Клапан электромагнитный для сварочного полуавтомата
В общем история такая.Сгорел у меня рукав на аппарате Telvin, рукав не съемный с механическим клапаном подачи углекислоты.В гараже у друга валялся Циклон со сгоревшей схемой управления и в отсыревшем состоянии.Решил я поставить полностью с него рукав, и в общем то все нормально получилось если бы не фокус с электроклапаном подачи кислоты, суть в том что за неимением штатной проводки для его установки я приделал его к двигателю подачи проволоки, но он почему то не работает в момент работы двигателя и в чем секрет я не догадался, клапан на 12 v.Если кто сталкивался, подскажите.
Так надо замерить было сначала напряжение на моторе. Если там мотор постоянного тока, то когда он настроен на маленькие обороты, на нём будет маленькое напряжение, и клапану его не хватит чтобы открыться. Но на нём могло быть и слишком большое напряжение, и клапан мог уже сгореть.
Нельзя так делать. Во-первых ничего не замерив, во-вторых из-за регулировки оборотов мотора, даже если там постоянный ток и около 12 вольт, то клапан либо будет греться или вообще сгорит с большой подачей, либо не будет открываться с маленькой.
Да знаю что накорявил, но увы в электрике не особо шарю.Клапан точно жив, я его проверил после, а двигатель и вправду настроен на маленькое напряжение по всей видимости.А куда в таком случае лучше подключить клапан?
Надо замерять, где можно взять 12-15 вольт. Возможно, на схему регулировки подаётся 12 вольт, а после схемы уже выходит отрегулированное напряжение на мотор. И можно взять эти неотрегулированные 12 вольт и они всегда там будут такие. Но это далеко не факт, что оно так окажется. Может выключатель подачи оказаться после схемы регулировки, тогда она постоянно будет включена, или напряжение может быть не то…
В общем в свежекупленном сварочном полуавтомате от ПДГ-185 в комплектации РБР (встроенная горелка Binzel), сразу же обнаружились проблеммы При давлении СО2 начиная от 0,2 МПа и выше, клапан газа однажды открывшись, не закрывается вообще. При низком давлении все Ок. По договоренности с фирмой поставщиком, попытался заменить клапан сам (клапан стеклоомывателя ВАЗ 2108), но замена результата не дала. Однако был замечен следующий эффект. Если на выход клапана не подключать рукав с горелкой, то клапан нормально закрывается при рабочем давлении в системе 0,3-0,5 МПа . Попытался продуть рукав (ртом) и обнаружил очень большое сопротивление. Т.е. даже со снятым наконечником воздух шел, но уж очень неохотно (ну уж никак не соответствуя диаметру входной трубки). Какие могут быть идеи на этот счет ?
Отчет и благодарности Вчера вечером опять игрался с аппаратом. При давлении 0,5 Атм через рукав газ почти не шел Но в результате многочисленных ужимок и прыжков (при выкрученном сопле) из рукава вылетела какая-то х..ня и довольно больно ударилась мне в ладонь . После чего газ пошел как положено. Найти ее к сожалению не удалось, так как она отскочила от ладони и куда-то улетела. Хотя было-бы очень интересно узнать, что там было (!) После этого аппарат стал нормально работать при положенном давлении в 0,5 Атм.
Выражаю благодарность все, принявшим участие в решении моей проблеммы.
И будьте бдительны, отечетвенный производитель не спит
Так сложилось, что я стал владельцем TEMP MIG 190R, полуавтомат довольно надежный, хотя и есть некоторые недостатки. Поговорим о них.
Первый из существенных недостатков, который был обнаружен это — плохая подача проволоки , точнее нестабильная подача, проволока заедала, варить было очень сложно. Причина плохой подачи — пластмассовый корпус роликов подачи, он не фиксировал надежно кожух, по которому идет проволока в рукаве, кожух заламывал проволоку и подача прекращалась. Вылечить удалось путем получения соосности между роликами и кожухом, таким образом, чтобы проволока после роликов прямой наводкой попадала в кожух без перегибов и изломов.
