Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Состав, структура и назначение сталей
К наиболее распространенным сталям аустенитно ферритного класса относятся стали типа 08Х22Н6Т, 12Х21Н5Т, 03Х23Н6, 08Х18Г8Н2Т, 08Х21Н6М2Т, 03Х22Н6М2. Микроструктура хромоникелевой стали 08Х22Н6Т и хромо-никель-молибденовой 08Х21Н6М2Т представлена на рис 18.1. Количество аустеннтной и ферритной фаз в сталях этого класса колеблется обычно в пределах 40—60 % Химический состав аустеннтно ферритных сталей приведен в табл 18.1, механические свойства — в табл. 18.2.
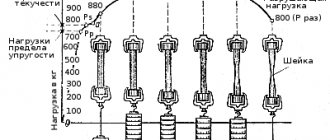
Аустенитно-ферритные стали имеют относительно высокие пределы те кучести и прочности прн удовлетворительных пластичности и ударной вяз кости, а также высокую коррозионную стойкость и хорошую свариваемость Это позволяет сократить удельный расход металла при изготовлении химической аппаратуры, рассчитываемой на прочность, благодаря уменьшению толщины листа Согласно диаграмме состояний сплавы Fe—Cr—Ni обладают некоторыми характерными особенностями область существования двухфазной аустенитно ферритной структуры в них находится в интервале температур 20—1350 °С, при нагреве стали выше температуры 1100°С аустенит превращается в феррит и тем интенсивнее, чем выше температура и длительность нагрева, при температуре выше 1200 °С происходит полное γ→α превращение, при последующем охлаждении происходит обратное превращение феррита в аустенит. Конечное соотношение количества структурных составляющих зависит от скорости охлаждения стали При изотермической выдержке в области температур 700—800 °С в стали возможно образование хрупкой составляющей σ фазы. Аустенитно-ферритиые стали поставляются в закаленном состоянии с температур 950— 1050 °С. Разница по содержанию Сг и Ni между аустенитной и ферритной фазами составляет 2—5%. Аустенитно-ферритные стали теряют вязкость при нагреве их в интервале температур 450—650 °С Это связано с тем, что хрупкость, обусловленная выделением карбидов, усиливается действием так называемой 475° хрупкости.
Примерное назначение и температура эксплуатации аустенитно-ферритных сталей указаны в таблице 18.3.
Физико-химические свойства нержавеющих сталей
Аустенитные стали
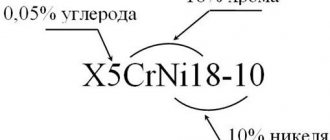
При кристаллизации аустенитные стали образуют однофазную систему с кристаллической решеткой гранецентрированного типа. Один из наиболее ярких представителей класса – сплав 08Х18Н10. Благодаря высокому содержанию никеля в нержавейках этого класса (до 30%) аустенитная фаза сохраняет устойчивость вплоть до – 200 °C, содержание углерода не превышает 0,12%. Стали с такой структурой характеризуются отсутствием магнитных свойств. Большинство из них имеет хорошую механическую обрабатываемость.
Аустенитные стали обязательно подвергаются термообработке – закалке, отпуску или отжигу. Скорость охлаждения практически не изменяет твердости, однако оказывает влияние на устойчивость к жидким и газообразным агрессивным средам, стабилизирует размер зерна устойчивость к деформации.
В системы легирования аустенитных хромоникелевых сталей вводят дополнительные элементы:
- молибдена – для предотвращения питтинга и эксплуатации в восстановительных атмосферах
- титана и ниобия – для защиты от межкристаллической коррозии.
- кремния – для повышения кислотостойкости;
- марганца – для улучшения литейных качеств.
Ферритные стали
В этот класс входят хромистые стали с низким содержанием углерода. Они имеют объемно-центрированную кубическую решетку, определяющую магнитные свойства. Ферритные стали обладают меньшей коррозионную устойчивость в сравнении с аустенитными, не могут быть упрочнены термообработкой, но имеют более высокие технологические свойства. Они легче подвергаются механической обработке и лучше свариваются, а их себестоимость значительно ниже. При температуре 300 – 400 °C стали приобретают высокую пластичность, и из них можно получать объемные штампованные детали сложной формы.
Содержание хрома в таких сталях достигает 27 %. В качестве стабилизирующих добавок используют молибден, титан и алюминий.
Мартенситные стали
Сплавы этого класса содержат не менее 0,15 % углерода и 11 % хрома. Мартенсит имеет микроскопическую игольчатую структуру и при увеличении выглядит так же, как и углеродистая сталь после закалки. Кристаллическая решетка имеет тетрагональную форму и характеризуется высокими внутренними напряжениями. Это определяет высокие прочностные свойства и твердость. Например, для 40Х13 она составляет до 52 – 55 HRC. В качестве дополнительных легирующих элементов вводятся молибден, ниобий, ванадий и вольфрам. Мартенситные стали из-за высокой твердости плохо поддаются резанию и имеют низкую пластичность.
