилой. Иногда два трансформатора подключают параллельно, это позволяет увеличить общую мощность в цепи.
- Аппарат оснащают включателем. Пусковой механизм удобней крепить на прижимную рукоятку. Но иногда его монтируют на базе коробки старого устройства, в этом случае он находится отдельно.
- Проверяют все соединения индикатором, самодельный сварочный аппарат для точечных швов готов к работе.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
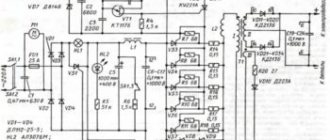
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.