Второй недостаток, который проявился не сразу — это хлипкая не надежная горелка и такой же рукав, все сделано в Китае. Увидев и разобравшись с горелкой, я сначала обрадовался, так как она имела встроенный, механический клапан подачи газа, что довольно удобно и надежно. Но вскоре я разочаровался в этом клапане, так как он постоянно травил, а в последнее время дак и вовсе отказался перекрывать газ. При поиске в интернете мне постоянно попадались такие самые рукава, не вызывающие ни малейшей надежды. Я решил купить рукав без этого клапана и длиннее на 0,5м. Для перекрытия газа был куплен клапан-отсекатель, специальный для углекислоты по цене 11 долларов. Установка оказалась не сложной, понадобилось только два куска тонкого шланга, способного выдержать давление 0.5 — 1 атмосферу. Места соединения были проклеены белым автомобильным герметиком и обжаты стяжками. Питание электромагнитного запорного клапана подключил к питанию двигателя подачи проволоки.
Внутренности полуавтомата 2
Спасибо за подписку!
Подающий механизм и новый рукав
Клапан установлен, вверху желтого цвета
Все готово к сборке
При выборе электроклапана обратите внимание на напряжение питания, встречал клапана отсечки с 12В, 24В (такой приобрел себе), 220В. Клапан работает более чем исправно, после переделки использовал 10 кг проволоки, газ на манометре остается на месте . Экономия на лицо. Забыл упомянуть, что я уже использовал им около 35 кг проволоки, что совесем не мало для практически домашнего использования. Из недостатков электромагнитного клапана могу отметить лишь звук его щелчка, что ИМХО маловажно. Также первые секунды сварки после подключения полуавтомата не всегда хороши, так как газ не успевает заполнить все трубки после клапана. Вы зададите вопрос, ну так все же идет ли полуавтомат ТЕМП для сварки кузовного метала? Я отвечу прямо — сойдет. Не для професионального использования, возможно после некоторых доработок, но поварить автомобиль им можно, тем более если бюджет на покупку сварочного аппарата не высок. Я понимаю тех людей которые скажут, что лучше взять дорогой инверторный полуавтомат и варить в удовольствие, но не всегда люди могут себе позволить потратить 300 — 400 долларов на покупку брендовой вещи. Так что смело покупайте, берите гарантию и вперед!
Клапан подачи углекислоты на сварочном полуавтомате — Справочник металлиста
- Дата: 20-06-2015
- 641
- : 49
Сварочные полуавтоматы являются простыми и надежными конструкциями. Но нет ничего вечного, даже самые качественные механизмы могут выйти из строя, в основном причинами могут служить нарушения правил эксплуатации.
Устройство сварочного полуавтомата.
Чаще всего неисправности сварочного полуавтомата происходят в наиболее слабых местах оборудования. В данном механизме таким местом является клейменая колодка, к которой подключают сварочную проводку.
При плохом контакте в совокупности с повышенными показателями сварочного тока может произойти перегрев соединений и подключенных к нему кабелей.
Это приведет к разрушению соединения, впоследствии обгорает изоляционный слой на концах обмоток и может произойти короткое замыкание.
В этом случае перебираются нагревающиеся соединения, зачищаются контакты и зажимы для создания хорошего прилегания контактов всех элементов. Могут произойти и другие неисправности.
Принадлежности для углекислотного сварочного полуавтомата, сварочная проволока. евробобина, углекислотные баллоны и редукторы
Чтобы заняться электросваркой при ремонте кузовов автомобилей, помимо углекислотного сварочного полуавтомата, нам понадобится сварочная проволока и защитный газ. Рассмотрим эти важные аксессуары подробнее.
Сварочная проволока продается в специализированных магазинах в виде так называемых «евробобин» массой около 5 кг. Эти бобины универсальные, и подходят к любому полуавтомату. Проволока стальная, омедненная. Чаше всего используют проволоку диаметром 0,8 мм, иногда 0,6 мм.