Одно из основных технологических свойств коррозиестойких сталей с такой структурой – способность к самозакаливанию. Мартенситное превращение происходит при охлаждении на воздухе. Для повышения жаропрочности сталь после закалки подвергают отпуску на сорбит или троостит.
Свариваемость сталей
Аустенитно-ферритные стали отличаются повышенной склонностью к росту зерна в зоне термического влияния при воздействии сварочного термического цикла. Наряду с ростом ферритных зерен возрастает общее количество феррита. Последующим быстрым охлаждением фиксируется образовавшаяся структура. Размеры зерна и количество феррита, а также ширина зоны перегрева зависят от погонной энергии сварки,соотношения структурных составляющих в исходном состоянии и чувствительности стали к перегреву. Соотношение количества структурных составляющих (γ- и α-фаз) в исходном состоянии в значительной степени зависит от содержания в стали Ti. Количеством титана в стали также определяется устойчивость аустенитной фазы против γ→δ-превращения при сварочном нагреве. Чем выше содержание Ti, тем чувствительнее сталь к перегреву (рис. 18.2). Вследствие роста зерна и уменьшения количества аустенита наблюдается снижение ударной вязкости металла околошовной зоны и угла загиба сварных соединений аустенитно-ферритных сталей. Менее чувствительными к сварочному нагреву являются стали, не содержащие Ti,— это стали 03Х23Н6 и 03Х22Н6М2.
Технология сварки и свойства соединений
Аустенитно-ферритные стали можно сваривать как ручной и механизированной электродуговой сваркой, так и другими способами сварки (электроннолучевой, электрошлаковой), плазменнодуговой и др.). Предпочтительнее способы сварки с невысокими погонными энергиями. Техника и режимы сварки аустенитно-ферритных сталей не отличаются от общепринятых для всего класса нержавеющих сталей. При выборе видов швов сварных соединений рекомендуется руководствоваться ГОСТ 5264—69, ГОСТ 8713—70, ГОСТ 14771—69, ОСТ 26-291—71 и стандартами предприятий. Подготовка кромок под все виды сварки производится механическим способом, чтобы исключить возникновение зон термического влияние (ЗТВ), снижающих регламентированные свойства сварных соединений. Сварочные материалы, применяемые для сварки аустенитно-ферритных сталей, приведены в табл. 18.4 и 18.5. Швы соединений, выполненные указанными сварочными материалами, имеют аустенитно-ферритную структуру. Количество ферритной фазы в швах составляет 15— 60 % и зависит не только от применяемых сварочных материалов, но и от доли участия свариваемого металла в металле шва, от колебаний химического состава в пределах марки. Самый высокий процент ферритной фазы в швах наблюдается при автоматической сварке под флюсом встык без разделки кромок проволокой Св-06Х21Н7БТ. Благодаря высокому содержанию феррита швы обладают достаточной стойкостью против образования горячих трещин. Изменение содержания ферритной фазы в шве за счет легирования или термообработки приводит к существенному изменению его механических свойств. Пределы текучести и прочности при достаточно высокой пластичности и вязкости шва достигают максимума при равном процентном содержании в нем аустенитной и ферритной фаз.
Механичекие свойства сварных соединений
Механические свойства швов и соединений, выполненных сварочными материалами, указанными в табл. 18.4 и 18.5, приведены в табл. 18.6. Анализ механических свойств показывает, что самую высокую прочность швов при автоматической сварке под флюсом хромоникелевых аустенитно-ферритных сталей можно получить, применяя проволоку Св-06Х21Н7БТ (ЭП500), а хромоникельмолибденовых — проволоку Св-06Х20Н11МЗТБ (ЭП89). Сочетание достаточно высокой прочности и пластичности достигается при применении для автоматической сварки под флюсом хромоникелевых аустенитно-ферритных сталей проволоки Св-03Х21Н10АГ5 (ЭК-91), а для хромоникельмолибденовых — проволоки Св-03Х19Н15Г6М2АВ2 (ЧС-39). Эти проволоки предпочтительнее применять при сварке стали значительных (>10 мм) толщин встык, без разделки кромок. Для улучшения пластичности сварных соединений аустенитно-ферритных сталей, если позволяют габариты изделий, можно проводить термообработку — закалку от 1000 °С с охлаждением в воде.