Медь служит для защиты от коррозии, для увеличения электропроводности. А также в качестве своеобразной смазки для улучшения скольжения проволоки в подводящем канале. Сварочная проволока из нержавеющей стали или из алюминия может продаваться в виде небольших катушек массой 0,2 кг.
Для перехода с одного диаметра сварочной проволоки на другой проводят простейшую переналадку подающего устройства и замену медного наконечника в сварочной горелке. Проволока диаметром 0,6 мм предназначена для сварки самого тонкого металла кузовов автомобилей. Лично мне встречалась только импортная, а проволока диаметром 0,8 мм бывает и отечественного производства.
Отечественная проволока для углекислотного сварочного полуавтомата называется СВ08Г2С — с легируюшими добавками, или СВ08ГС без них. Сварка будет успешной при использовании любой проволоки, независимо от ее диаметра и производителя. При условии, что она будет омедненной, и не будет иметь загрязнений и ржавчины.
Если вам нужно варить нержавейку и (или) алюминий, то вы можете купить и соответствующую проволоку. Помните, что сварка цветных металлов возможна только в среде инертного газа — аргона и имеет некоторые отличия в выборе сварочного тока и скорости подачи проволоки.
Существует проволока для сварки без использования защитного газа. Такую проволоку могут называть флюсовой или самозащитной. Проволока для сварки без использования защитного газа сделана по технологиям порошковой металлургии. Есть сварочные полуавтоматы, предназначенные для работы только с ней, хотя в продаже они встречаются довольно редко.
Сварка в этом случае ведется током прямой полярности — «минус» на горелке и «плюс» на зажиме. Проволока эта дороже обычной, а сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде защитного газа.
Баллоны для углекислотного сварочного полуавтомата
Многие импортные полуавтоматы предназначены для работы с малогабаритными газовыми баллонами и имеют соответствующие крепления для них на задней панели.
В этих баллонах может быть углекислый газ, аргон или их смесь. Использование углекислотного сварочного полуавтомата с такими баллонами очень удобно, но не практично. Баллоны эти довольно дороги.
Имеют малый объем и быстро становятся пустыми.
Поэтому лучше всего использовать стандартные отечественные баллоны для углекислотного сварочного полуавтомата объемом 40 или 20 литров. Они выкрашены в черный цвет и содержат до 25 и 12 кг жидкой углекислоты соответственно под давлением около 70 кг/см2.
Баллонов этих хватит надолго, и проблем с их перезарядкой нет никаких. В больших городах найдется много фирм, торгующих техническими газами. Там вы можете купить уже заправленный углекислым газом баллон. А потом только обменивать пустой на заполненный.
Редукторы для углекислотного сварочного полуавтомата
Редукторы для углекислотного сварочного полуавтомата продаются в специализированных магазинах сварочного оборудования. Назначение редуктора — понизить высокое давление газа, находящегося в баллоне, до рабочего. Пригодного для ведения сварочных работ.
Редуктор, предназначенный для углекислого газа, имеет корпус черного цвета и манометр, показывающий давление газа и его расход в литрах в минуту на выходе. Подойдет также и кислородный редуктор. У него два манометра, информирующие о давлении в баллоне и на выходе редуктора, а корпус голубого цвета. Корпус применяемого редуктора по цвету должен совпадать с цветом баллона.
Улекислотный баллон А, вентиль Б и редуктор с манометром Д. На выходе редуктора Е виден штуцер (ерш), к которому припаян переходник. В — накидная гайка. Г — регулятор давления газа на выходе редуктора. Ж — аварийный клапан.
К вентилю Б углекислотного баллона редуктор присоединяется через паронитовую прокладку с помощью накидной гайки В под ключ на 32 мм. Вращением рукоятки Г устанавливается давление (расход) газа. Необходимое для работы углекислотного сварочного полуавтомата. Вращение рукоятки по часовой стрелке увеличивает давление (расход) углекислого газа на выходе редуктора и наоборот.
На выходе редуктора имеется штуцер Е для подключения резинового шланга внутренним диаметром 6 или 9 мм. Штуцер подсоединяется к редуктору накидной гайкой под ключ на 19 мм и имеет конусное уплотнение. У некоторых полуавтоматов для подключения к редуктору имеется полипропиленовая трубка и переходник для ее подсоединения к тонкому шлангу.
По материалам книги «Кузовной ремонт в гараже. Рихтовка, сварка, шпатлевка, окраска». Шкунов И.В.
Углекислотный редуктор давления. Регулировка подачи защитного газа
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Углекислотный клапан – доработка трансформаторного полуавтомата
У старых трансформаторных полуавтоматов есть одна беда – клапан подачи углекислоты.
При интенсивной и продолжительной работе эти клапаны очень часто выходят из строя, бывает, что начинают подклинивать прямо в процессе сварки или, начинают самопроизвольно травить углекислоту. Для лечения этой «болезни» есть только один способ – пересадка органа, а точнее установка клапана от газового оборудования автомобиля. Как это сделать, смотрите ниже в видео.
Надеюсь, из этих видео сюжетов вы возьмете для себя лучшее, добавите что-то свое и станете истинными мастерами кузовного ремонта.
Удачи вам! С уважением, Сергей.
www.svpomohu.ucoz.ru Специально для сайта Сам Автомастер.
Добавить комментарий
Добавляя комментарий Вы соглашаетесь с Политикой конфиденциальности.
Разделы сайта
Блог автомастера
Статьи по меткам
Читаем еще по теме
Самые читаемые
Последние публикации
Заходите на наш форум
2007-2019 © Sam-Avtomaster.com | Копирование запрещено. Все права защищены. Нарушение преследуется по закону РФ.
Политика конфиденциальности персональных данных
Настоящая Политика конфиденциальности персональных данных (далее – Политика конфиденциальности) действует в отношении всей информации, которую Интернет-сайт «Сам Автомастер», расположенный на доменном имени sam-avtomaster.com, может получить о Пользователе во время использования нашего сайта.
Настоящая Политика конфиденциальности применяется только к сайту “Сам Автомастер”. Сайт гарантирует, что не приведет к повреждению компьютера Пользователя или заражению его вирусами.
Администрация сайта не проверяет достоверность персональных данных, предоставляемых Пользователем при отправке им электронного сообщения.
Идентификация посетителей
Для просмотра информации на сайте Sam-Avtomaster.com не требуется регистрация с указанием личных данных. Когда Пользователь заходит на наш сайт, никакая личная информация не собирается. Возможно просматривать сайт анонимно.
Электронная почта
Адрес электронной почты, а также почтовый адрес указываемый при заполнении полей формы комментариев, формы заказа и контактной формы не показывается другим посетителям сайта. Мы можем сохранять комментарии, сообщения электронной почты, оправленные Пользователями на сервере чтобы обрабатывать запросы, отвечать на вопросы и совершенствовать службы сайта.
Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения контактной формы, формы заказа и формы добавления комментариев на сайте и может включать в себя следующую информацию:
- ФИО Пользователя;
- Адрес электронной почты (e-mail);
- Почтовый индекс и адрес;
Куки (Cookie)
Когда Пользователь посещает сайт, на его компьютер отправляются один или несколько файлов cookie. Это небольшой файл, в котором содержатся наборы символов и который позволяет идентифицировать браузер Пользователя. Мы используем файлы cookie, чтобы повысить качество своих услуг путем сохранения пользовательских настроек и отслеживания тенденций в действиях пользователей, например, при выполнении поиска или показа рекламы. Большинство браузеров изначально настроены так, чтобы принимать файлы cookie, однако Пользователь может полностью запретить использование файлов cookie или настроить показ уведомлений об их отправке. Однако без файлов cookie некоторые функции сайта могут работать некорректно.
Протоколирование
При каждом посещении сайта наши серверы автоматически записывают информацию, которую браузер Пользователя передает при посещении веб-страниц. Как правило эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса.
Ссылки
На этом сайте ссылки могут быть в таком формате, который позволяет отслеживать, пользуются ли ими посетители. Эта информация используется для повышения качества нашей рекламы.