Способ определения содержания ферритной фазы в изделии
Использование: может быть использован для контроля содержания ферритной фазы в аустенитных и аустенитно-ферритных сталях машиностроительного оборудования, включая сварные соединения и наплавку. Сущность изобретения: способ определения содержания ферритной фазы, согласно которому магнитным методом выполняют локальное измерение содержания ферритной фазы в основном металле, сварных швах и наплавках оборудования, для чего предварительно проводят измерение содержания ферритной фазы на эталонном образце при различных уровнях его нагружения, регистрируют напряжение и изменение содержания ферритной фазы, устанавливают зависимость между напряжением и изменением содержания ферритной фазы, определяют величину напряжения, действующего в контролируемой зоне оборудования, после чего измеряют содержание ферритной фазы в контролируемой зоне оборудования и вносят в полученное значение поправку на величину напряжения в соответствии с зависимостью между напряжением и изменением содержания ферритной фазы. Технический результат: возможность получения сопоставимых значений содержания ферритной фазы в разных лабораториях за счет исключения погрешности, вызываемой неучетом действующего в контролируемой зоне напряжения.
Изобретение относится к области контроля содержания ферритной фазы в аустенитных и аустенитно-ферритных сталях машиностроительного оборудования, включая сварные соединения и наплавку.
Известен металлографический метод определения содержания ферритной фазы. (Отраслевая инструкция по определению содержания ферритной фазы в наплавленном металле сварочных и наплавочных материалов, сварных швах аустенитных нержавеющих сталей и антикоррозионной наплавке оборудования и трубопроводов АЭС. АОИ-6-83. Министерство энергетики и электрификации СССР. М. 1984, с. 9).Недостатками этого способа являются невозможность неразрушающего контроля, необходимость наличия атласа микроструктур контролируемых металлов с различным количеством феррита, субъективность оценки оператора, зависимость от технологии травления шлифа и диаметра поля зрения микроскопа.Известен также объемный магнитный метод контроля ферритной фазы с помощью ферритометра (Контроль ферритной фазы при сварке оборудования и трубопроводов ТЭС и АЭС. Выпуск 1. Тепловые электростанции, теплофикация и тепловые сети. Серия 1. Энергетика и электрификация. М. ИНФОРМЭНЕРГО, 1986, с. 3).Недостатками этого способа являются необходимость вырезки образцов из контролируемого металла и невозможность проведения неразрушающего контроля ферритной фазы в основном металле, сварных швах и наплавках непосредственно в оборудовании.Наиболее близким, принятым за прототип, можно считать локальный магнитный метод определения содержания ферритной фазы. (Отраслевая инструкция по определению содержания ферритной фазы в наплавленном металле сварочных и наплавочных материалов, сварных швах аустенитных нержавеющих сталей и антикоррозионной наплавке оборудования и трубопроводов АЭС. АОИ-6-83. Министерство энергетики и электрификации СССР, М. 1984, с. 8).Недостатком этого способа является неучет влияния механических напряжений на величину содержания ферритной фазы Предлагается способ определения содержания ферритной фазы в аустенитных и аустенитно-ферритных сталях, основанный на выполнении магнитным методом локального измерения содержания ферритной фазы в основном металле, сварных швов и наплавках оборудования, в котором предварительно проводят измерение содержания ферритной фазы на эталонном образце при различных уровнях его нагружения, регистрируют напряжение и изменение содержания ферритной фазы, устанавливают зависимость между напряжением и изменением содержания ферритной фазы, определяют величину напряжения, действующего в контролируемой зоне оборудования, после чего измеряют содержание ферритной фазы в контролируемой зоне оборудования и вносят в полученное значение поправку на величину напряжения в соответствии с зависимостью между напряжением и изменением содержания ферритной фазы. Предложенный способ позволяет повысить точность определения содержания ферритной фазы и уменьшить разброс измеряемых значений за счет их приведения к нулевому уровню напряжения.Способ осуществляется следующим образом.В контролируемой зоне конструкции определяют знак и величину напряжения. Из металла, адекватного металлу контролируемой зоны конструкции, изготавливают эталонный образец, не имеющий остаточных напряжений, и подвергают его растяжению или сжатию, в зависимости от знака напряжений, действующих в контролируемой зоне. В процессе нагружения эталонного образца устанавливают зависимость напряжение содержание ферритной фазы. По величине напряжения в контролируемой зоне конструкции на основании указанной зависимости определяют значение поправки содержания ферритной фазы, приводя его к нулевому уровню напряжения.Использование описанного способа позволяет получать сопоставимые значения содержания ферритной фазы в разных лабораториях за счет исключения погрешности, вызываемой неучетом действующего в контролируемой зоне напряжения.
Формула изобретения
Способ определения содержания ферритной фазы в изделии, включающий локальное измерение содержания ферритной фазы магнитным методом, отличающийся тем, что предварительно на эталонном образце определяют зависимость между изменением содержания ферритной фазы и механическим напряжением, прикладываемым к образцу, после чего измеряют содержание ферритной фазы в изделии и вносят в полученное значение поправку с учетом механического напряжения, действующего на него.