Изменения в политике конфиденциальности
Администрация сайта вправе вносить изменения в настоящую Политику конфиденциальности без согласия Пользователя.
Новая Политика конфиденциальности вступает в силу с момента ее размещения на сайте Сам Автомастер, если иное не предусмотрено новой редакцией Политики конфиденциальности.
Все предложения или вопросы по настоящей Политике конфиденциальности следует сообщать Администрации сайта через страницу КОНТАКТЫ.
Расход углекислоты
Чтобы не быть голословным в оценке выхода диоксида углерода для производственной нужды, следует привести конкретный пример. Стандартная газовая емкость — 40-литровый баллон, содержит 24 кг чистого диоксида углерода, который на выходе образует 12 кубометров защитной среды.
Используя присадочную нить диаметром 1,0 мм, установили наименьшую силу тока — 100 A. Если ссылаться на данные справочников, беспрерывный режим подобный сварки продлиться ровно одни сутки — 24 час.
Однако рабочие смены с такой продолжительностью работы почти не встречаются, возьмем обычную смену — 8 час. Разделив объем газа на один рабочий день, получим 8 л контролируемой атмосферы.
Справочник указывает, что 1 кг наплавки потребует 1100 г углерода и 1300 — присадочного материала. Путем несложных вычислений можно прийти к следующему выводу: 1200 г присадки возьмут из баллона 1000 г газа.
Исходя их этого, можно констатировать, что 40- литровой газовой емкости хватит на плавку почти 29 кг сварочного материала.
Разумеется, это примерные сведения, однако они часто совпадают с фактическими данными. Для сварщиков-новичков приводится таблица расхода углекислоты, в зависимости от диаметра нити и показателя силы тока.
Устройство и схема самодельного сварочного полуавтомата
Вниманию любителей «чинить» автотранспортные средства своими руками предлагается для самостоятельной сборки авторская схема и конструкция сварочного полуавтомата в углекислотной газовой среде с автоматической подачей сварочной проволоки в зону сварки.
Назначение и описание устройства
Автолюбители знают, что для сварки кузова «железных» коней одного лишь аппарата дуговой электродной сварки переменного тока недостаточно – тонкий металл кузова требует аккуратной и желательно быстрой точечной сварки. Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например – ацетилено-кислородная сварка или сварка в среде углекислого газа.
Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества:
- зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
- краска на детали выгорает тонкой полосой, что уменьшает объем подготовки, рихтовки и окраски изделия;
- т.к. скорость расплавления электродной проволоки очень высока – общая производительность сварки выше в 2-3 раза;
- качество сварочного шва лучше;
- не требуется очень точной подгонки деталей перед сваркой;
- качественный шов получается даже при разных толщинах свариваемых деталей;
- углекислый газ менее дефицитен, чем кислород или ацетилен;
- способ сварки осваивается легко и быстро.
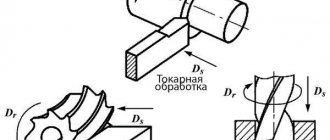
Как варить полуавтоматом в среде углекислого газа – пояснения для новичков
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие.
Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака.
Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа.
При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту.
Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка.
Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение.
Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.
[Всего : 11 Средний: 2.8/5]
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
Вещество выделяется в ходе окисления органических веществ при сгорании, гниении, дыхании живых организмов.
Технические условия на промышленный СО2 регламентируются ГОСТ 8050-85.
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.
Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Углекислота для сварки полуавтоматом: как и где используется, настройка расхода и режима
В настоящее время полуавтоматическая сварка с помощью углекислого газа используется как специалистами, так и сварщиками — новичками.
В этой статье Вы почерпнете для себя много полезного о работе с углекислотой, о её достоинствах, таких как защита сварного шва от негативного воздействия частиц в воздухе, повышения качества выполненной работы, и не только.
Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
Итак, давайте же узнаем, как же работает способ сваривания полуавтоматом с углекислотой. Воздействие высокой температуры в процессе сварки способствует частичному распаду углекислого газа на кислород и углерод.
Такой химический процесс благоприятно влияет на итоговый результат, защищая сварочное место (так называемая сварочная ванна) от различных вредных примесей в воздухе в вашей рабочей зоне.
Еще стоит отметить отличное взаимодействие этих трёх газов с железом, что еще больше увеличивает качество сварочного шва.
Основной недостаток углекислого газа – его свойство окислять свариваемый металл, тем самым ухудшая качество проделанной работы.
С этим недостатком достаточно просто и эффективно бороться добавляя в состав проволоки для сварки полуавтоматом большое количество кремния и марганца.
Здесь начинают действовать положительные химические свойства оксидов этих элементов, выделяющиеся в процессе сварки. Их взаимодействие с поверхностью металла способствует формированию надежного сварочного соединения, устойчивого к оксидированию.
Для сварки углекислотой используйте полуавтоматический сварочный аппарат, при этом выбирать его режим работы вы можете сами, опираясь на свой опыт, либо пользуясь рекомендуемыми параметрами из таблицы 1.
Из нее видно, что основной критерий выбора режима работы – толщина свариваемого металла.
Таблица 1 – Параметры настройки полуавтоматического сварочного аппарата с углекислотой:
Достоинства сварки на углекислом газе
Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Компоненты для углекислотного сваривания
Баллон для хранения углекислоты
Проволока для сварки полуавтоматом. Применяется как электрод. Для каждого случая, в зависимости от того какой металл мы будем паять, проволоку необходимо выбирать индивидуально.
Отталкиваясь от толщины свариваемого металла, мощности полуавтомата и его прочих особенностей, диаметр проволоки может изменяться в диапазоне от 0.5 до 3 мм. На практике лучший результат показывает медная проволока, её мы и рекомендуем использовать.
Пускать в дело необходимо исключительно чистый материал, без следов ржавчины, коррозии, загрязнений, которая хранилась в надлежащих условиях.
В противном случае эту проволоку использовать нельзя, если вы не хотите в результате получить плохое качество соединения. Рекомендуется вымачивать проволоку в серной кислоте, а после несколько часов удерживать при высокой температуре.
Углекислый газ СО2. Собственно, наш главный гвоздь программы и самый важный компонент. Углекислота для сварки полуавтоматом безвредна для человека и бесцветна.
Перемещается и хранится СО2, как правило, под давлением в специальных черных емкостях и с одноименной маркировкой. Вот несколько практических и просто полезных советов по эксплуатации:
- для особо важных и сложных работ используйте емкость с 99%-ым содержанием диоксида углерода, в остальных случаях ёмкостей с 98%-ым содержанием будет предостаточно;
- учтите, что излишняя влага отрицательно скажется на общем качестве сваривания. Чтобы от неё избавиться, поставьте ёмкость в вертикальное положение на один час, за это время влага осядет на дно;
- перед началом сварки полуатоматом выпустите немного газа из ёмкости, чтобы избавится от, вредных для сварки, примесей азота, содержащиеся в ней.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.
Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.
Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Полуавтомат из инвертора своими руками — обзор переделки.
Любой сварщик знает о преимуществах полуавтомата перед ручной электросваркой. В силу своей большой распространенности и малой стоимости, MMA инверторы есть в арсенале многих мастеров. А вот с MIG сваркой дело другое – эти устройства дороже. Но, выход есть – можно сделать полуавтомат из инвертора своими руками. Если вникнуть в этот вопрос, дело окажется не таким уж и сложным.
Сварочный полуавтомат
Между MMA и MIG сварками есть кардинальные различия. Для работы полуавтомата, нужен углекислый газ (или смесь углекислоты с аргоном) и электродная проволока, которая подается к месту сварки через специальный шланг. Т.е. сам принцип сварки полуавтоматом – сложнее, но она универсальна и ее использование оправданно. Что нужно для работы полуавтомата:
- устройство для подачи проволоки;
- горелка;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Подготовка
Изготовление сварочного полуавтомата в домашних условиях начинается с планирования работ. Есть два варианта для изготовления MIG сварки из инвертора:
В первом случае, стоимость деталей для подающего устройства выйдет около 1000 рублей, без учета работы, конечно. Если заводской полуавтомат включает все в одном корпусе, то самодельный будет состоять из двух частей:
- Сварочный инвертор.
- Ящик с подающим механизмом и проволочной бобиной.
Вначале, нужно определиться с корпусом для второй части полуавтомата. Желательно, чтобы он был легким и вместительным. Подающий механизм нужно держать в чистоте, иначе проволока будет подаваться рывками, кроме того, периодически нужно менять бобины и подстраивать механизм. Поэтому ящик должен легко закрываться и открываться.
Идеальный вариант – применить старый системный блок:
- опрятный внешний вид – особого значения не имеет, но гораздо приятнее, когда внутренности самоделки не торчат наружу и полуавтомат из MMA инвертора хорошо выглядит;
- легкий, закрывается;
- корпус тонкий – легко сделать нужные вырезы;
- клапан газа и привод подачи проволоки работают от 12 Вольт. Поэтому подойдет блок питания от компьютера, а он уже встроен в корпус.
Теперь нужно прикинуть размеры и расположение будущих деталей в корпусе. Можно вырезать из картона примерные макеты и проверить их взаимное расположение. После этого, можно приступать к работам.
Оптимальный вариант для электродной проволоки – катушка весом 5 кг. Ее внешний диаметр 200 мм, внутренний – 50 мм. Для оси вращения можно использовать канализационную ПВХ трубу. Ее внешний диаметр – 50 мм.
Горелка
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Подающий механизм
Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Реализация электрической части
Для этого понадобится:
- два автомобильных реле;
- диод;
- шим регулятор для двигателя;
- конденсатор с транзистором;
- электромагнитный клапан холостого хода – для подачи газа в горелку. Подойдет любая ВАЗовкая модель, например от восьмерки;
- провода.
Схема управления подачей проволоки и газа довольно проста и реализуется следующим образом:
- при нажатии кнопки на горелке срабатывает реле №1 и реле №2;
- реле №1 включает клапан подачи газа;
- реле №2 работает в паре с конденсатором и включает подачу проволоки с задержкой;
- протяжка проволоки делается дополнительной кнопкой в обход реле подачи газа;
- для снятия самоиндукции с электромагнитного клапана, к нему подключается диод.
- Нужно предусмотреть подключение горелки к силовому кабелю от инвертора. Для этого рядом с евро разъемом, можно установить быстросъемный разъем и подключить его к горелке.
Полуавтоматический аппарат имеет такую последовательность работы:
- Включается подача газа.
- С небольшой задержкой включается подача проволоки.
Такая последовательность нужна, чтобы проволока сразу попадала в защитную среду. Если сделать полуавтомат без задержки – проволока будет залипать. Для ее реализации, понадобится конденсатор и транзистор, через которые подключается реле управления двигателем. Принцип действия:
- напряжение подается на конденсатор;
- он заряжается;
- ток подается на транзистор;
- включается реле.
Емкость конденсатора нужно подбирать так, чтобы задержка равнялось примерно 0,5 секунды – этого достаточно для заполнения сварочной ванны.
После сборки механизм нужно протестировать, а процесс изготовления можно увидеть на видео.
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Поделись с друзьями
0
0
0
2
svarkalegko.com
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Выводы
Итого, сварка полуавтоматическим сварочным аппаратом в среде СО2 – это набор сплошных преимуществ, например повышение производительности труда, расширение ваших профессиональных умений, а результатом работы вы будете всегда довольны.
У новичков на первых этапах освоения конечно могут наблюдаться проблемы с чрезмерным расходом газа, но и этот недостаток нивелируется его достаточно низкой ценой, а с приобретенным опытом, когда вы освоите принципы работы этого метода, такая проблема исчезнет вовсе.
Немного терпения, опыта в сварочном деле, наличие полуавтомата, углекислоты, всех необходимых материалов и Вы полностью готовы к покорению этого метода.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и тренируйтесь сами с разными режимами работы, набивая руку, а не уповайте на табличные данные, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Источник